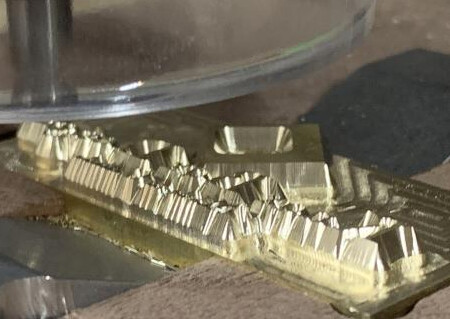
Hey folks, so I made a brass stamp this weekend. It was ok, just my name . The stock was a 1” length of 1 1/2” diameter round brass bar. The letters were maybe 6mm high and carved around 3 mm into the brass. I used a 3mm flat, followed by a 2mm, and 0.85mm, using face, adaptive, and contour. Then I ran a 90 dev v groove on a 2d chamfer, with the chamfer at around 0.5mm wide. It all worked and now I can use the stamp to stamp gold hot foil onto leather.
But, then I’m looking online and finding much more intricate stamps and I wonder how they are being machined.
I’m actually only making a stamp for myself (would be way easier just to buy one) but now I’m intrigued about what cnc bits are used, what Toolpaths etc.
I also wondered whether they were water cut or laser cut, but generally I can see cnc Toolpaths marks on them.
Hey Nik, so I’ve made a few brass stamps just like this before and you’re on the right path. You just end up using smaller and smaller bits to get more intricate.
For this brass stamp, I used the following endmills and toolpaths:
Facing: 1/4" 3-flute
Adaptive: 1/8" 1-flute
Adaptive: 1/16" 2-flute
Adaptive: 1/32" 2-flute
Contour: 1/32" 2-flute
2D Engrave: 60° v-bit
2D Chamfer: 60° v-bit (chamfering outside ridge)
Water jetting and laser cutting are not good at going to set depths so these are always CNC milled.
Thanks for this. I did another attempt and used a 15deg . Seems to work. Not perfect yet but -probably next attempt will work out. Thanks for ibfo, good to know I’m on right track. I’m also purely using fusion and this may be better in carbide but I’ve never actually used it.
I found 1mm high text was a little too small for my capabilities, maybe if I slow it down more. Might try again but generally I try to keep the letters 2mm tall and above
for that one I did advanced vcarve 1/8" (o-flute) pocket toolpath and then 60degree v-cut
tests where I used something finer like a 30 resulted in me breaking the tip off them.
Fusion is the way to go for these. The strategies that fusion allows for are necessary for this kind of micro machining in my experience. Otherwise the cutters just love to snap.
I do wonder how they manage to get the extremely fine detail that some vendors offer… only thing i could think of would be edm or laser but they seem too expensive considering the prices of the end products.
I have seen a Korean Leatherworker who uses a laser to custom make his stamps. I’ll see if i can dig up a link, it was pretty cool, but it might have just been a 24 hour story type video. The detail was insane