
2 Likes
It looks like an in-runner to me - why do you think it’s “hobby grade” motor? They appear to have done their homework - their design is quite impressive. Too bad they apparently didn’t provide real time operator feedback of cutting power, force, and endmill deflection. Maybe that’ll be a future accessory too.
The entire housing spins in the video and the wires come into the front of the motor. Outrunners are not sealed motors. Inrunners are sealed and the housing stays stationary and just the rotor spins inside.
The use of an outrunner is for more poles which leads to more torque and it’s not a bad thing because it’s spinning a proper spindle cartridge so the bearings on the motor are not taking a beating. The only problem I have with the design is the exposed windings of the outrunner can let conductive chips into the motor possibly shorting it out. A simple screen of some sort around the motor would prevent this.
This is NOT the motor they use just an example of how the windings are exposed on outrunner motors. Now imagine aluminum chips in there.
That’s just one reason (of many IMO) not to use out-runner motors in this type of application. Airflow (rather than conduction) is necessary to cool the stator windings.
@CthulhuLabs’s in-runner recommendation makes a lot more sense to me.
The ODrive is measuring the phase inductance of this motor as 8.36 uH. Which is on the low end of what ODrives can handle apparently. I have three 22uH 28A inductors that someone suggested I wire into the phases to see if it helps.
It will be interesting to see how far that pushes the drive voltage up for the same RPM.
Which video? Their spindle sure is noisy though (can barely hear the cutting sound).
I measured 27 micro Henrys at 1100 Hz with my meter, so that seems consistent. Does the ODrive give you winding resistances?
What’s the dc resistance of your inductors?
I doubt the new Bantam will have issues with chips inside the motor. This is the PCB mill with its teeny bldc outrunner, very nicely protected. Usually something spinning that fast creates its own airflow to a certain extent which should help keep chips away. I never used a chip fan during all my hours of aluminum machining.
It’s also been connected to the VESC.
That’s the old model. They have a new one that is for Aluminum milling.
They claim:
“Spindle Motor: Custom designed brushless DC motor dynamically balanced to G2.5 grade for minimal vibration.”
Is it really an out-runner (it’s hard to tell in the video, but it doesn’t look like it).
Yeah those new models aren’t shipping yet and I stay in touch with Zach over there. It does look like their new spindle is a little less protected.
Still not worried. I didn’t really cover the Modkita well and started having chip arcing inside from chips that got in through the top. Blew them out, no problem.
@gmack yeah the outer case is spinning. It is actually very well balanced and I was able to pump it up to 200watt output ![]()
![]()
![]()
So the new one uses an out-runner too?
They are these guys:
https://www.digikey.com/product-detail/en/bourns-inc/PQ2617BHA-220K/PQ2617BHA-220K-ND/
1 Like
I asked, currently waiting on a response.
Also what are your thoughts on this? Doonan has a tool load manager that will alarm out if not meeting the recorded or programmed spindle load. Makes me want to really establish some baselines .
2 Likes
Yep,
This is potentially valuable to Shapeoko / Nomad users. I think the thoughts on utility were that the VFD or Modkita controls would need to export the cutting torque back to the controller software, so probably CNCJS which knows which tools are running at that time. There’s lots of use of monitoring cutting torque to detect blunt or chipped tools on the big machining centers but knowing which tool and how hard it’s being run is a pre-requisite to doing this. A CNCJS plugin seems like the most achievable option.
The other thing that may well be useful, I think @Julien purchased something, is a wide band vibration sensor (well up into audio frequency at least 3kHz sampling) that we could use to detect when the spindle mount is vibrating unnaceptably because of some issue with the cutting.
4 Likes
I did, received it, played with it for 5 minutes before concluding that this module was not adequate for this usecase: it’s a simple shock sensor, which works with a little metal ball trapped in a cylinder. We need an actual vibration sensor (and this fell to the bottom of my priority list)
3 Likes
That’s good, ruling out options is a key step in finding the one(s) that work.
3 Likes
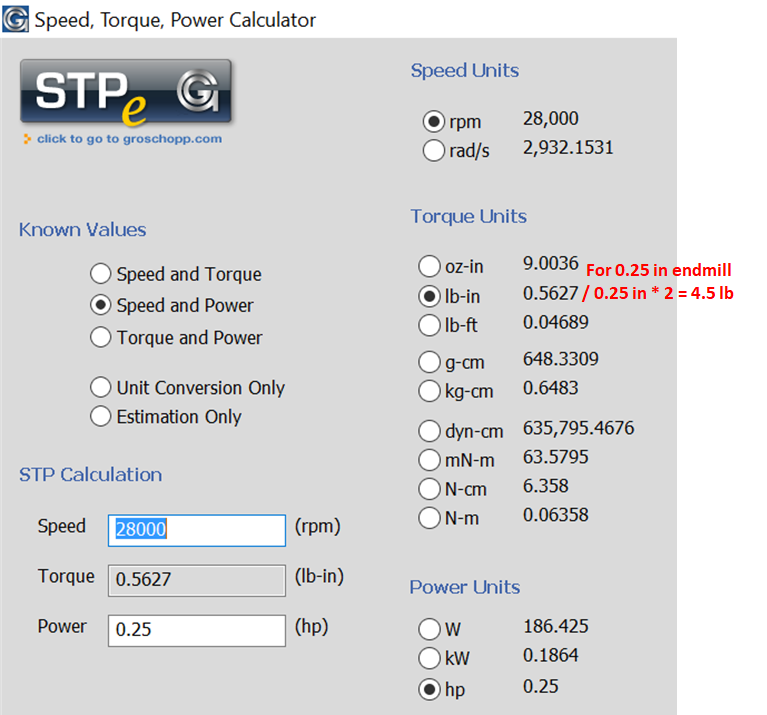
Simple “real time” spindle load (power), cutting force, and endmill deflection displays/meters seem like a “no-brainer” to me. I’m surprised that Bantam didn’t provide them in their new mill software. Maybe Carbide 3D will someday. ![]()
3 Likes