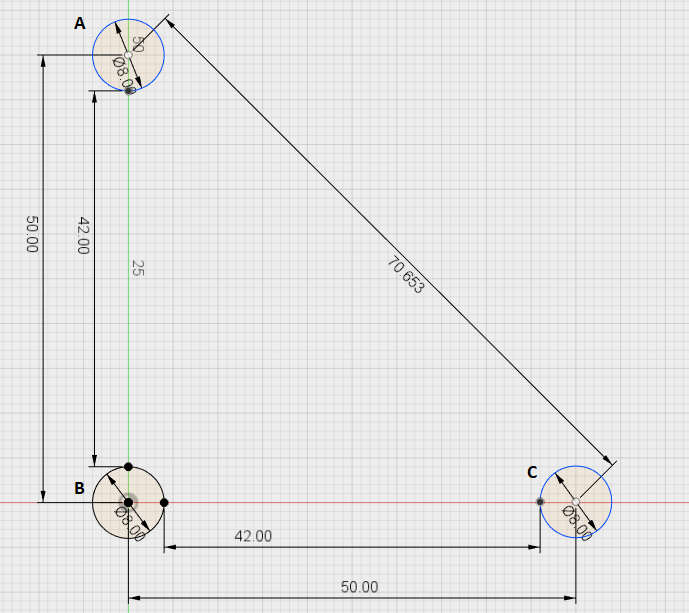
For holes A to B, the eye to eye distance was 50mm, but I measured the 2 closest edges between A and B (42mm) I was getting 42.30mm when it was suppose to be 42mm length. The holes were 8mm diameter, 4mm deep.
so 42/ 42.3 = 0.9929078014184397 x 40 = 39.71631205673759/mm
$101=39.71631205673759
Did this for Y ($101) as well. B and C (X- $100)
After doing this, I noticed the The A-B distance was 42.01 , but the B-C distance was still off but that wasn’t the most peculiar thing…the weird thing was as I was pocketing the holes (4mm depth) it ended up going super slow, almost like it was stuttering, like someone was pressing play and pause rapidly. I was cutting stuff earlier and it was fine didn’t’ do this, after i entered a new $100/101 value…it started doing this.
What did I mess up?
is the distance for AB = Y, and BC = X or am I wrong?
Does it matter if I use mm measurements?
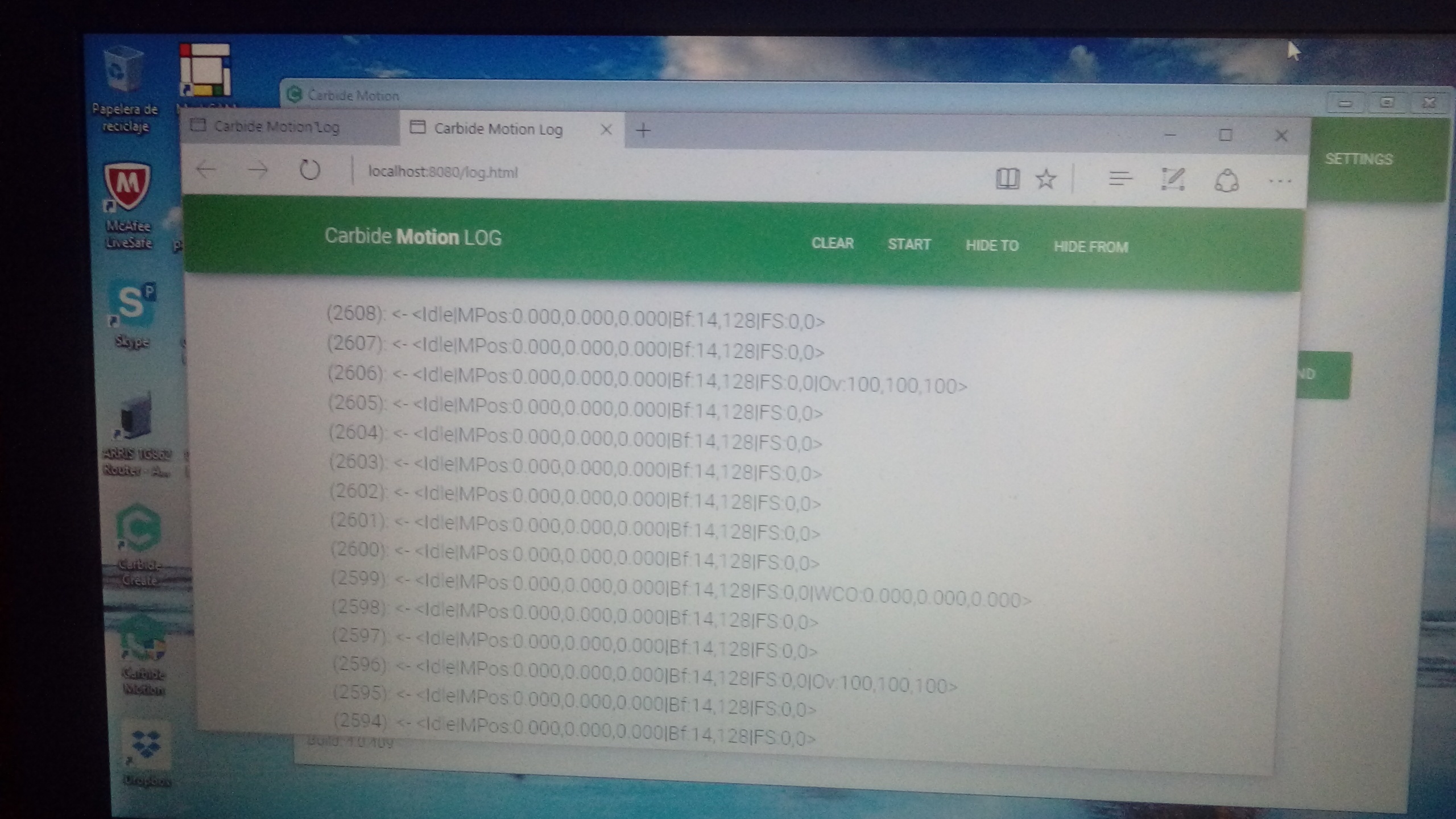
I couldn’t figure out the command or how to see what the current step/mm is… like what is $100, $101, $102. When I clicked on log , it was blank, and a number counter kept climbing up but no information was being displayed. Is it suppose to que up or when I hit log, it should be instant? When I tried to input MDI, $$ nothing happened.
what is the command to reset to default settings, should Ctrl + X work? or how do i reset the x/y step/mm to factory. (or is it just as easy as $100=40)
GRBL: v 0.9 ( I think…)
Shapeoko 3 XXL ( I bought this 4 weeks ago)
I want to know how to see the Log statistic of G-Code in CM + GRBL 1.1 now it is different and I am sending my codes blindly. They guide me please. Thank you!.
So I turned off the machine, and let it sit for 15 min, I thought maybe it had something to do with the stepper motors being super hot even thou they weren’t doing anything. When I switched it back on, everything was normal again, no more stuttering. Not sure if this was related to cooling it off, or when I shut down the machine, it truly “reset” everything in GRBL.
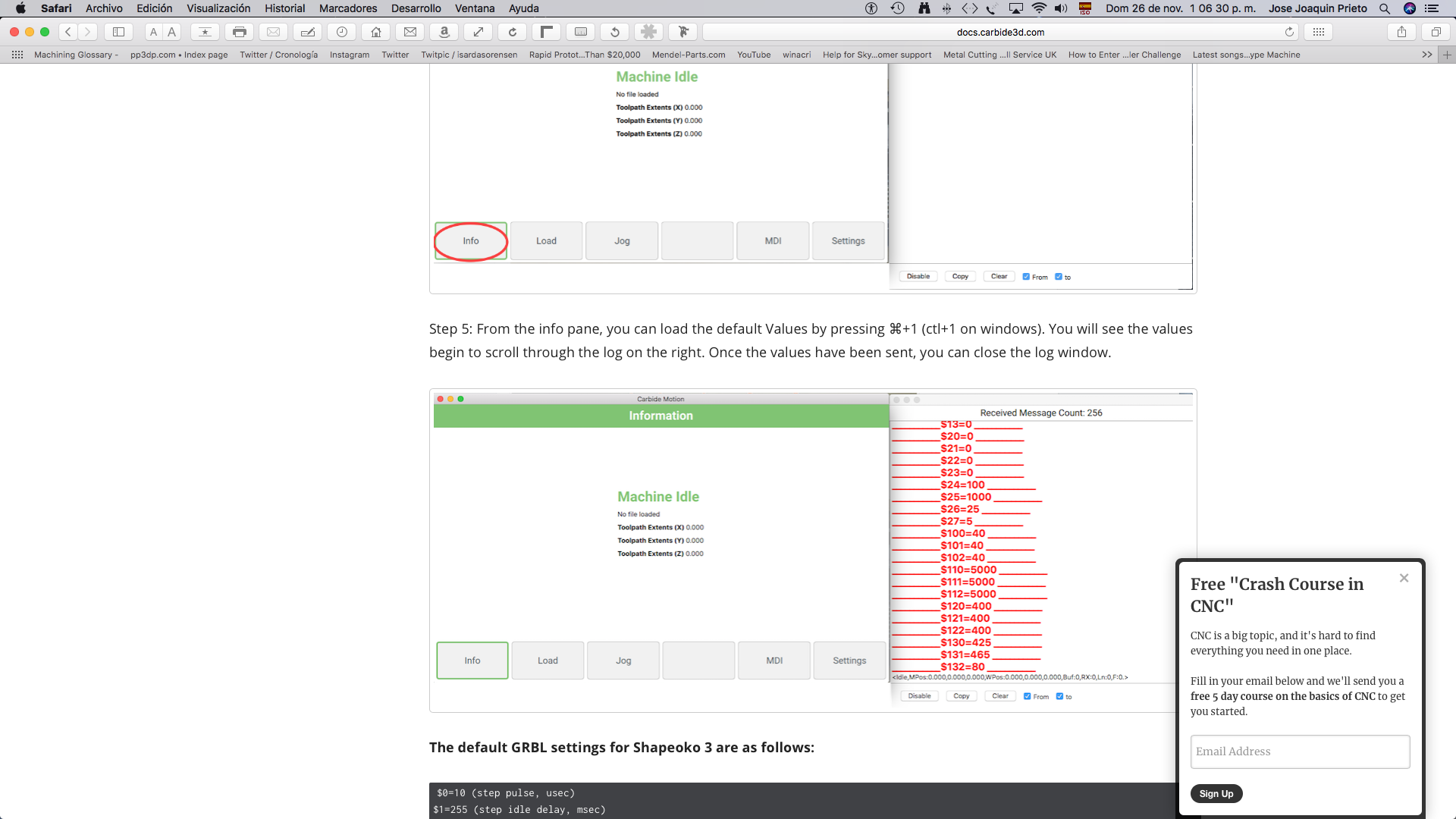
In CM, go to settings (top right corner). On that page, look for “Open Log”. This should open up a window in your default internet browser. In CM, go to MDI window and type in $$ and hit “Send” to see your current settings displayed in the browser.
I do not know what happens, but I’m not working , at the beginning a list that does not stop, but does not show our basic G-Code, to say something: $ 20 = 0, I can not see the G-Code that I have assumed Yes, but I can not see it, something is happening!.
I agree with everything, I enjoy talking about Carbide 3D, but I also want to learn, if it is annoying to want to have a better understanding and comfort in the software that CM works with, if I have my belts in the tension required by the S3 also I want to see it easily in CM, but at this moment it is not comfortable for me, maybe I’m doing something wrong, I do not know, I come here to help but I also want to help me understand my mistakes, I do not come to bother anyone, I feel discriminated against for not having the English language as my mother tongue, however, here I am trying to communicate in the best way, I apologize. Thanks to everyone, they do not know how much I have received from you.
Please accept our apologies for your difficulties. You should not feel badly about your mastery of English — it’s excellent (far better than my one year and 1 day of high school French). If it’s more comfortable, we do have a partner who is fluent in Spanish — just write in to support@carbide3d.com and we’ll have @Jorge respond in kind. We’ve another employee who speaks French, but that maxes out our linguistic capabilities I’m afraid (I’ve pretty much forgotten the Korean and Japanese which I learned when I was younger).
Please write in to support@carbide3d.com w/ any difficulties which you are having and we’ll do our best to help.
The company is too small, and with limited resources, so direct support beyond that isn’t feasible, but the community has had some success at putting together glossaries in other languages — thus far we have:
@JoseD3 I think if you made your own thread, it would get more assistance. You kinda jumped into my thread and it got tangled up a bit.
Not sure about 1.1, but I have to scroll up after typing in $$ to see the settings. Can you use your mouse wheel and scroll up on the log after sending $$?