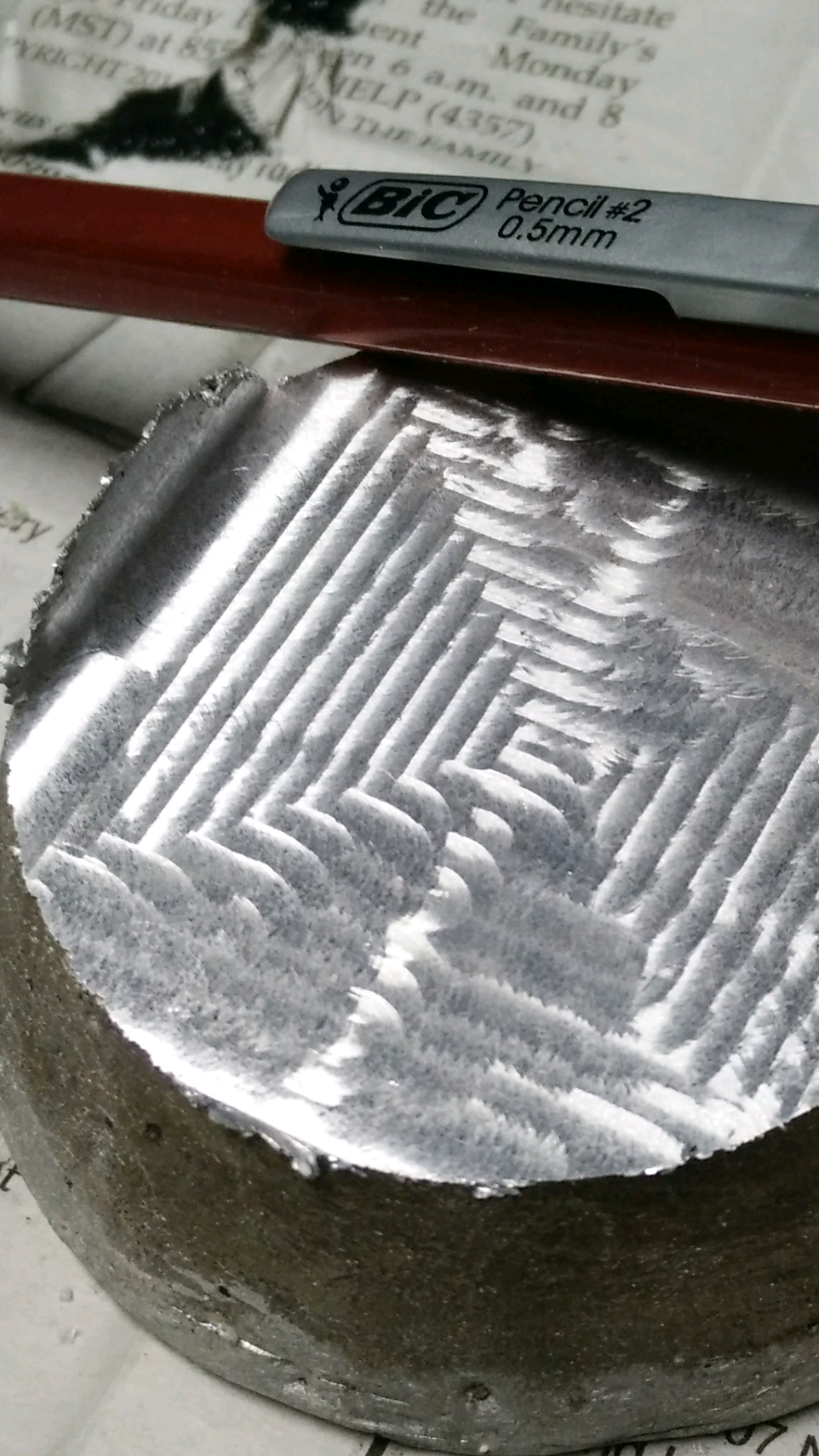
I melted some aluminum cans into a small ingot about 1.25" x 2.45" x 1". I’d like to face this on my Nomad so the top has a nice flat surface that can be engraved and the bottom just so it sit’s flat (i.e. making a paperweight).
Is a facing mill the right thing to use? If so, which one would you all recommend and what would the proper feeds & speeds be for this (as a starting point). Or, is there a better way to achieve this on the Nomad?
@rderstadt
One approach would be to use the Vise, but the angle on the side walls of the ingot may prove to be difficult to get a good hold.
You may want to use the blue wax.
Once you have a work holding solution- Draft up a rectangle in Carbide Create and use a pocket toolpath.
The maximum depth needed can be measured, but most likely you will end up sneaking up on it.
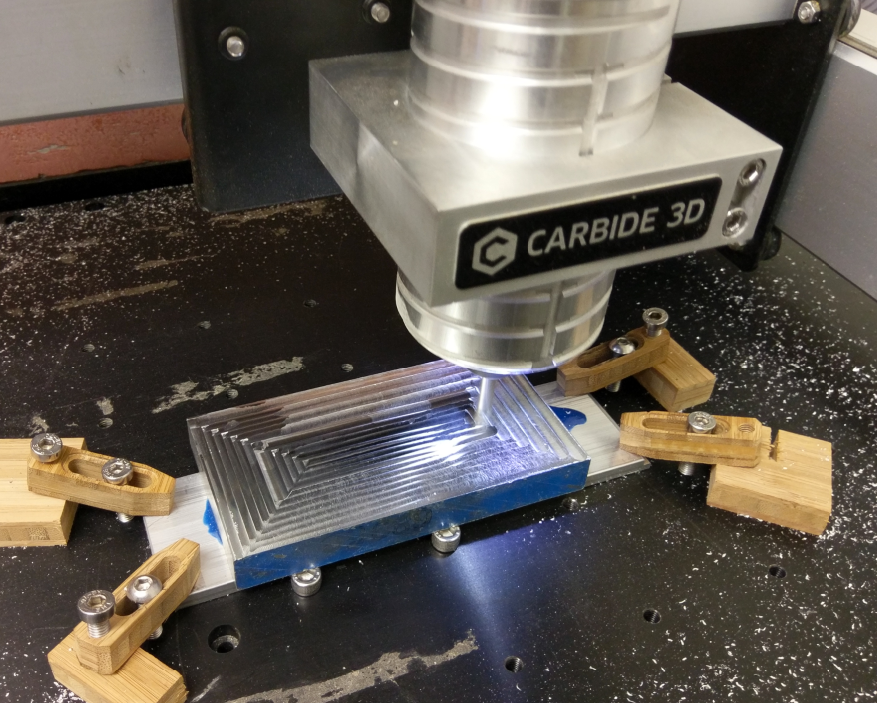
Heres a pocket I drew up to surface a block of 6061 for a Mold test on the Shapeoko 3:
Heres the result, I used a light pass of .008" DOC with a Maximum depth of .016" - So 2 passes.
1 would have been enough in my case. but you may need to take 4 or 5 layers of .01" with the 1/8th endmill.
Just for you @rderstadt 3 Flute endmill .25" diameter
Forward to 3:20 if you want to see the milling. I had 2 disconnects back to back. @Jorge I got the new board Friday, but haven’t had a chance to put it in yet. Overall, I have no idea what alloy pop cans are, but yes they are mill-able. Correct me if I’m wrong @ApolloCrowe, but I think a slightly deeper pass is completely do-able. It didn’t sound as if there was that much chatter.
Side note, make sure you check your gcode before running blindly or you are apt to break an endmill.
Also, if there is a good free video editing software, shoot me a pm.
@atrueresistance Thanks! That was pretty cool. Do you have your own furnace for making those ingots?
I made a small propane furnace and burner largely based off these two you tube videos:
I bought a graphite crucible instead and avoided galvanized parts. I haven’t tried adding anything to the aluminum, but I did try to get all the slag out with a graphite rod before I poured it.
Yes Sir, I built a small one with TheKingOfRandom’s directions. For a crucible I got some heavy 1/4" steel tube and welded a bottom. You can get it hot enough to melt steel if you try.