On Saturday I cut out a prototype sign from MDF. There was a pretty good amount of cutting as there were some through pockets.
Today I tried to cut a stacked text sign from maple. I started with a downcut 1/4” bit as I had masking on the top. I was using a .125” DOC but the router didn’t sound happy. About a minute or two in to the job I paused it to check and was certain at that point the bit had slipped so I stopped. It had definitely pulled down. I have a pretty religious habit of tightening the collet so I was surprised but assumed it was the down cut pulling into the hard maple.
So, at this point the piece was pretty much ruined anyway I decided to put the 201 in and restart the job. Similar situation and the router really started to struggle. I stopped again and could see that the bit had pulled loose.
I created a new job with just some rectangular pockets so I could do some testing and just used the same messed up piece.
This time I removed the nut and collet and blew everything out and then cleaned with a q tip and alcohol in the collet, but and shaft. I have to admit that I don’t clean inside the shaft as often as I should.
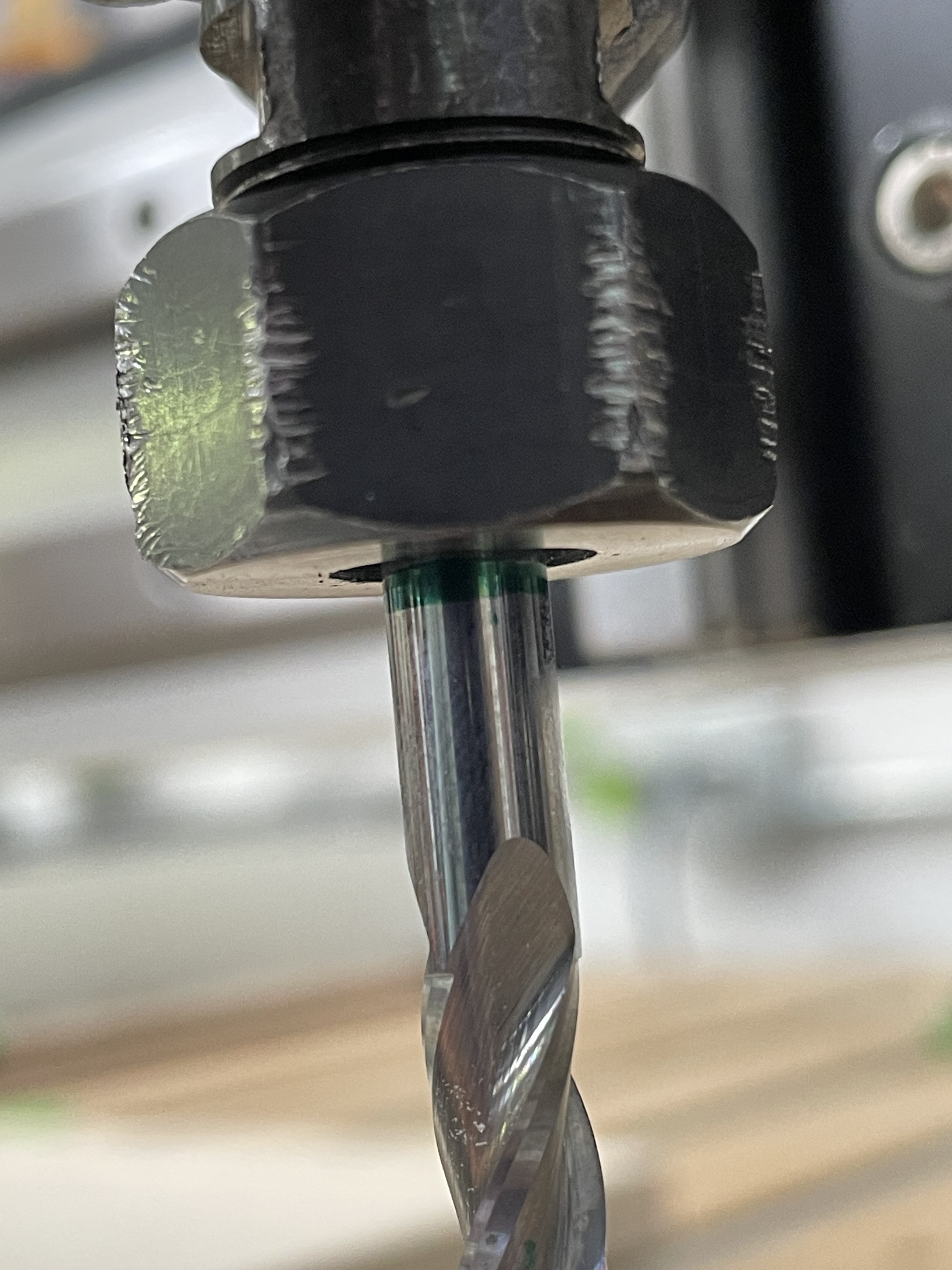
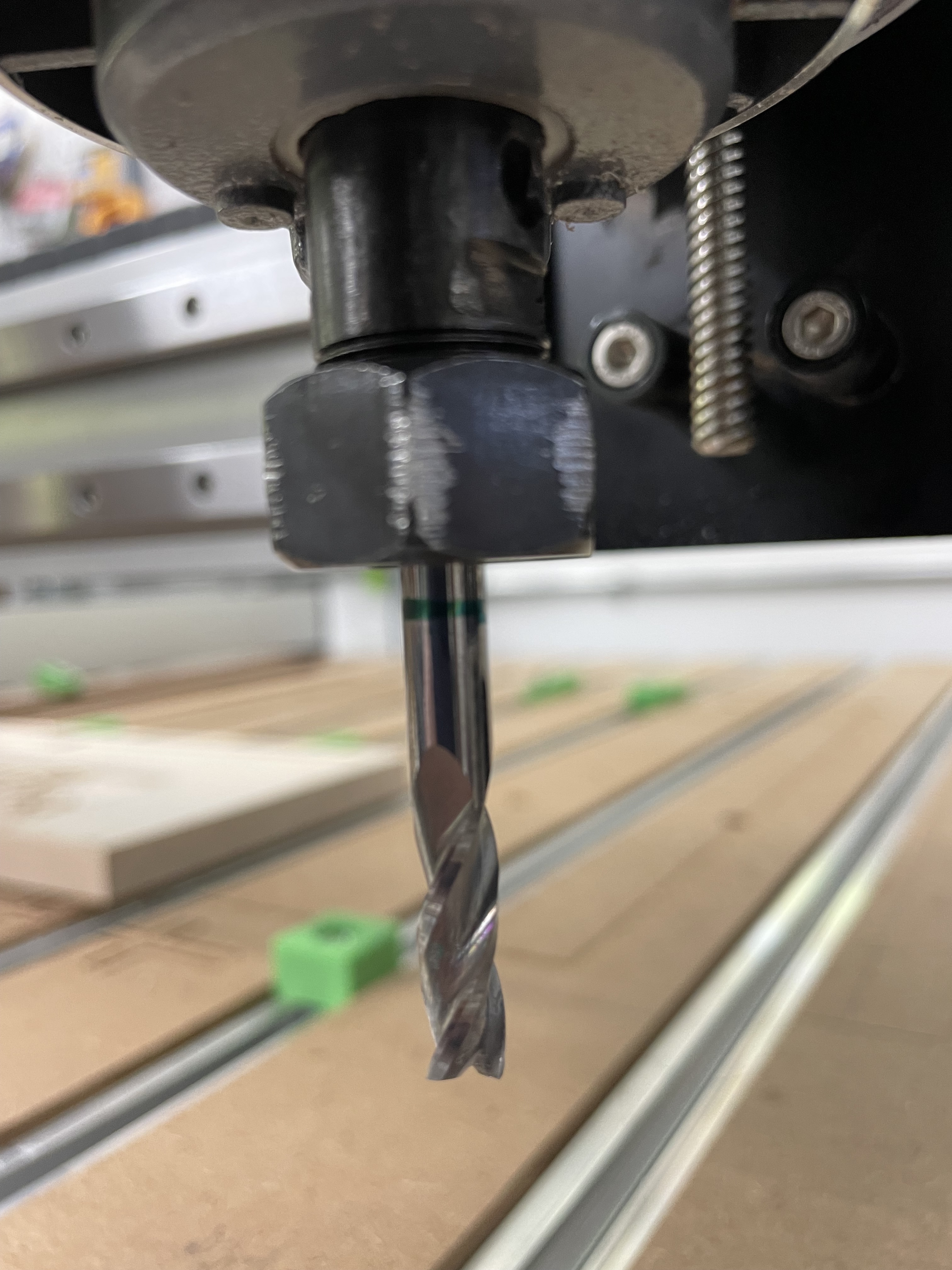
I put the 201 in and marked the bit at the collet with a sharpie and cut pocket 1. It looked like it still pulled down about 1/16” but I was not sure I marked it right at the nut so I marked on the other side of the bit and went again for pocket 2. Same thing. It slipped slightly for sure. Not nearly as bad as before I cleaned the shaft.
This is a fairly new precision collet. Is it bad? Time to replace the nut? I have extras of both I can try but wanted to hear the sage wisdoms of the group.