I’ doing an end grain cutting board and using a 1" spoiler board bit to flatten it. I’ doing 100ipm and 12000 rpm and .020 doc. It makes a lot of noise as doing end grain isn’t easy…
I watch the display on the VFD controller and it doesn’t show that the VFD is slowing. Should it? Can I push it faster or deeper until it slows the speed a little? When free hand routing I listen to the router and adjust my speed accordingly.
I know I should do all the calculations, but not much data for doing end grain ( white oak)
The 1" bit takes a big bite even on a spindle. The answer is in the chips. Look at the chips and see if you are producing chips or saw dust. You want chips. Even on my SO3 with HDZ I run the Whiteside 6210 at 18000 rpm and the fast IPM. So maybe you are just going too slow. Maybe look at the C3D McFly to see what they are running that bit at. It is a 4 cutter carbide but you should be able to get close with the recommended F&S of the McFly.
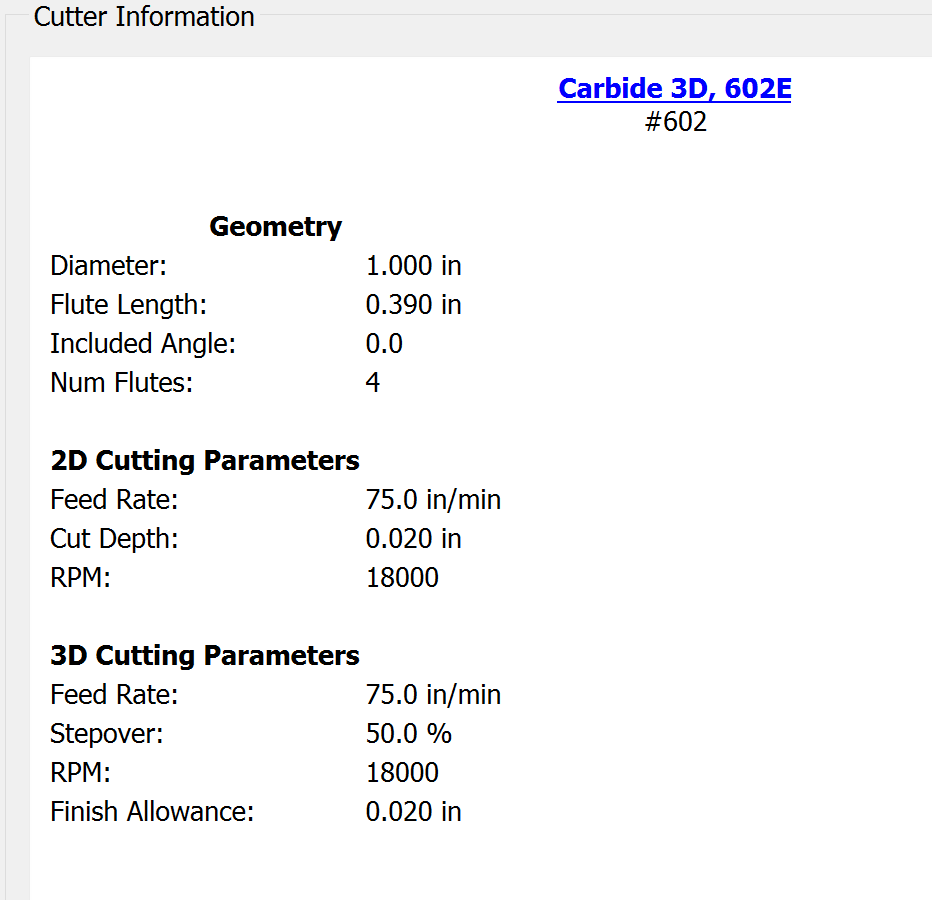
Here are the tool parameters for an HDM with the McFly
I was working on surfacing end grain this weekend too (walnut, maple and padauk). I use the McFly, but I removed the two horizontal cutters making it a two flute bit. I ran 14,000 rpm. I would set up the job so that the majority of the material would be removed at 200 IPM and .02" - .03" DOC. I would set up the tool path so that the last pass was .01" and would override the feed rate down to 140 IPM which left a much smoother finish. I wasn’t making saw dust, but small 1mm chips. I was worried about running the spindle RPM any slower…