But, doesn’t it require a motor with sinusoidal back EMF (a PMSM motor), rather than one with trapezoidal back EMF (like your BLDC motor)? Maybe @Vince.Fab has tried FOC and would share his experiences?
I was running into a problem with Closed Loop control using the hall effect sesnors on the ODrive because of the trapezoidal waveform. Sensorless control however runs without issues.
@CthulhuLabs 8 magnets on the stock Nomad 883 spindle motor. Also i’m willing to hook it up to the vesc and if i understand correctly, that with the spindle ratio, the max spindle rpm would be 13,500ish.
And this just got a lot more interesting…
8 magnets means 4 pole pairs. So the motor can spin on the VESC at 15k RPM. What is the gear ratio between the spindle and the motor on the stock Nomad?
it was a 50/50 chance of getting that right ha. Its a 2.5 ratio (i think, lemme check)
Keep in mind that 15k RPM is the limit of what the VESC could push the motor to. That does not mean that the motor will go that fast. I doubt the kV rating of the motor is very high. Assuming a 2.5 to 1 gear ratio and the stock rating of 10k max RPM at the spindle, the motor would have a stock max speed of 4000 RPM and that is running at 24V. 4000 / 24 = 166kV
Sorry, rpm gets me excited.
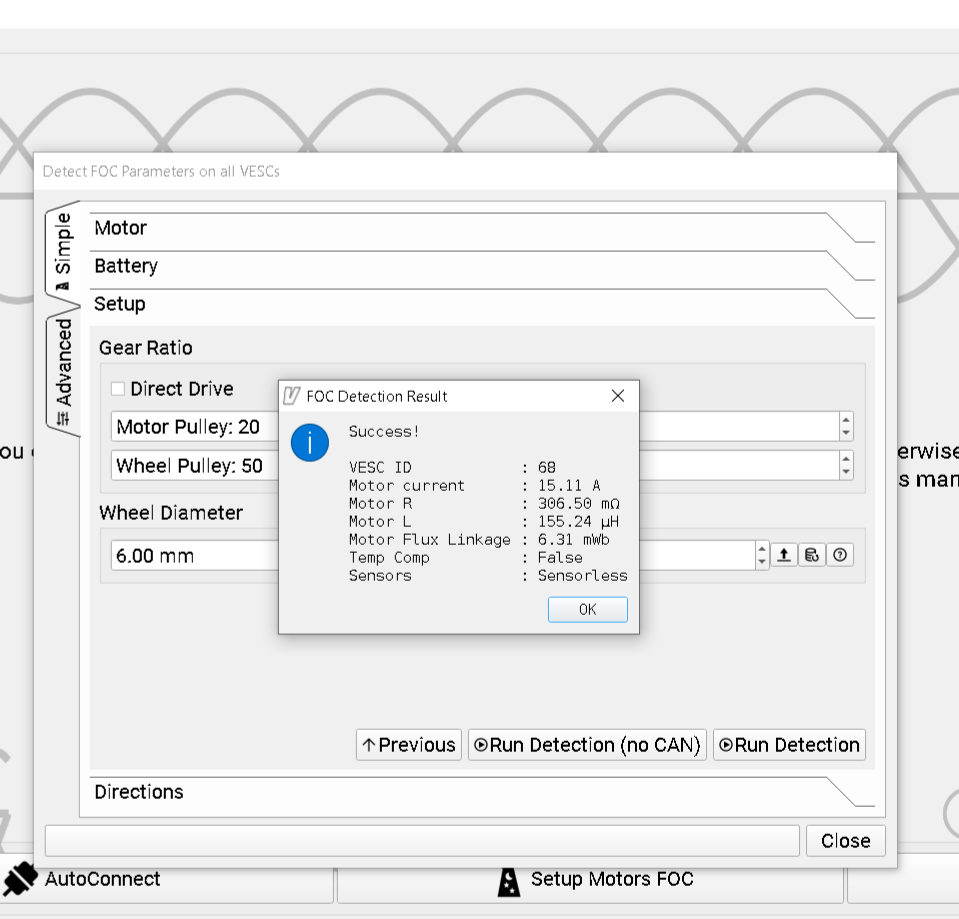
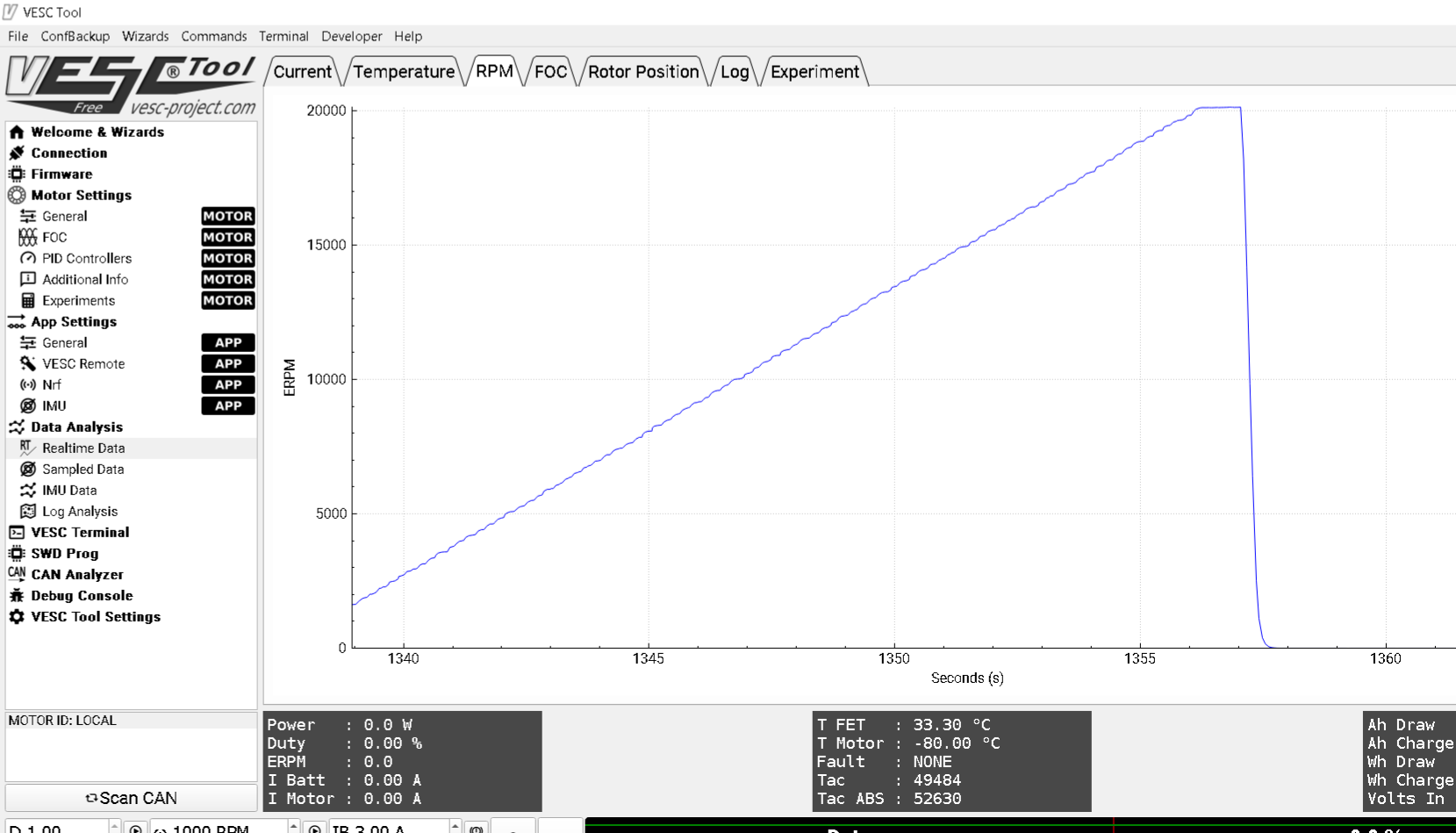
Connected the VESC to the stock Nomad spindle motor and ran a successful FOC detection. Then proceded to run it through to max rpm @ 27.2v, 5,039
So 5,039 x 2.5 = 12,597 rpm at the spindle
15.1 max amps X 27.2v = 410 watts?
1 Like
9 Likes
@Moded1952 wants to replace the ESC in his Nomad.
3 Likes
Most recently this escalated into the stock Nomad 883 spindle motor being controlled with the VESC. I was able to run it from 360 to 5,039 rpm.
Power
Broader rpm range
Edge finder capable
Bolt on
4 Likes
So what do folks think, should I go for VESC or ODrive?
I’m also entertaining the idea of replacing the motor but it seems troublesome to find one small enough to fit in the stock Nomad enclosure while giving any kind of meaningful benefit…
The O drive could be plug and play with the stock workflow and could possibly run a positional 4th axis as well because it was two outputs. Heck even a bldc air compressor, dreams.
Vesc is still manual control and you’d have to be plugged in via usb.
Heh, I could even drive a plain fan with the ODrive, just a tad overkill.
I should be able to use the ADC input of the VESC.
I was going to say something about the rpm not being linear but decided to test it. Some type of cooling will be needed, it does warm up.
Edit* I hooked up the vesc to a 10k pot and ran duty cycle control through the ADC. Worked pretty well and would eliminate any computer hookup. Also a pwm relay could switch it on/off
1 Like
If I was you, I 'd be inclined to wait until someone demonstrates that FOC works at reasonably high speeds at useful loading with whatever motor you’re considering.
1 Like
Is it possible for you to put any load on it @Vince.Fab or is that out for now since your machine is occupied being a monstrous beast of a Nomad?
I’m thinking maybe I should just buy both. Worst case I can use the one that I don’t use for the spindle on something else, like an overpowered fan or pick’n’place or compressor or something.
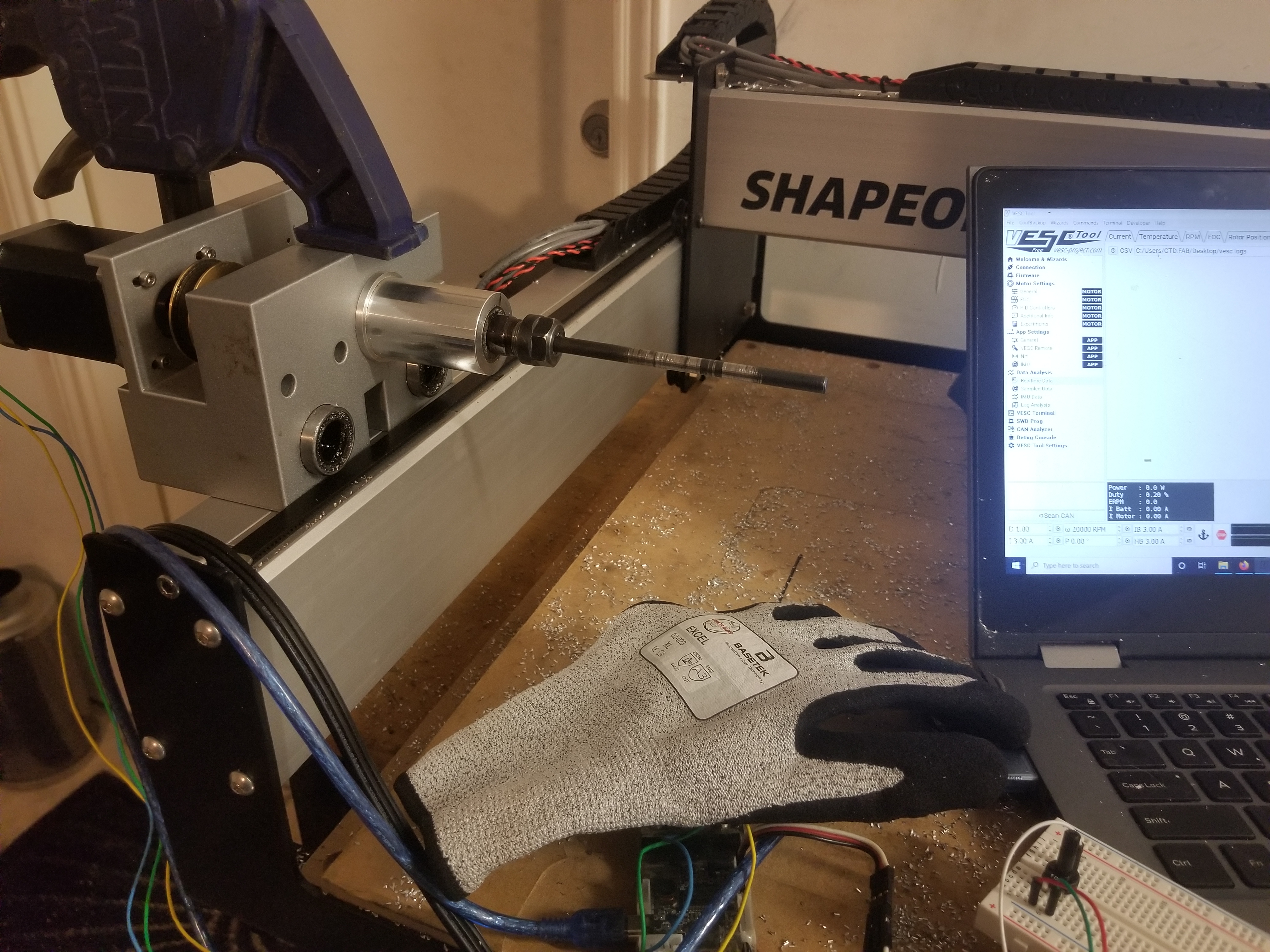
I reassembled the stock Z and did some “load” testing. Basically a smooth rod in the collet and applied friction with a glove while logging. Its not real cutting data but should help approximate what kind of power it has.
@gmack do your magic!
Also here is a article about uploading a custom app to create a speed control loop based on the pot position. Its a Eskate cruise control but could be used to help keep an accurate rpm.
http://vedder.se/2015/08/vesc-writing-custom-applications/
nomad vesc load test.zip (102.9 KB)
2 Likes
Woo, thanks @Vince.Fab!
1 Like
It appears to me that the pot is being used to provide a voltage that sets the target speed for the VESC. A PI controller in the VESC could set and maintain the speed with essentially no error, but it would be slow in responding to load changes. Adding a differentiator (for a PID controller) could achieve and track changes faster, but could cause instability. Tracking rapid changes in loads (as in milling) accurately requires a differentiator gain increase which will increase the likelihood of instability.
Care to repeat your test with FOC?
That was using FOC and manual duty cycle control. Run in three target duty cycle amounts and applied a load by hand (not very steady).