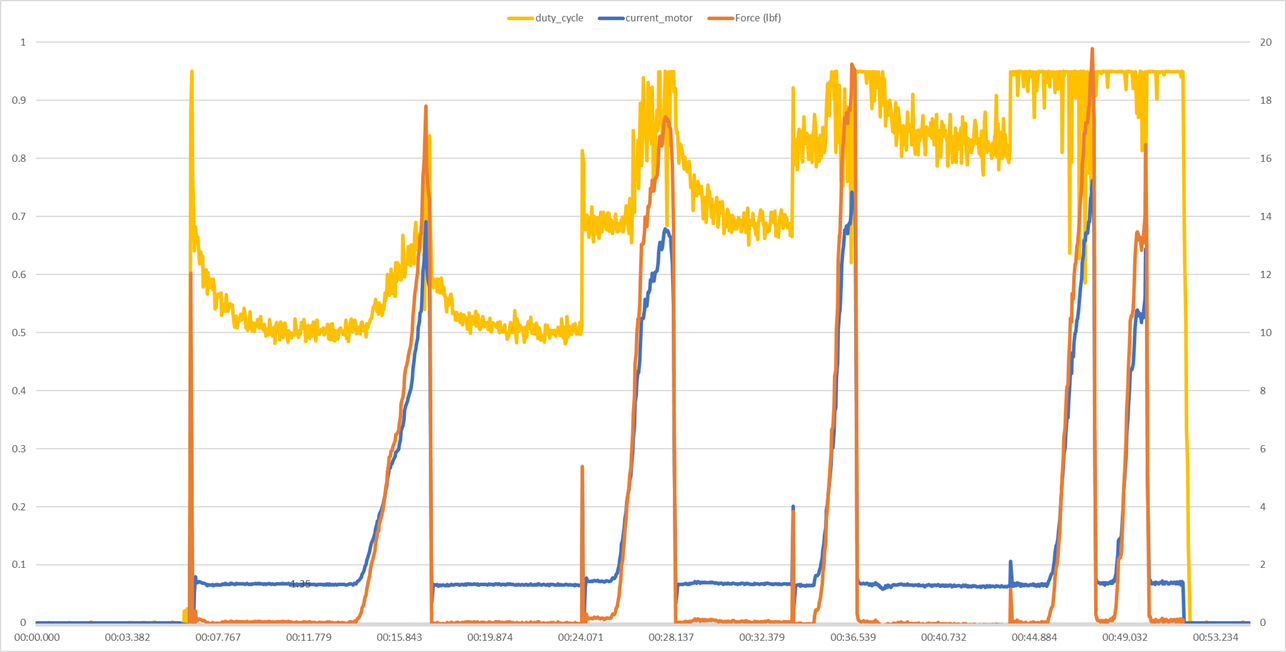
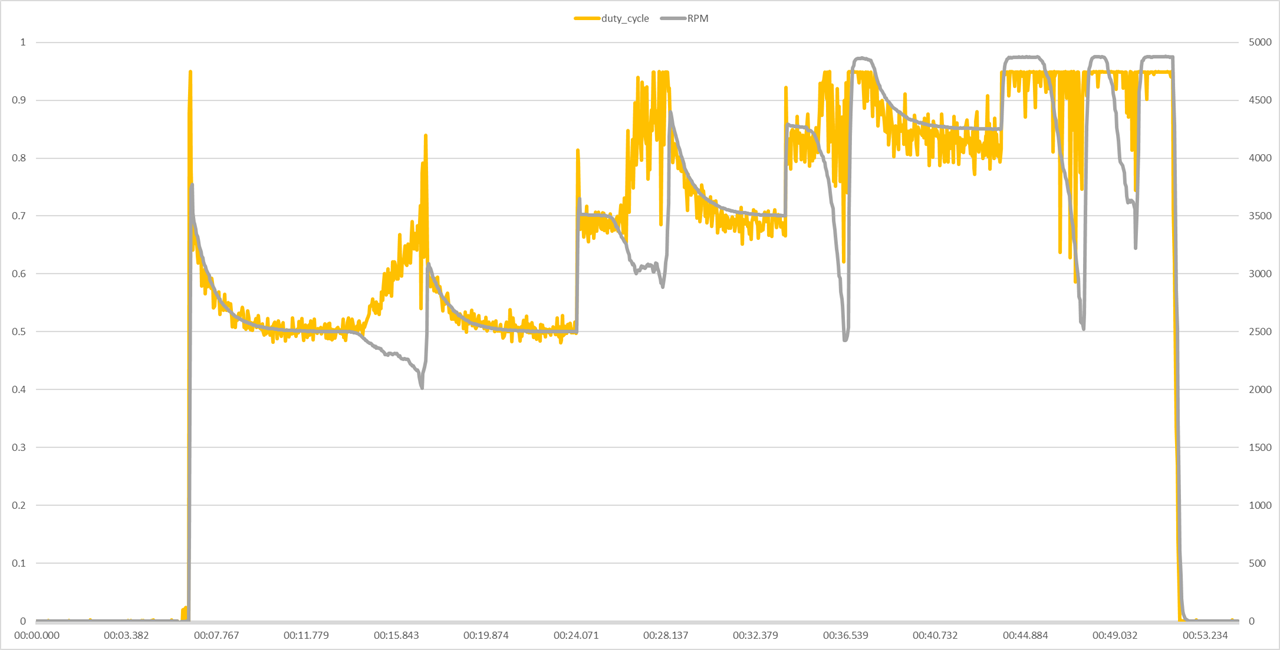
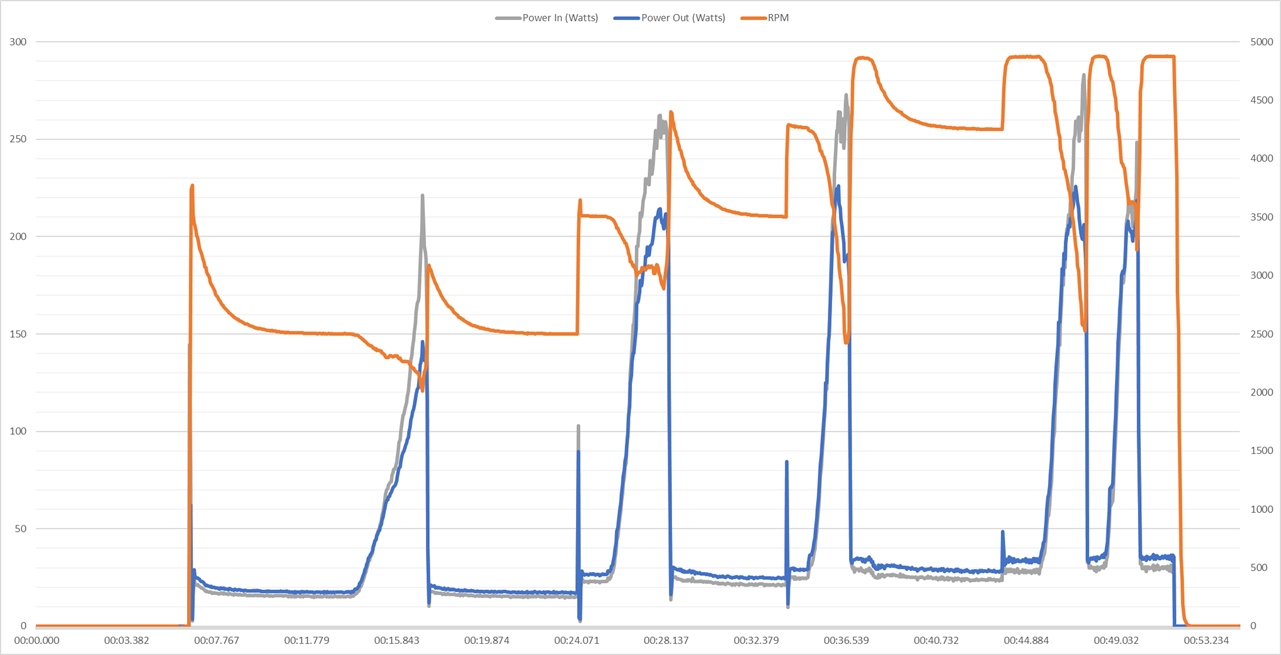
Looks like some overshoot in the speed controller. Charts assume that Kv = 190 and force would be for milling with a 1/4" endmill (double it for 1/8").