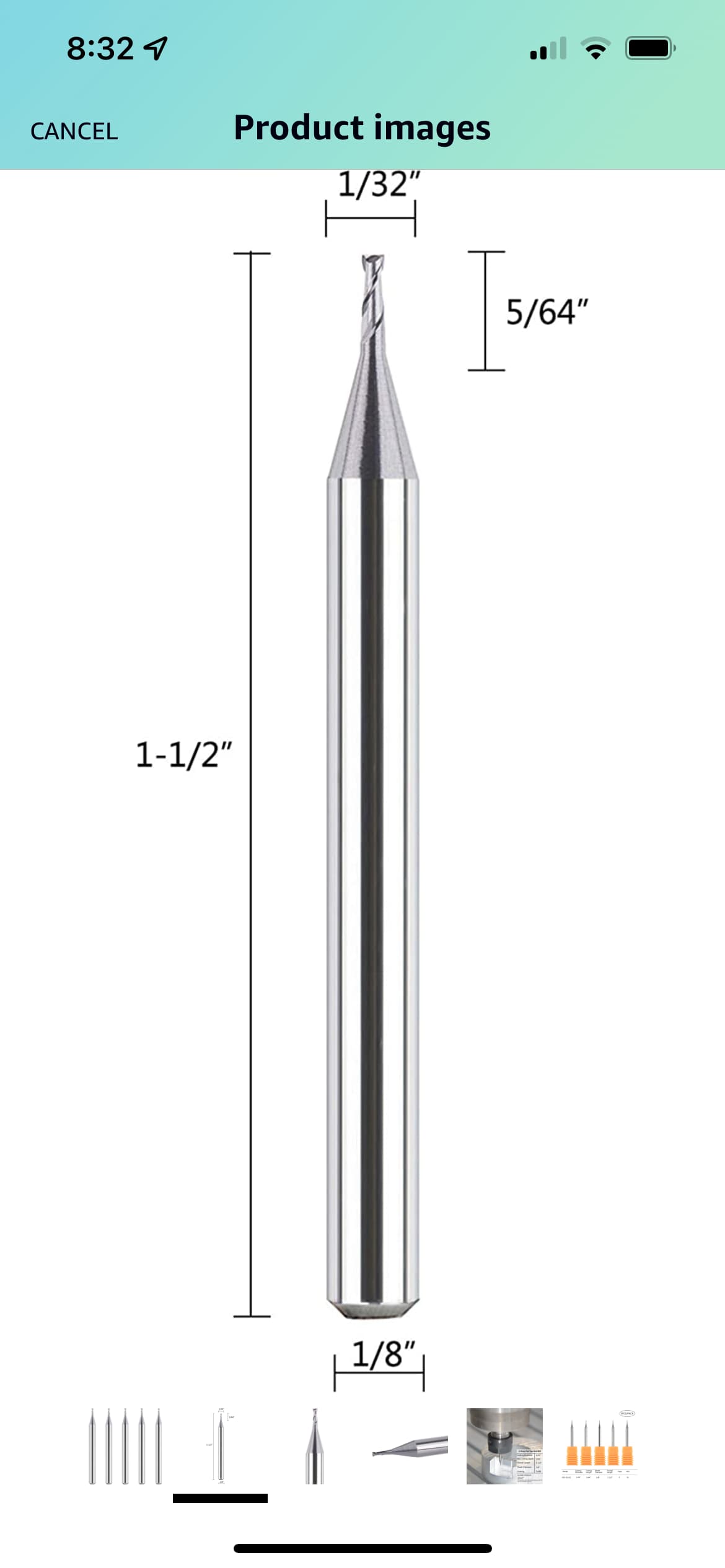
I’m new to carbide Is there anyway to “rewind” to where I think the bit broke and paused at1 hour into a 2.5 hour cut with a 1/32 bit or do I need to start over ![]()
Unfortunately there is no way to back up. The only two options are to start over and cut some air or if you have the gcode edit it to find a rapid movement before the current location and proceed from there. The gcode is just a text file and is editable in Notepad in Windows or a text editor in Mac. The second option is a little harder to do but can be done. Depending on how long the program is just start over and cut some air.
You need to address the reason your bit broke. Are you cutting too aggressively or was it just dumb luck. So by editing your speeds and feeds in the program you can just start over. For the air cutting part you can speed up by 100% until you get close to the point to pick up and reduce speed back to normal.
2 Likes
Tom
With this said you need to check several things.
Bit actual length of cut. Make sure that the depth of you cut is not deeper than the length of cut on the bit. if you cut deeper than the bet is designed for you will break a bit.
1 /32 is a really small bit if you have feed speeds too fast slow the feed speed down.
The actual depth you are cutting with every pass along with the type of material. Make shallow cuts and slow feed speeds in hard material.
Anthony
1 Like
Curious what type of wood are you cutting and what are your feet in speed and tool path.
1/32 is an easy bit to break how long is the cutting length on the bit.
You can use the “SNIP” tool in windows to take a screenshot.
We like pictures show us your project if you like
1 Like
Thanks everybody I think the bit broke because of a combination of cheap bits and to aggressive feed. I’m making a contour cut of a Christmas tree made with the words “merry Christmas “.the material I’m using is craft plywood looks like oak covered mdf I’ll try lowering the feed rate from 35in/min to 20 and depth from.015 to .008 ,plunge to 5 from 8. Mabee I’ll try editing the g-code to get closer to where it left off worst case I reload the original file ![]()
The 1/32 bet really gives you a lot of detail but boy does it take a Lot of tool path time especially if you’re trying to pocket out something.
The tool above has a 3 mm cutting shank and that will take a little more stress so you can cut a little faster than say one that has a 5 mm cutting shake. Downside you can only cut 3 mm deep.
I’m not sure of the resolution you’re trying to achieve. I pretty much stick with 1/16 bit if I can. That’s just me though.
A down cut but give you a cleaner surface cut but you should run it a little slower speed because it doesn’t clear sawdust as well.
If you have Carbide creat pro and want to use small bits there’s something called RES machining. It really helps save a lot of time. It allows you to pocket out the majority of your area with larger bit and then switch to a finer bit to get the detail. saves a lot of time.
Just some thoughts.
I’d like to see what you cut when you get finished
How do you find/implement “RES” in CCPro? Don’t see it anywhere on any settings.

It really saves a lot of toolpath time and does a good job.
I have made my first cut with a 1/4 end mill. Then jumped to 1/16 end for REST machining cut.
you pretty much need a bit setter to set you fit highly
You make your first pocket cut just like you normally would ~1/4 “ end mill.
Make or copy (It needs to be the same pocket cut)
Right click on that Tool path you just made and copy it. You can change the name a little bit so you know it’s the new path
Change your tool to the new smaller tool. Say ~1/16 or 1/8 end mill.
Defined the diameter of the tool in the previous path say 1/4” end mill.
Check rest machining button
Go see what it looks like in a simulation
I think I got that right.
I have fun making sawdust and keep your fingers on your hands
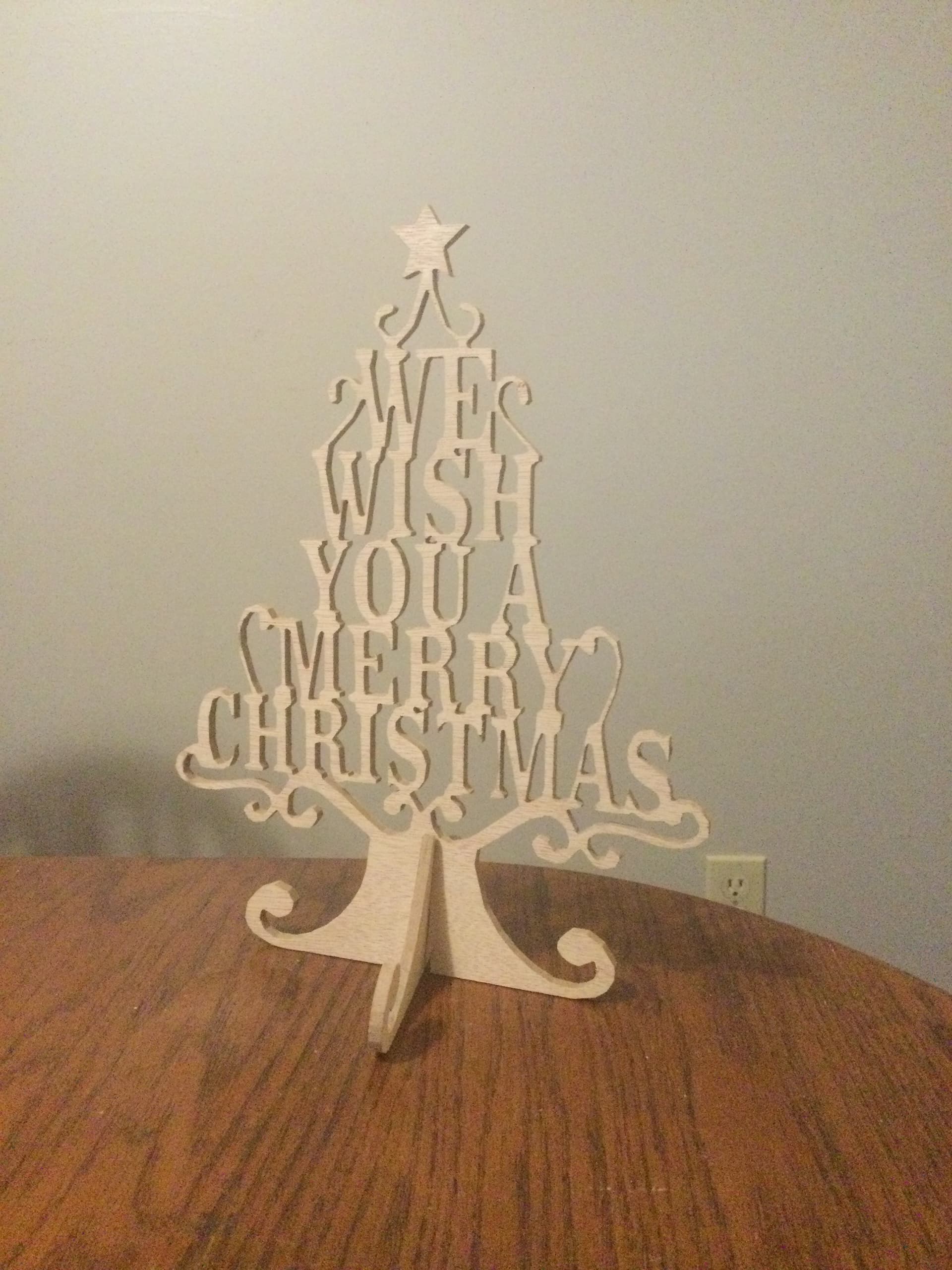
I went a different route with my project and increased the size from 8” to12” and cut it with a 1/16” bit instead, the wife loves it so success
8 Likes
That is really nice work. Well done. Bigger is better.
On a side note people were asking about REST Machining so I made a quick YouTube Video on the Topic.

Make some saw dust and be safe.
Tom, awesome project! You may be familiar with this, but when a similar thing happened to me, I found the free website NCViewer (https://ncviewer.com/) to be very helpful to find the proper point in the gcode to pick up from. I pasted the whole file into the web page, then zipped through the file to the point where the animation showed the tool at the failed cut. Eliminated guessing.
1 Like
Thanks that site looks like it can be handy
That’s awesome! I’ve have my ShapeOko only a few months. I’ve learned the capabilities of the router, and have modified the speeds and feeds to be more aggressive. I don’t have the patience to carve anything over an hour — so I design my projects with that in mind.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.