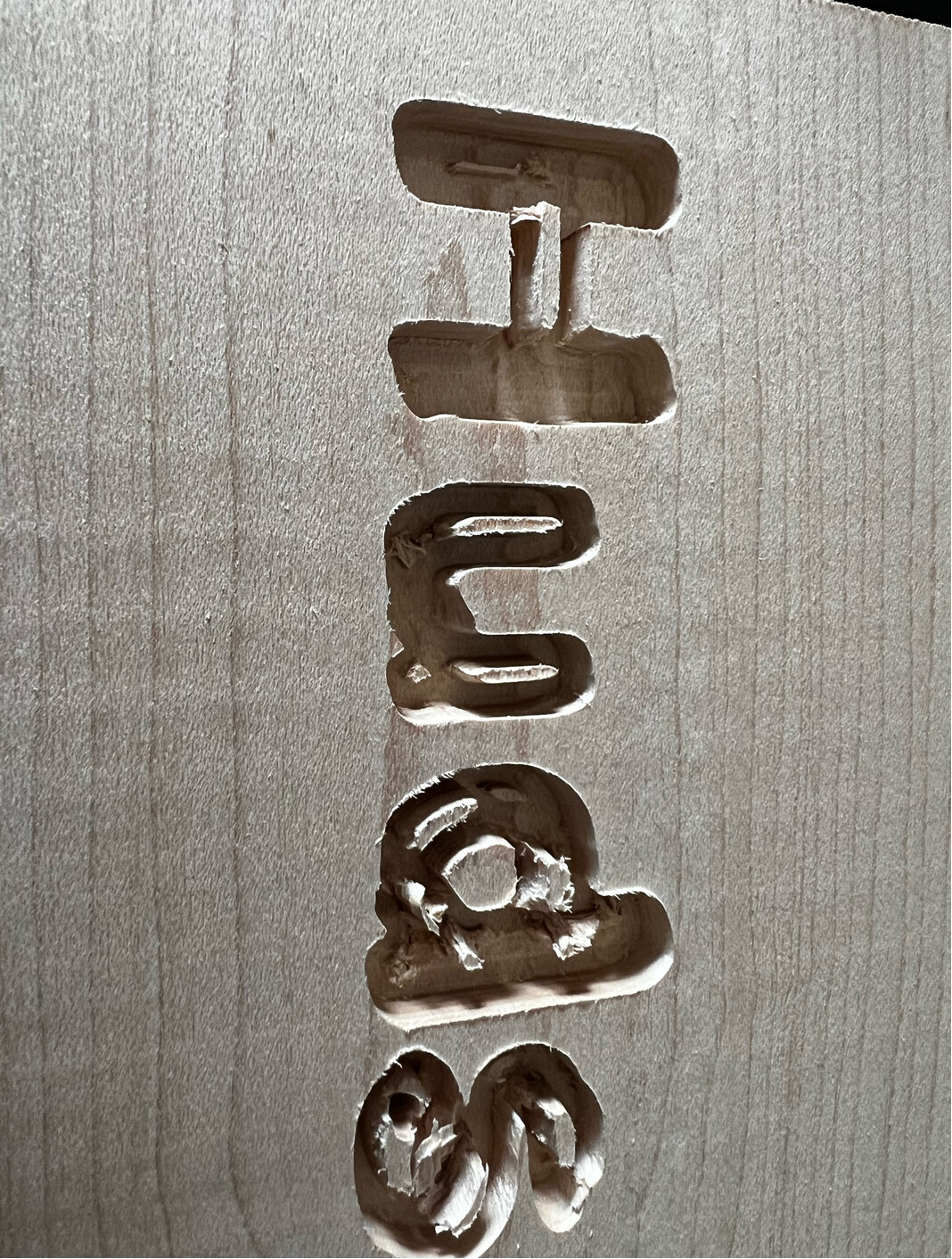
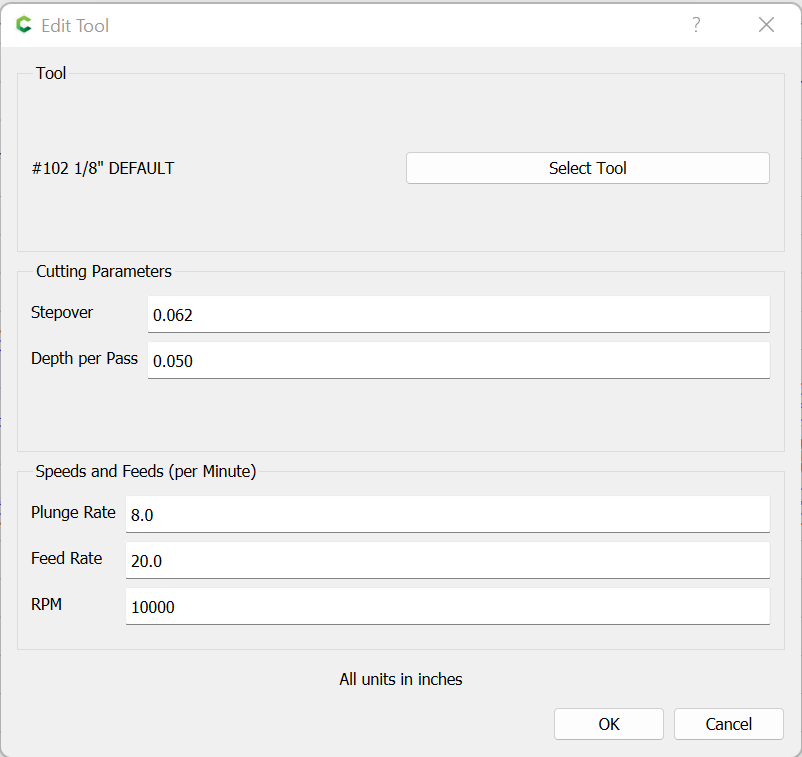
Shapeoko 4 XXL with Carbide router set to 10000 RPM as suggested by the software. Material is hard maple. Using the default hardwood feeds and speeds for the 102 mill. Mill broke on the hockey sticks but it looks like the letters were causing it issues too. Letters were done with a 1/4" deep pocket tool path. Hockey stick outlines were done with a 1/4" deep contour tool path. I’m sure it’s something I did just not sure what as I didn’t manually change much of anything on this one. Ideas?
If you used a depth per pass of 1/4" that’s too much in maple. I recommend limiting depth per pass to 50% of the endmill diameter, possibly less initially.
From the irregular shape of the letters it looks like you may need to do a mechanical check like tightening the vwheels
5 Likes
A few other people on reddit also mentioned the endmill diameter concern as well that’s great feedback. Depth per pass was 0.05"
Anything wrong there? As for the vwheels it seems quite stable to me but how would I check it?
Thank you for your help!
Could you post the file?
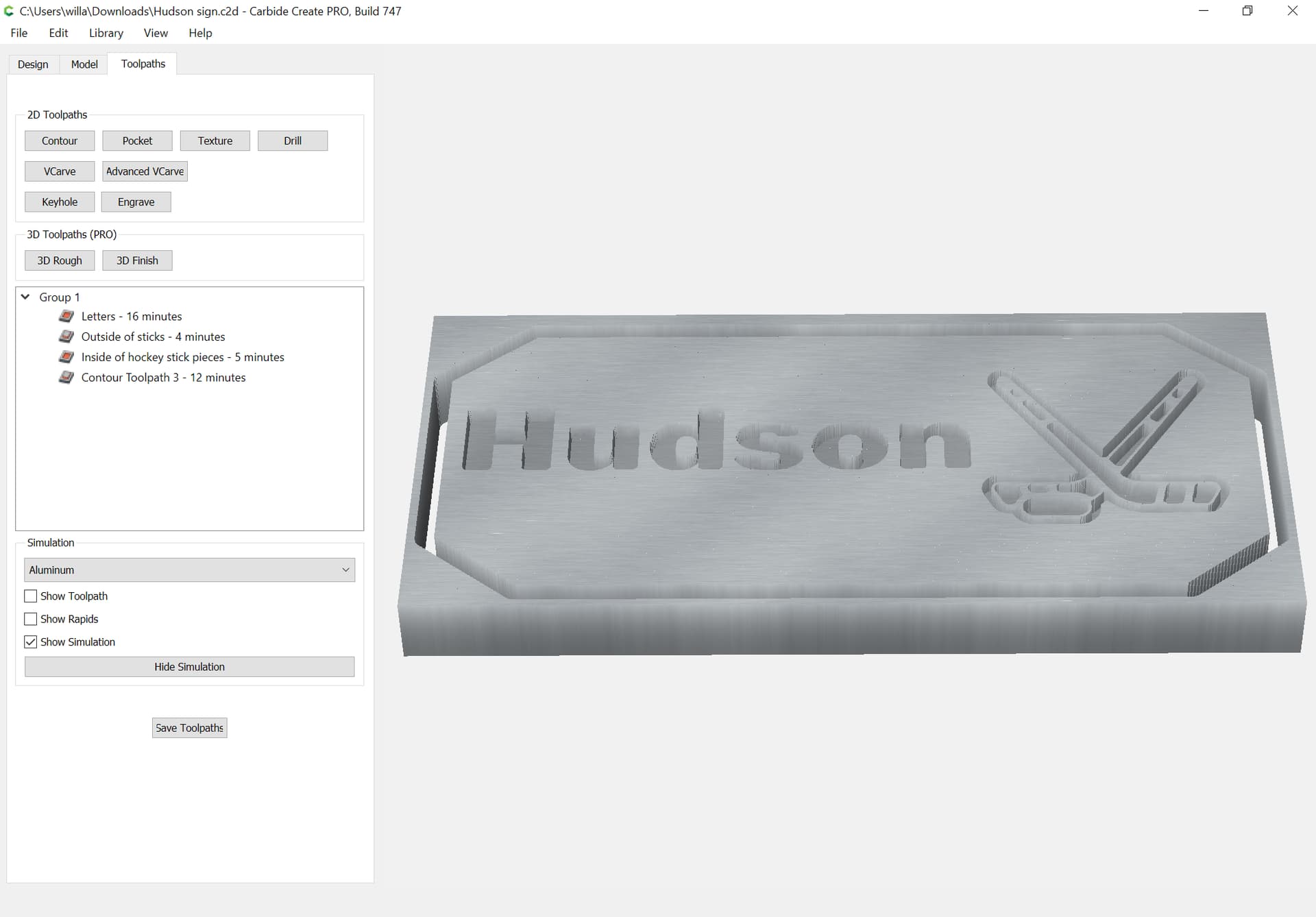
How did what was cut match the 3D preview?
1 Like
Hudson sign.c2d (124 KB)
I was doing a 1/4” pocket then filling with resin. I guess I could do a shallower one but I was worried about the resin not having enough to adhere too. Brand new to this though so tips are very welcome
Talking to someone on another group they suggested it might be part of a known bug so I will try and update my version and see if it helps. She also said the default step over is off a bit so if I change it to 0.05 it will get rid of those little islands and make a proper pocket.
Going .25" deep for epoxy fill is overkill. The epoxy will adhere to the bottom. The surface around the sides is not nearly the area of the bottom. I typically make my epoxy pockets .075" and have never had a problem with the epoxy popping loose. It is your money to spend on expensive epoxy but you do not need to be nearly as deep as .25". If you are really worried then reduce to .15" That is a considerably less depth to have to fill. If you are using table top epoxy you are getting close the max depth of many of those products. Epoxy when mixed gets hot. The larger the mass the more it heats up. So even when poured the chemical process is heating up and can cause a failure of the epoxy. This time of year you are safer but as the weather heats up the more likely your epoxy will heat up to the point of failure. You have to adhere to the temperatures the OEM epoxy maker has published to avoid failures.
4 Likes

Thanks Julian, Will, Guy and all the rest for the tips. After adjusting the file and tightening a few loose v-wheels I got a great result today. Really appreciate the feedback!!
12 Likes
Me like story with beautiful end ![]() Now show us the plate with the epoxy A.S.A.P.
Now show us the plate with the epoxy A.S.A.P. ![]()
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.