Another ~1 day project so we’ll keep it short and stick to the details:
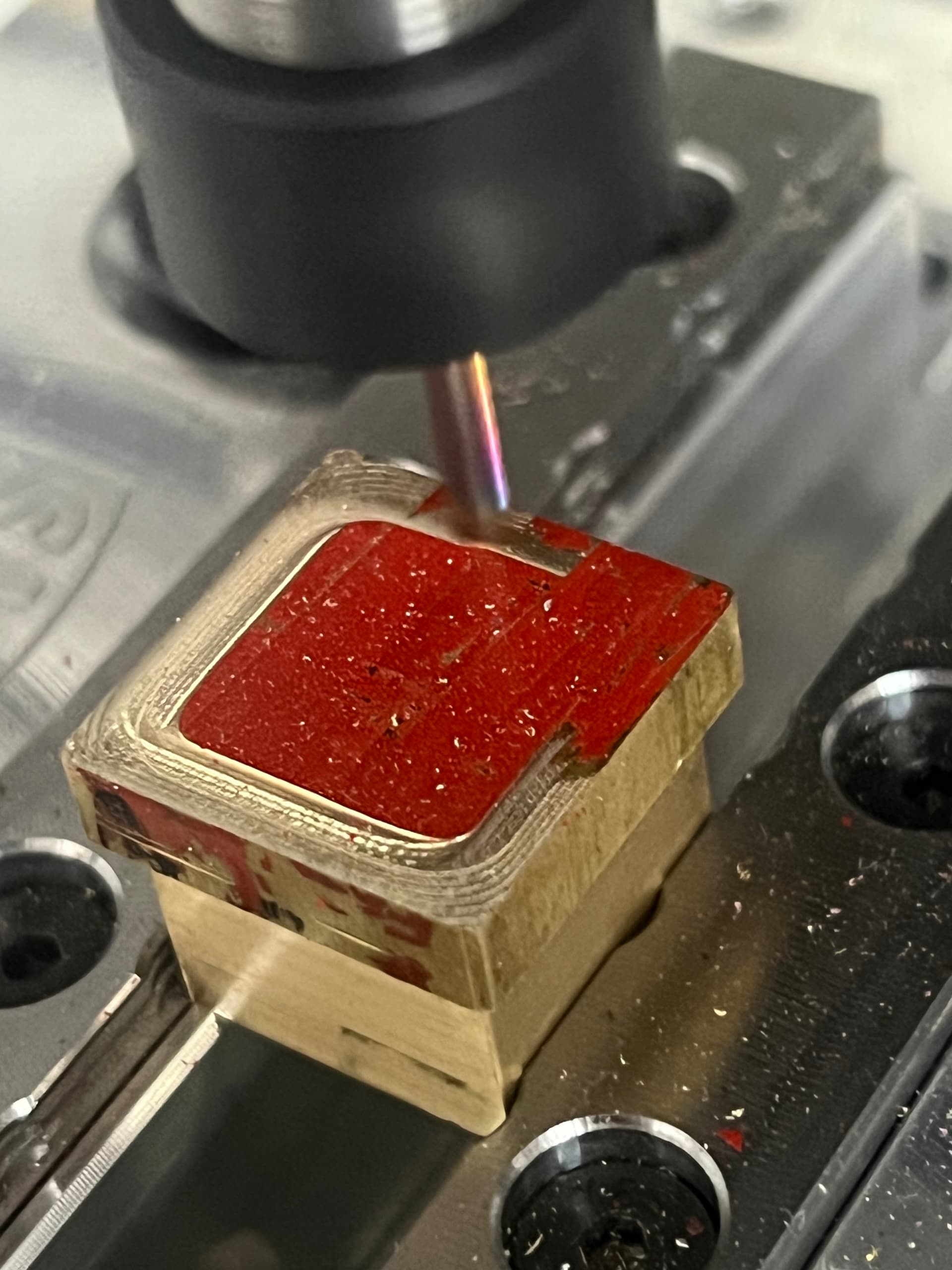
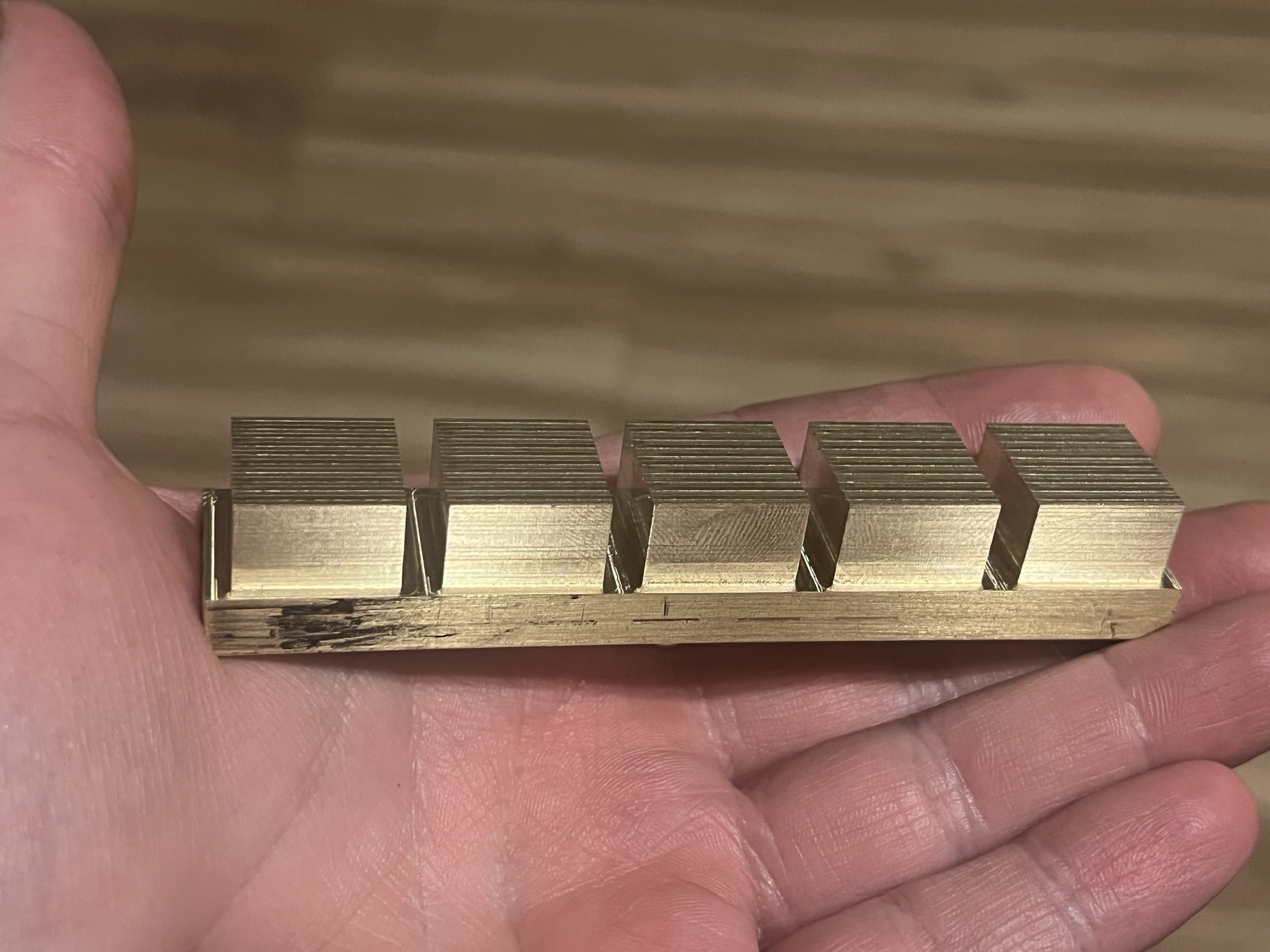
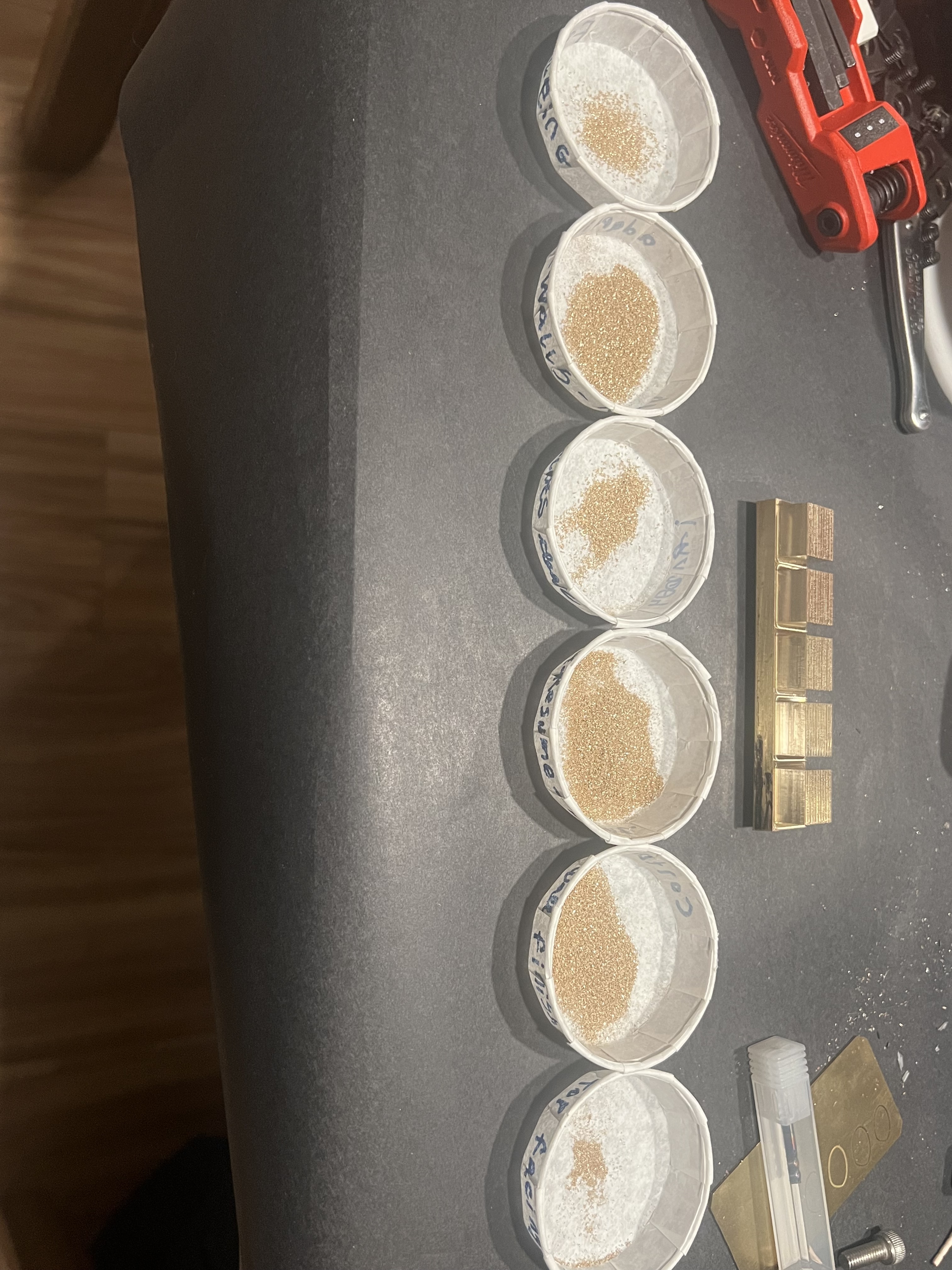
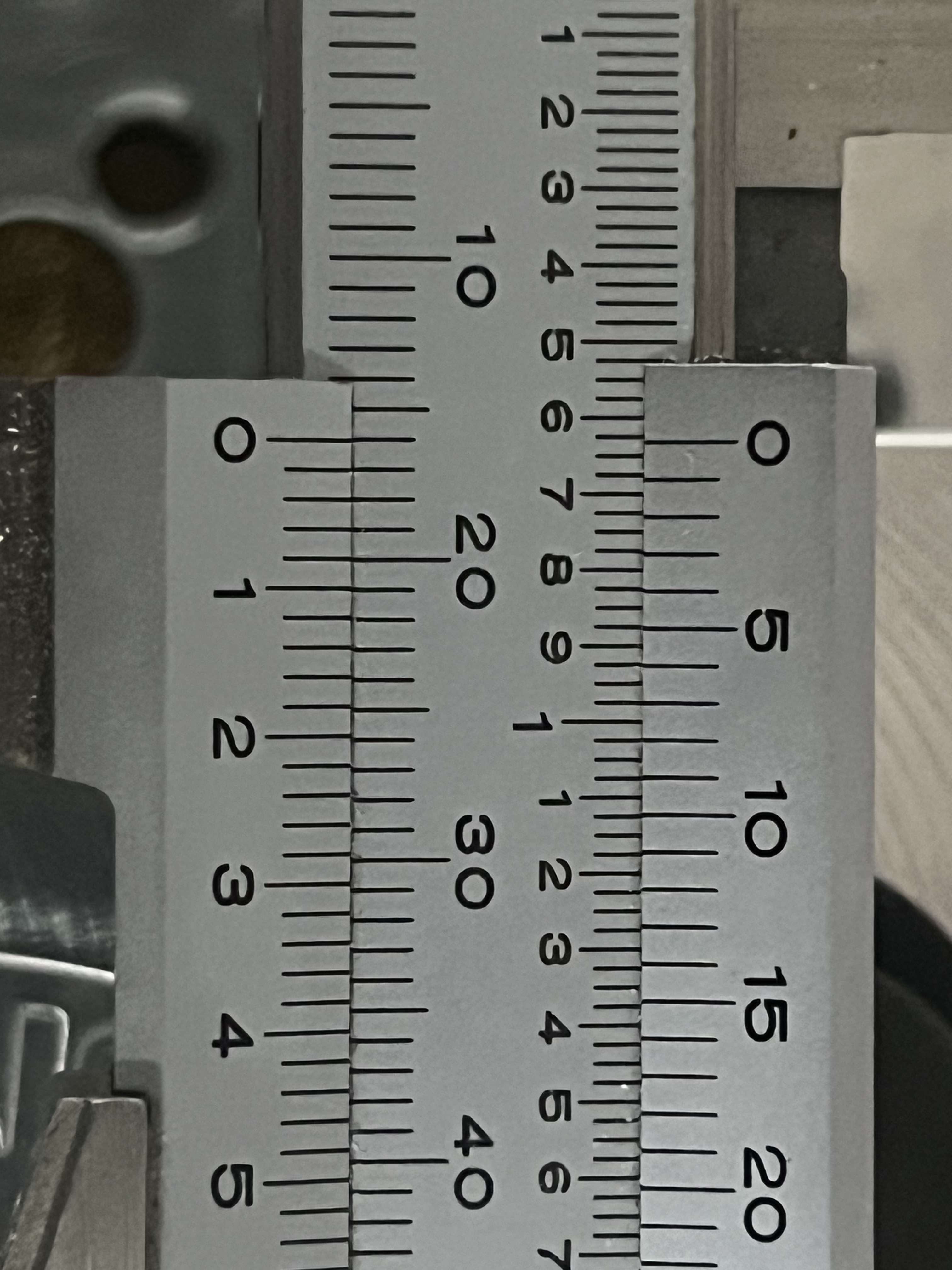
Goal: Make a set of 16mm cubes to serve as the base of a dice set.
Raw stock: 3/4"x3/4"x1’ 464 brass bar
Considerations:
Brass should be lead free as these will be high touch items. I could coat the items and use free machining brass to achieve reasonably low exposure but I want to work with 464 anyway so it works out.
Reference for starting point: Previous post from Maihyo DEYLAN CRAWFORD
Material sourced from McMaster-Carr:
| Material | 464 Brass |
|---|---|
| Shape | Sheet and Bar |
| Appearance | Plain |
| Thickness | 3/4" |
| Thickness Tolerance Range | -0.006" to 0.006" |
| Tolerance Rating | Standard |
| Width | 3/4" |
| Width Tolerance Range | -0.006" to 0.006" |
| Yield Strength | 22,000 psi |
| Fabrication | Cold Worked |
| Temper | H02 |
| Temper Rating | 1/2 Hard |
| Hardness | Rockwell B55 |
| Hardness Rating | Soft |
| Heat Treatable | No |
| Certificate | Material Certificate with Traceable Lot Number |
| Specifications Met | ASTM B21 |
| Straightness Tolerance | 1/2" per 10 ft. |
| Density | 0.304 lbs./cu. in. |
| Surface Resistivity | 39.9 cir. mil-ohm/ft. |
| Melting Point Temperature | 1630° F |
| Modulus of Elasticity | 15.0 ksi × 103 |
| Thermal Conductivity | 67 Btu/hr. × ft./°F @ 68° F |
| Elongation | 19% |
| Material Composition | |
| Copper | 60% |
| Tin | 0.8% |
| Zinc | 39.2-39.7% |
| Warning Message | Physical and mechanical properties are not guaranteed. They are intended only as a basis for comparison and not for design purposes. |
| Length Tolerance | Plus |
| Length | 1 ft. |
| Additional Specifications | SDS |
| RoHS | RoHS 3 (2015/863/EU) Compliant |
| REACH | REACH (EC 1907/2006) (06/14/2023, 235 SVHC) Compliant |
| DFARS | Specialty Metals COTS-Exempt |
| Country of Origin | Germany, India, Mexico, Netherlands, South Africa, or United States |
| USMCA Qualifying | No |
| Schedule B | 740721.0000 |
| ECCN | EAR99 |
A lead-free alternative to 485 brass, 464 brass offers good weldability, strength, and wear resistance. It’s widely used for marine hardware, pump and propeller shafts, and rivets.