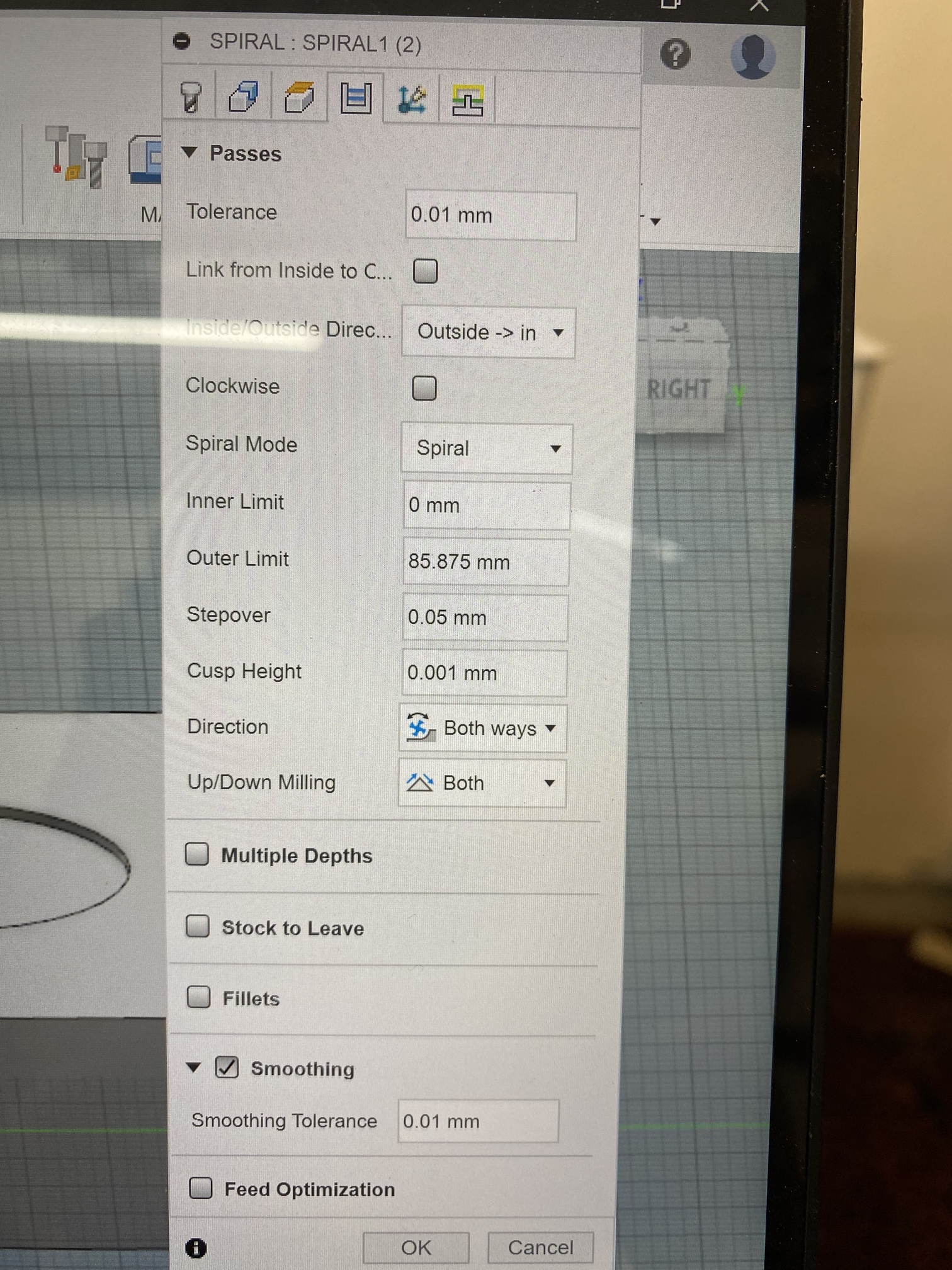
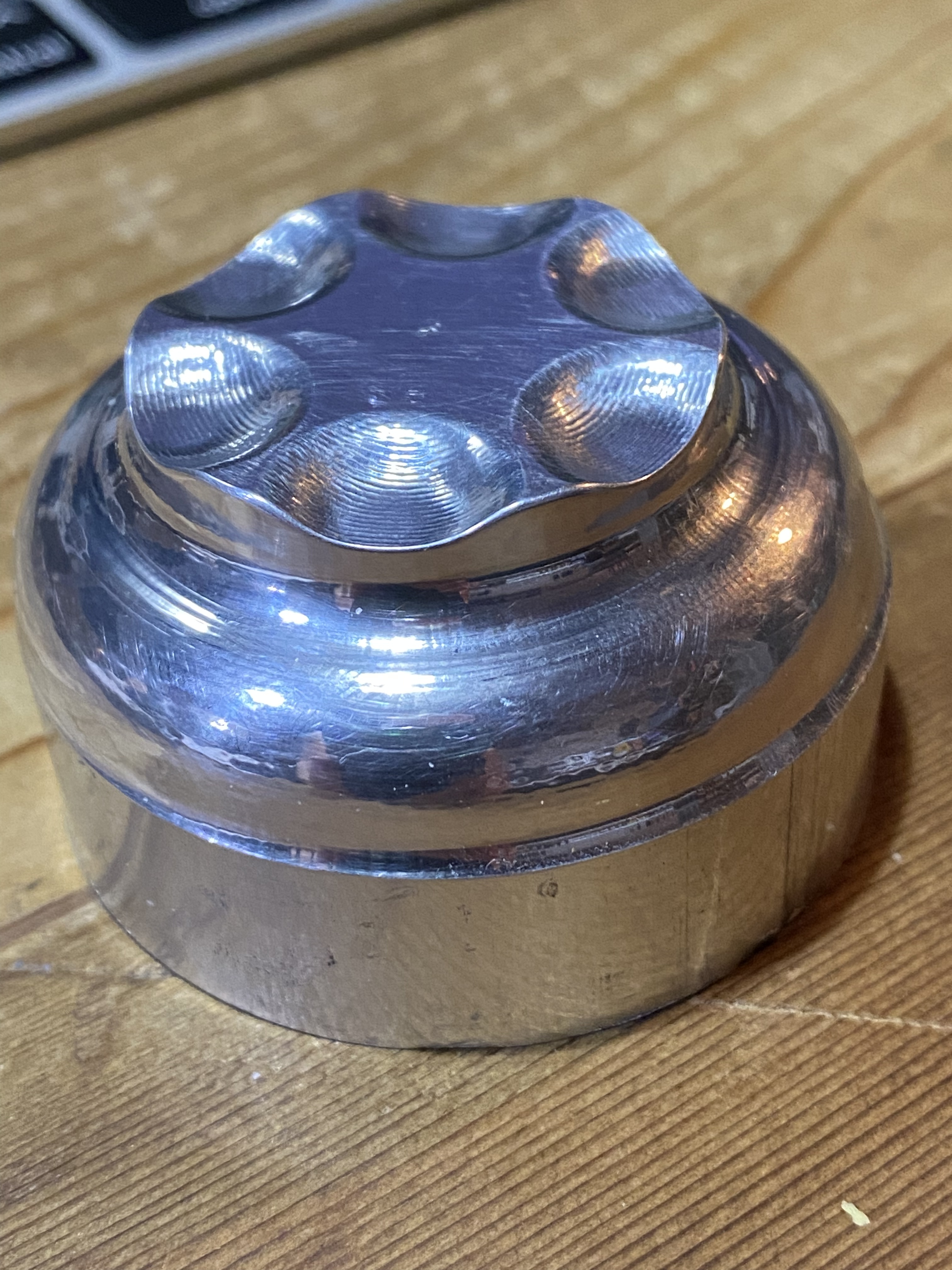
Hey folks so on 6061 I’m really happy with my horizontal and vertical finishes. But on this little test piece I’m not so happy with the finish on this spiral path of the rounded edge. I’ve tried contour too, and I seem to get these “panel beating “ artifacts. This Uploading: C6D6AEDD-DA61-4417-B88D-605881851D1C.jpeg…
is a rest cut with a preceding spiral cut with a flat mill taking all but 0.1mm material.
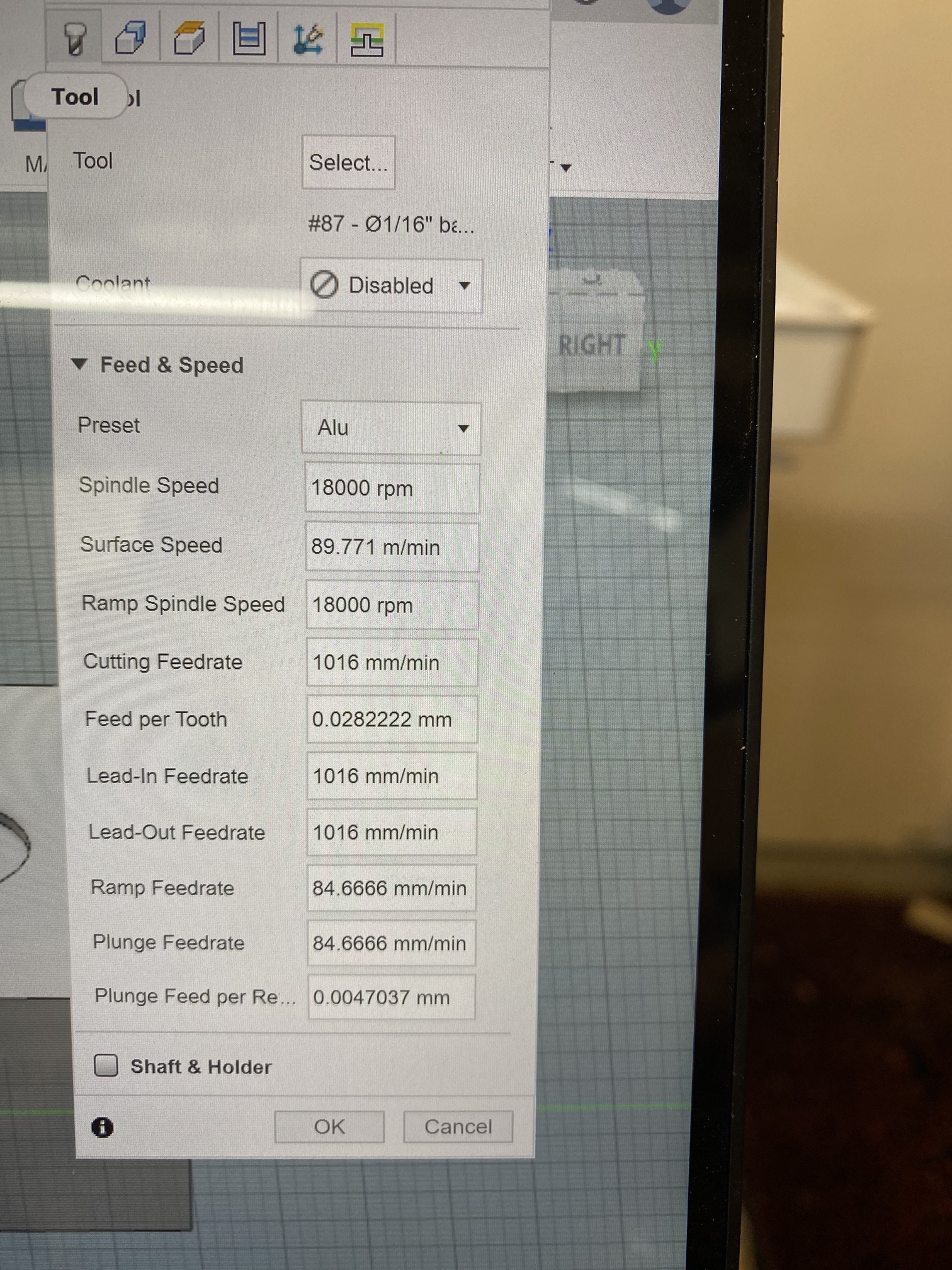
This is a 1/16th spe ball, running at 0.001” cut per tooth. I think either it’s melting, or it’s a harmonic thing. Any advice much appreciated.
I have this problem as well. it looks like chatter potentially. but chip evacuation and chip thinning because of the effective surface speed/diameter of the ball mill is the problem from my understanding.
Thanks for the pointers folks. Yeah after reading and watching I’m seeing that a large ball mill is better. And also I’m probably not leaving enough material for the ball mill to take off after the initial end mill.
This blog post from Harvey tool may help it shows you how to calculate feeds and speeds for ballnose end mills since your depth of cut will change your effective tool diameter up to the total depth of the ball radius.
Also, the chip thinning that is taking place with that small step over and depth of cut means that you are taking way less than .001” chip per tooth so your feed rate probably needs to increase as well.
So, much better today. After reading stuff I switched to a 1/4” ball end. And after a few trials I ended up with something like a 0.25mm doc, 22.5k rpm, 400mm/sec , outside-in, 0.5mm step. Wd40 and air . Still not perfect but way better.
I notice that the pebble like finish is more prominent on diagonal axis, possibly this is because x and y are moving more.
The image isn’t the best cut. I forgot to photograph that one. I then put it on the