I’m fairly new to the CNC world. I have successfully cut about 5 different projects but today my 1/8 spectra compression bit broke mid project. I’ve done so much research on speeds and feeds however i’m still confused on how to know exactly what they should be. Here’s the info on what material i was using and what speeds and feeds I was using. Any feedback would be wonderful as well as how i should go about accurately setting speeds and feeds.
1/4" mdf
1/8" amana spectra compression bit
depth per pass 0.045
stepover 0.056
feedrate 60
plungerate 11.75
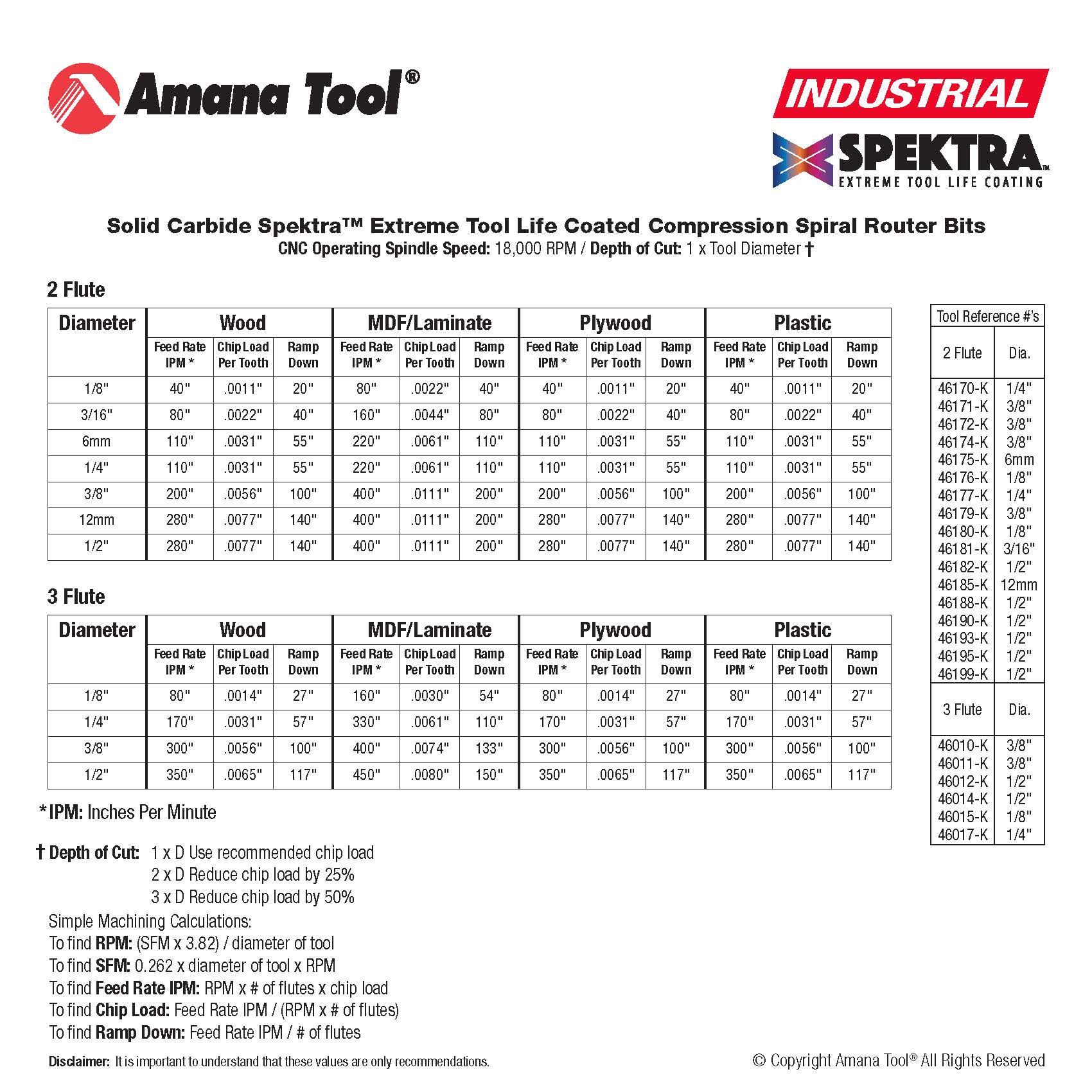
RPM 18000
First, and assuming your Amana endmill has 2 flutes, it seems to me like your feeds and speeds were about right, 60ipm for a 2 flute endmill at 18000RPM gives a chipload of 0.0017", which sounds typical especially in MDF.
Note that compression endmills are normally used to cut throughout the material in one pass, such that the upcut section at the tip of the endmill cuts the bottom surface of the stock, while the downcut section cuts the top surface. In your case, you were using it like a regular upcut endmill (0.045 DOC), it’s strange that the endmill would have suffered from such a shallow cut.
What was the stickout length ? Do you have any more details about when the bit broke ? was it at a specific place/depth in the job ?
Another possible culprit is tool runout, but it would need to be pretty severe to break a tool cutting MDF at 0.045, I doubt this is it.
Side note: if you are interested in taking a deep dive in the feeds and speeds topic, I have written a section about this that may be of interest to you.
EDIT: the latest version of Carbide Create includes a nice set of default feeds and speeds for a variety of material and endmills. It’s still a work in progress though, so you will not necessarily find the exact match for your usecase, but with a basic knowledge of feeds and speeds it is easy to extrapolate from a “close enough” combination.
hey julien, thanks so much for your feedback! Yes it is 2 flutes so i thought the calculations seemed right. Then again, I wasn’t sure because all of this speeds, feeds etc is so confusing for me since this isn’t my forte. I’m glad to know i calculated right. Yes i definitely don’t think it was due to runout because it’s a fairly new bit So this may sound dumb but what is stickout length? I don’t have many more details. When i get home i’ll snap a pic and post it here to see if that gives any insight. I’ll definitely check out your post. I’ll also look and see if i have the updated verson. Thanks again!
Stickout is just the length of the endmill that is still “visible” outside the collet, depending on how you installed it. The thing is, endmills deflect with cutting forces, and the longer the stickout the higher the deflection, so when possible try to minimize the stickout, that will make for a more rigid endmill. I’m mentioning this because a common cause for snapping endmills is when the deflection exceeds a certain value, usually because the feeds and speeds are not adapted to the endmill size and the material (but apparently not here, it’s quite unlikely to snap a 1/8" endmill in MDF at those feeds and speeds )
Maybe post your design file (from Carbide Create ?) and your g-code file here for a quick double check that the feeds and speeds really were what you think they were ?
On that pic, can you just confirm that the little black dot where the cut stopped is just a stain on the paper, not something inside the MDF ?
As a rule of thumb stick out is not determined by how much you want the bit to stick out but is what is left over when you have the bit properly inserted into the collet. If you remove the collet you see that the in the picture, which is a 1/8" Dewalt 611, there is 0.892" of collet length. A bit should be inserted as a minimum 0.892" into the collet to maximize the holding power of the collet. You can push the bit further up in to the collet but never bottom out the bit in the router. The bottom of the shaft may not be perfectly smooth and could introduce vibration into the bit during rotation. So in the case of the Amana Tool 46180-K CNC SC Spektra Extreme Tool Life Coated Compression Spiral 1/8 D x 13/16 CH x 1/8 SHK x 2-1/2 Inch Long Router Bit the maximum stickout should be 1.608" stickout. This is determined by the length of the bit, 2.5", minus the collet length, 0.892" equals 1.608" stickout. The maximum cutting length of the bit is 13/16" so that leaves 0.795" of shank exposed. So with the maximum stick out of 1.608" you have a lot of bit exposed and that could lead to a lot of run out. Run out puts a lot of stress on a 1/8" bit. You should try to minimize stick out to minimize run out. In your picture it appears that the bit broke at the transition from the flutes to the solid shaft. This transition point is the weakest part of the bit. This indicates one of two things, one is the bit was defective, or two that the bit was under stress and broke at its weakest point. I would guess the second case but who knows at this point.
Unless the OP had way too much stick-out (uncoated endmill shank exposed), IMO it seems likely that the endmill was ether worn-out/damaged from overuse/abuse or it was defective. Amana should replace it if it was defective. It certainly wasn’t being pushed too hard based on Amana’s speeds and feeds recommendations. 2020-01-19 Correction: Excessive endmill stick-out would have caused the endmill to break at the collet if the endmill wasn’t defective.
 So this may sound dumb but what is stickout length? I don’t have many more details. When i get home i’ll snap a pic and post it here to see if that gives any insight. I’ll definitely check out your post. I’ll also look and see if i have the updated verson. Thanks again!
So this may sound dumb but what is stickout length? I don’t have many more details. When i get home i’ll snap a pic and post it here to see if that gives any insight. I’ll definitely check out your post. I’ll also look and see if i have the updated verson. Thanks again!