I have just finished the part I am most proud of on my Shapeoko, so I may as well put it in here for all to see!
The clock is a wedding present for my Girlfriends Brother and his Fiance. My girlfriend and I designed the clock together, which was a lot of fun (I drove the software, she made the design calls!) we wanted something simple and traditional, but very custom for them as it’s a very special occasion. we took inspiration from a lot of designs, basically typing “wooden wedding clock” into google and using bits and pieces of designs we liked.
Materials:
Cutters:
- 1/4" Onsrud 2 flute straight Endmill (sourced from Drillman1 on ebay) - Outline of clock contour cut
- 1/4" Kyocera 45 Degree Vee Cutter (sourced from Drillman1 on ebay) - All carving on face of clock
- 1" flat endmill (sourced from local hardware shop) - Flattening out timber prior to starting job
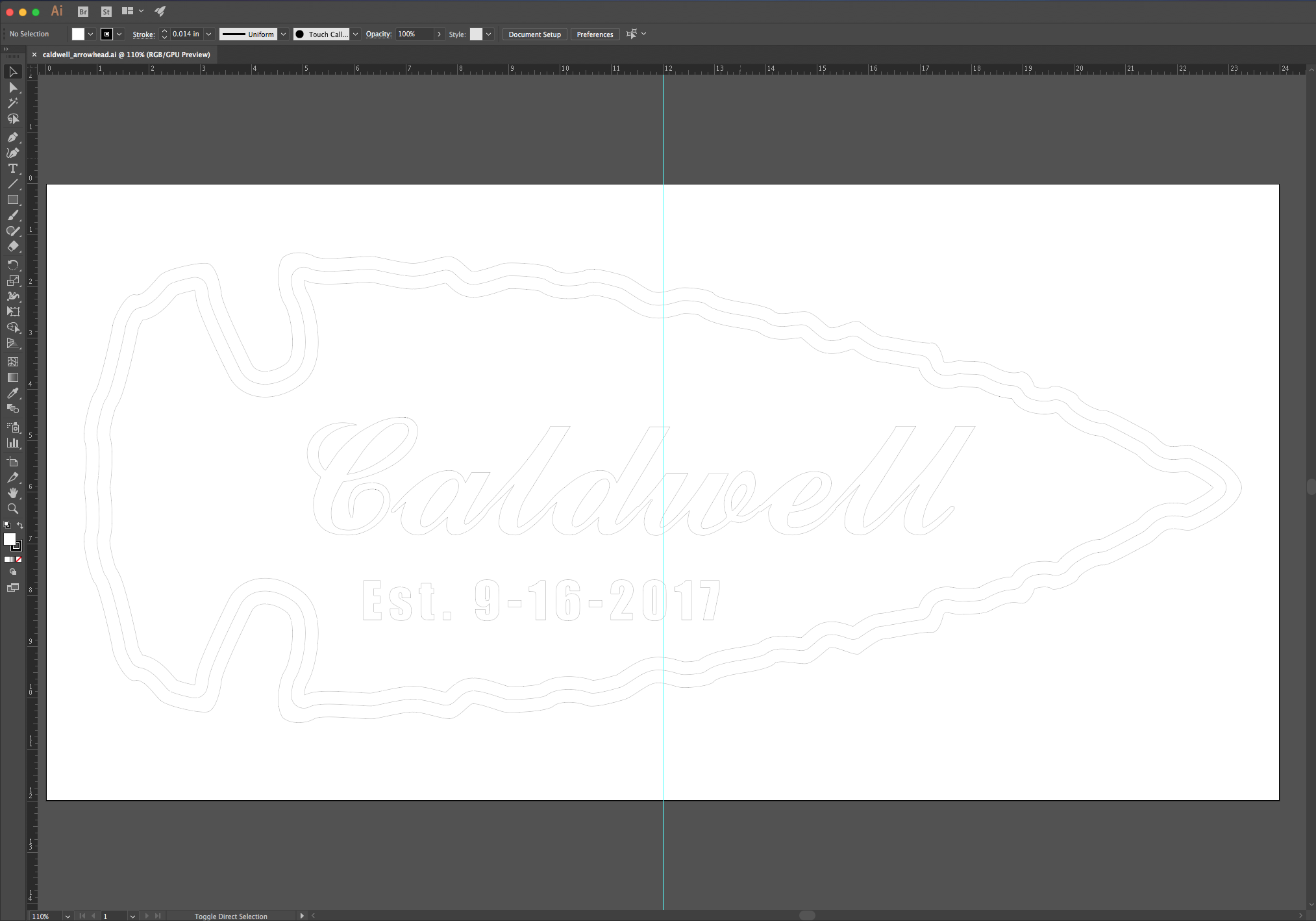
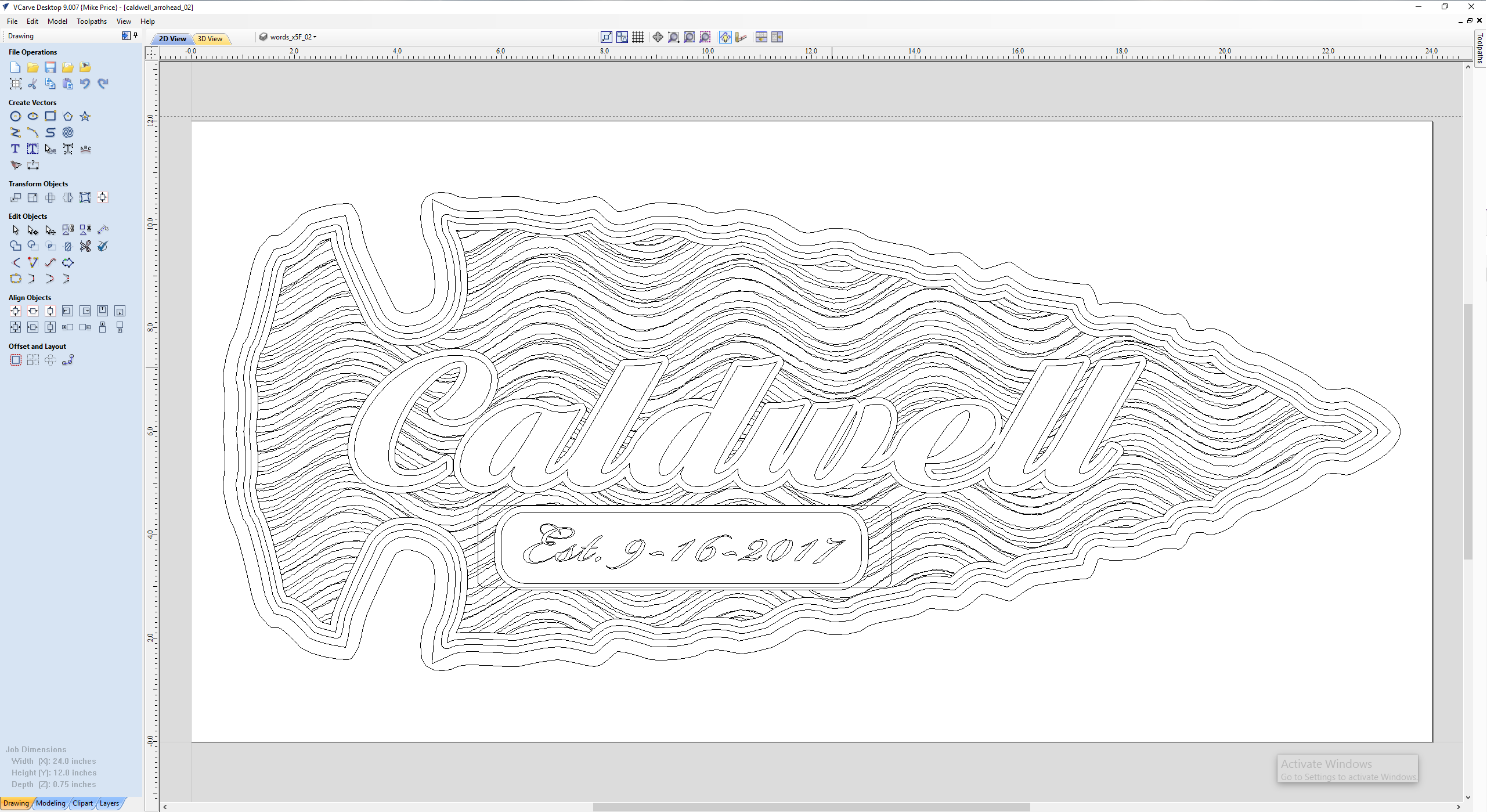
Design Software: Vectric Aspire for Design, LinuxCNC for machine control/Communication
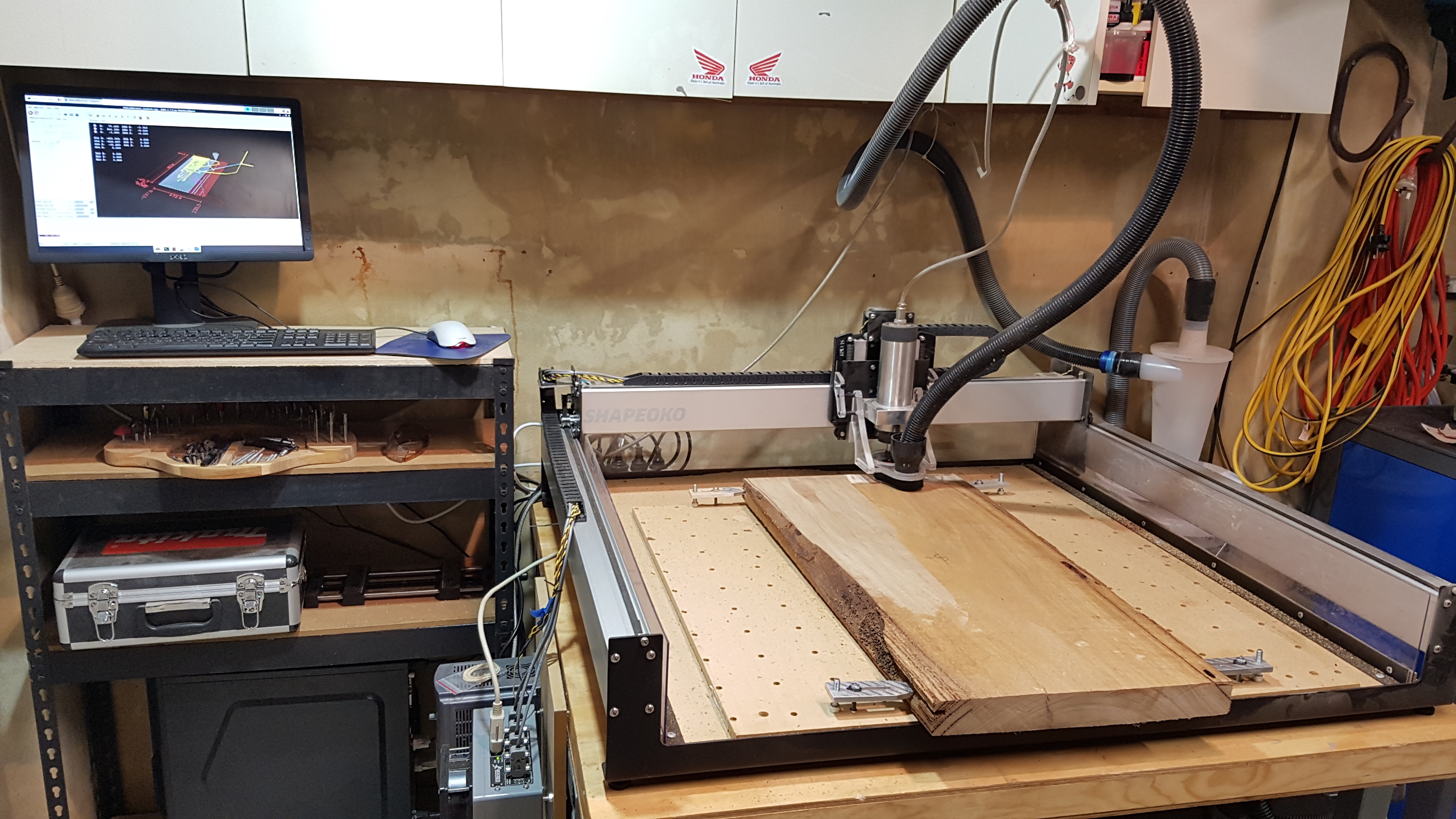
Machine Shapeoko 3 XXL, 1.5kw Huanyang VFD + Spindle, Dust Deputy + festool CT Midi
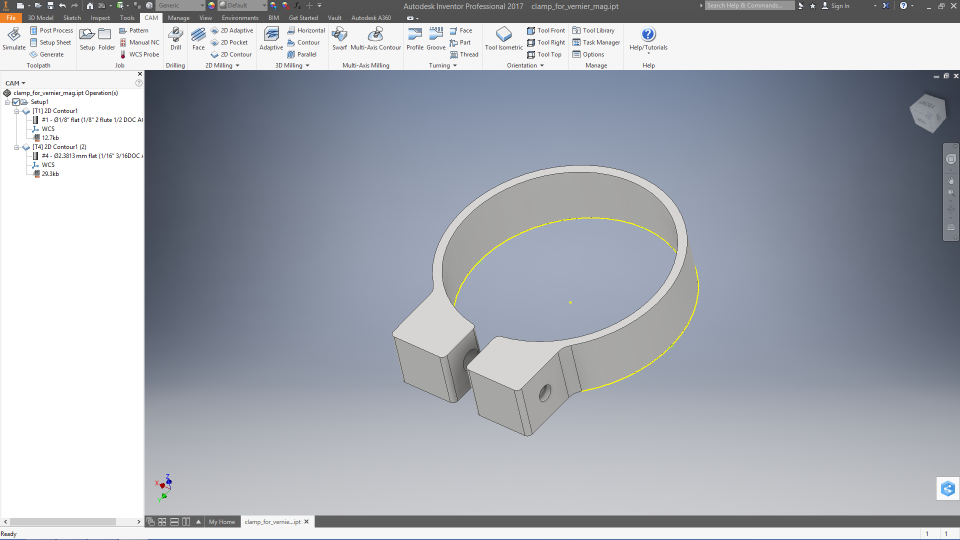
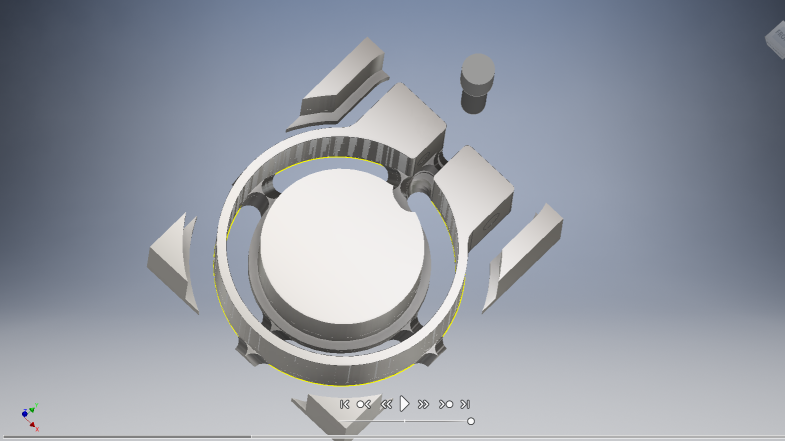
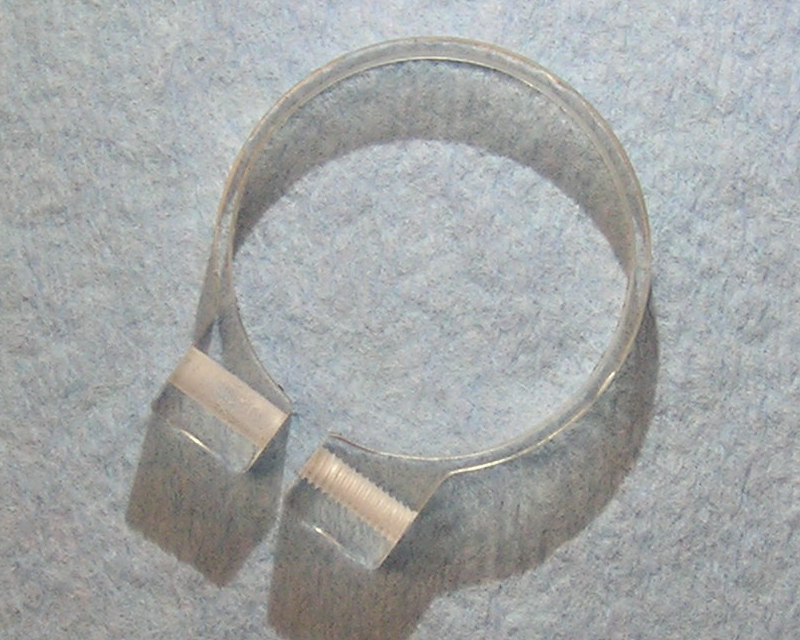
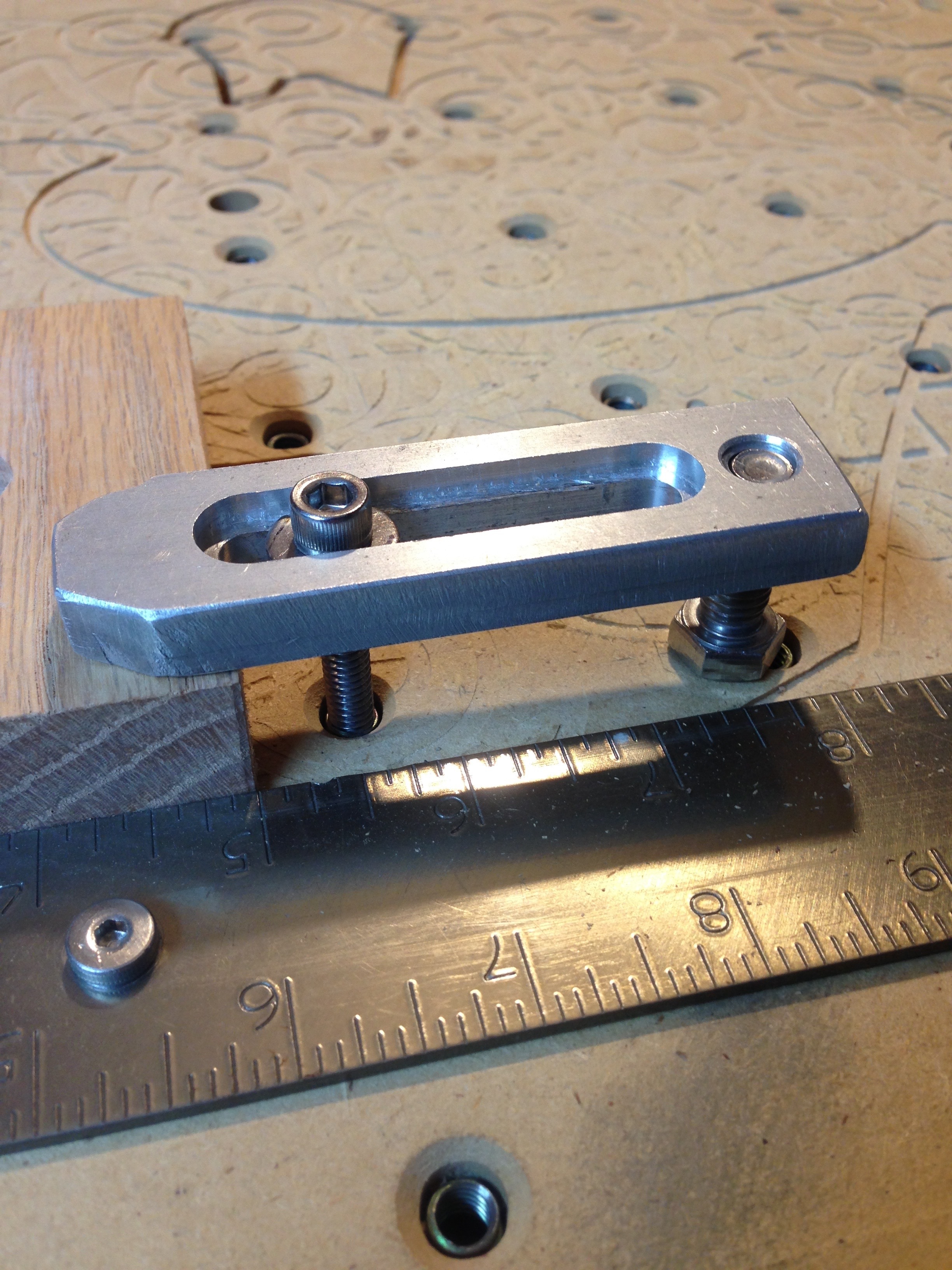
Workholding: Threaded inserts in stock wasteboard, Aluminium clamps made on the Shapeoko
Finishing:
Sourcing of Supplies: The real score here was the timber, which I picked up from a local guy I met riding motorbikes, his family has been in sawmilling for generations and he does it as a bit of a hobby, he supplied me with some beautiful local timber, and had stories from milling this exact tree… it was just pure luck that I met him and got this piece of timber.
As you can see in the photos the timber was quite cupped and needed machining on both sides to get it flat. the machine was great at this, I just drew a square the size of the timber, and set a 1.5mm (0.06") pocket, and let it go. when the cut was done, if it needed more, I’d just re-zero the machine on the top of the timber and go again.
Machining Time: Hard to say as the software was not very accurate, I would say approximately 1 hour of actual machine time, most of that was the tramming of the timber prior to starting the project, the V-carving and profile cut were maybe 15minutes max.
Photos!
This is what I came up with for holding the slab of timber down, while still allowing me to face it:
This is taking the cup out of the timber, I had to take about 6mm (1/4") off each side to get it flat. Here I used the 1" Flat endmill, 70 IPM, 3/4" stepover, 0.06" DOC
Flat! (love that grain!)
Here I took a 5mm (0.2") cut on the profile, as the timber is very hard and chips easily, I planned to face a bit more off if the profile chipped badly, but it turned out to not be an issue 
The reason there has been another square pocket taken out the size of the clock, is that my original design had one of the numerals in reverse…D’oh! Luckily the timber was almost 2" thick so I could pocket it out and start again…
Note I have written down my G54 Zero coordinates, this way if I lose power or have an issue i can find the zero again, I used the centre of the clock as my zero, I measured and marked it prior to the job, as there was not a lot of spare width
Starting the V-Carving of the numbers, this hard timber cut really nicely on the V-Carving
Here is all the carving completed
The steel scribe and brass-coloured brush are my tools for cleaning out the V-carving. I have found them to be the best way to get it clean and sharp
Profile/contour cut complete. No tabs used as I don’t like the machining marks they leave. You can also see my testing of the tint on the timber, I went with the second from the left
Ta-Daa… Finished product!!
(After 3 coats of wipe on poly, and sanding down to 320 grit between coats, and 400 on the final coat)
The black blemish on the left just by the IX symbol was filled with epoxy resin before sanding, and is smooth to the touch, and looks amazing in real life!
Clock file in CRV3D format - Suit Aspire/Vcarve software
 Thanks Guys!
Thanks Guys!
 button located at the bottom of each builders’ post. The post that gets the most
button located at the bottom of each builders’ post. The post that gets the most