Reading through the posts about the bitsetter I see couple of things that may be happening.
The bittsetter is a momentary switch correct? The point of contact inside the switch could vary according to plunge rate of the z access on it so it triggers a little higher or lower each time and the math gets rounded up or down. (In simple terms).
Material is not perfectly uniform in thickness. Take MDF for instance use a caliber and it measures the same in 3 or 4 spots but if you were to get it flat on a surface and use a dial indicator it is not as flat as we think.
If your working with wood, don’t work to the 100’s or 1000s your going to beat yourself in the head. It moves, its a living breathing thing. If you do any type of wood working, turning etc you know any humidity change can affect your piece.
Some issues are mechanical. Slop in your Z carriage will throw off your height. Belt tension off, screws loose, vacuum hose to taught or loose having an effect on your Z axis going up or down, x,y movement.
Sometimes when we think our piece is perfectly flat on the waste board it may be a slightly tier in another.
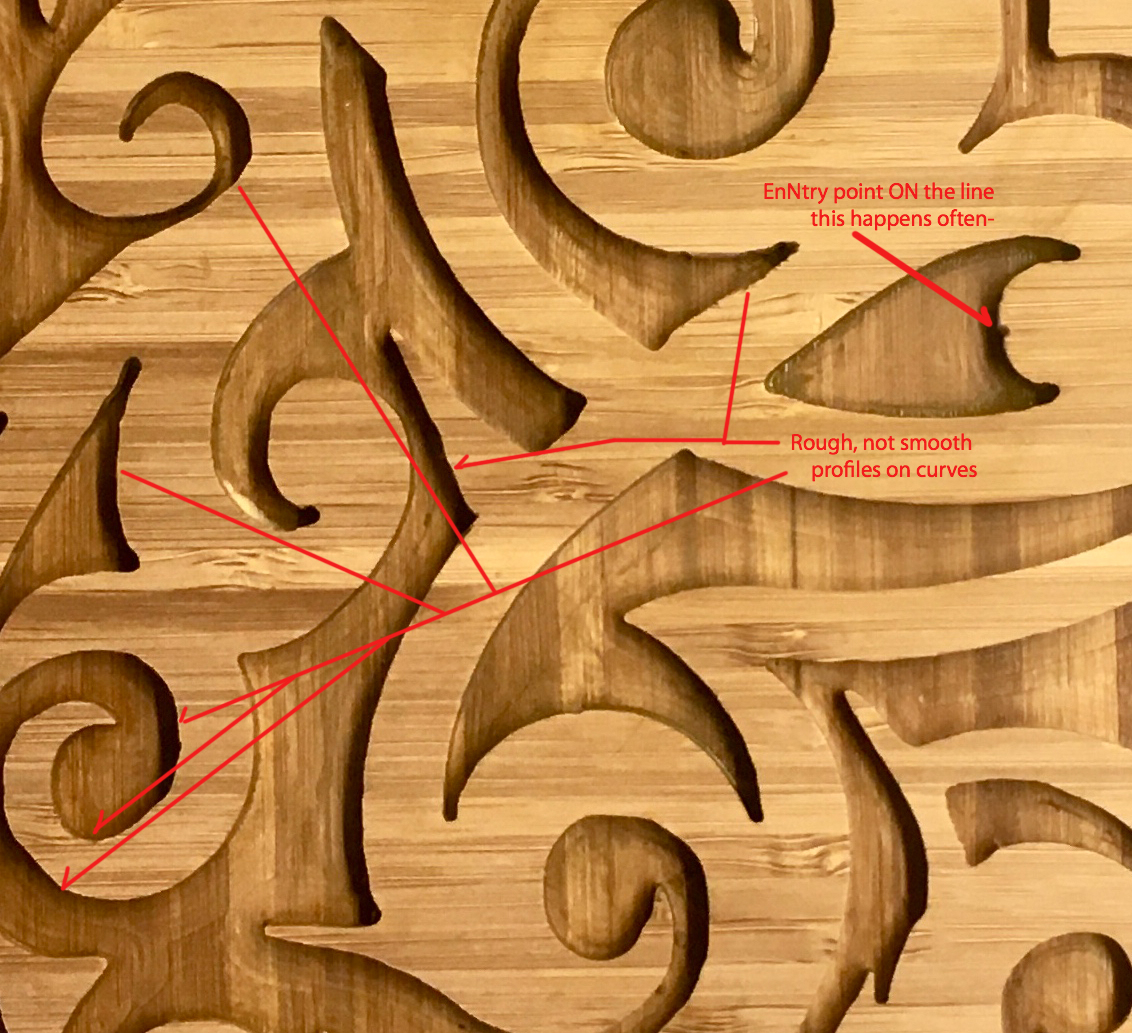
I belonged to Tech Shop here , they had a 4’ x 8’ Alpha Shopbot with gantry, great machine. . I’ve checked the belts, trammed, taken apart the carriage and leveled with a dial. The v- wheels are very loose IMO. I can’t tell if they tighten up once the motion is activated. Here are a couple details of the issues I have experience on relatively hard bamboo ply.
@aaronz
Have you adjusted the eccentric nuts to tighten the v-wheels? Are the eccentrics in the correct position, not flipped? Because they won’t tighten under power they guide everything.
If you tightened everything up and they loosen, put a drop of lock tight on the bolt. Not the permanent but the light or medium so you can move the bolts when needed for maintenance.
How long is the bit your using on that project? Could be deflection.
The v-wheels being loose would definitely cause that. Tighten them by turning the eccentric nuts slightly. The wheels should just grab but be tight enough that you can’t spin the wheel easily - and still be loose enough that they glide smoothly. Once they are set, hold the nut with a wrench and tighten the screw with an allen wrench to lock them in position
I’ll try that thanks, I looked and did not see how to tighten but will try again.
The XXL is less than a year old. The tool is not deflecting , that much I’m sure.
I did not see that.
Just took it apart and set them, it took all the play out of the carriage. I am pretty sure this is going to solve most, if not all my problems. Much more firm travel.
I will advise once I can run some test cuts. Very relieved.
THANK YOU- Julian , Stan & Michael
4x8’ machine sounds like fun! The pictures make it pretty obvious that something was going on if that wasn’t your intended design; I was hoping that those nuts were loose for an easy fix. Looking forward to seeing the result of tightening them up.
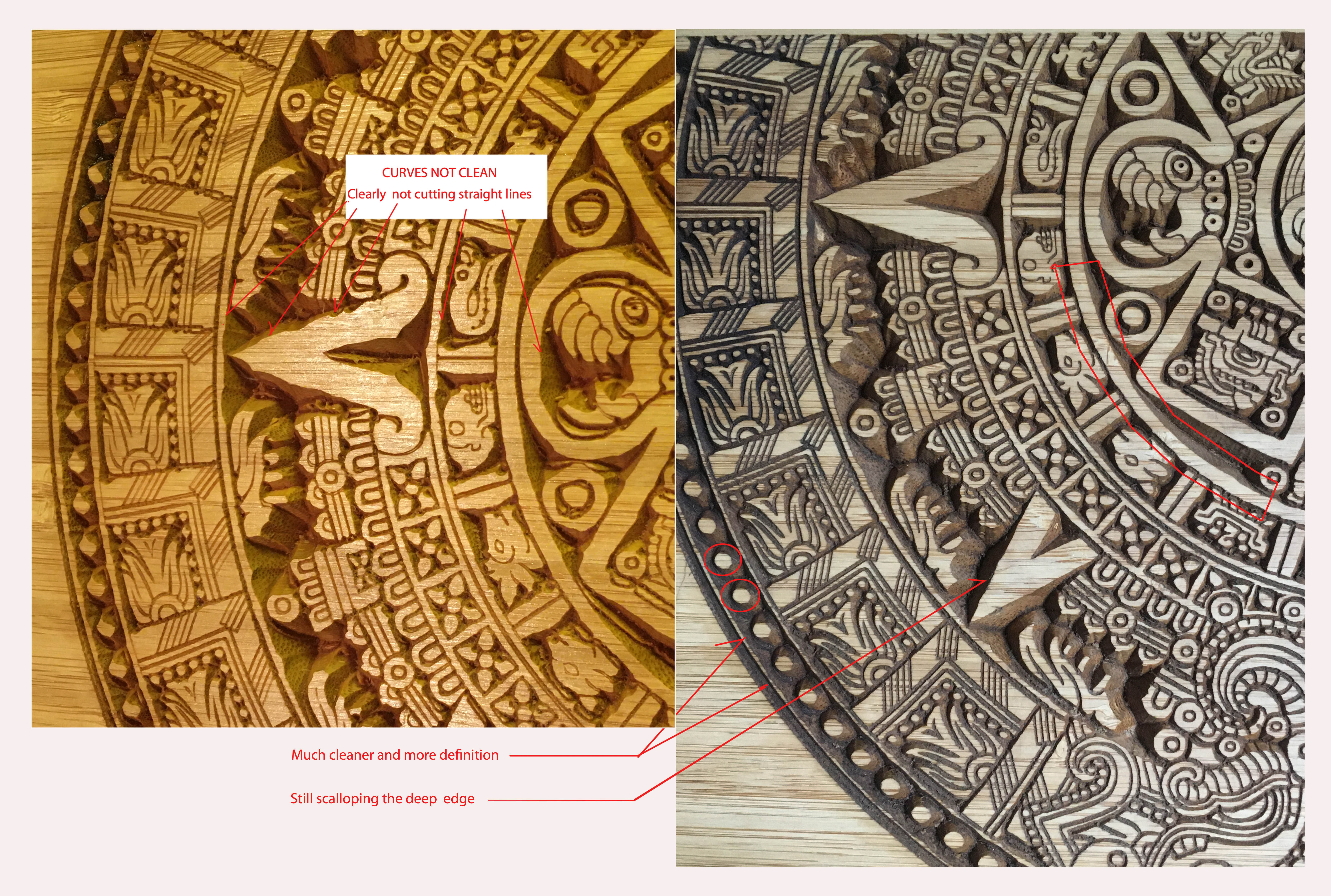
As expected the machining precision improved greatly. I would not say perfect but acceptable, and probably there’s room to improve when the feed is dialed back a bit ( Set at 40 ipm) See attached comparison of a very detailed engraving 60 deg V-bit. Thanks to all who contributed to this problem solving. I think I was too excited when originally setting up the machine,cause the X & Y concentrics were adjusted just fine.
looks like you’re within the “fix it with F&S” range
what depth of cut did you use for the vcarve?
(I found that doing more than 0.1" was not a good thing for my machine)
also for maximum quality, doing it with a thin finishing pass might be best… but that’s very depending on the exact cam software you use and increases cutting time
Way better! I’d be curious what you find to be optimal at the end of your testing of speeds and feeds and CAM techniques. Also curious, which spindle are you running and are you running with a precision collet? Ever measure runout?
Do not understand runout and do not know how to measure it. Standard collett on the Dewalt, I have the C3D router arriving today. I expect bit better results.
one thing to try (with the machine on but the spindle off!) is to see if you can wiggle the bit in the router by hand. Any wiggle is obviously not a good thing…
If you are using carbide create you can set a maximum depth per pass in the settings for the bit… CC likes to be a bit aggressive there… but you can check what it was set to. making it a smaller value will obviously lead to more passes and longer cut time, but the amount of wood taken out per pass is less, so forces in the system are less…