We make custom aluminum parts for our machines.
I want to use a CNC machine for this. Our volumes are very low, CNC options using Nomad or Shapeoko Pro 5 looks good. We usually buy stock aluminum in lengths of 3 feet and cut them to size.
Typical parts are like 75x38x20 MM (Bus bar), 180x6 MM (sheet). The parts have tap holes, clear holes, counter sunk holes etc. The edges are generally chamfered. I could attach some pics if required.
We also use Slotted aluminum extrusions like T2080. These are bought in lengths of 1-3 meters and cut to size.
My question is which machine is better for these jobs, Nomad or the Shapeoko Pro?
I like the Shapeoko Pro for the ability to cut stock lengths to size as this saves me the trouble of purchasing a cutter.
The Nomad looks good for the small form factor, and since is a CNC mill will be precise. However if the Shapeoko Pro can do this, then this is better.
There’s quite a few folks doing impressive things in Aluminium with Shapeoko machines. I’ve milled features through 8020 extrusions and on 20mm thick 6061 equiv. plate.
Sounds like you may be doing repeated standard jobs in which case adding a fixture plate and workholding such as the mod-vices from SMW may well be worthwhile for you.
A spindle will do better than a router in Aluminium, if you have an air compressor available an air blast or coolant mist also helps a lot.
The Pro is pretty good, the HDM is better, depends on your budget and the throughput you’re wanting. On the SO Pro type machines relatively shallow Depth of Cut with high RPM and feed rates works well, these are gantry routers not VMCs. The HDM is more rigid but I’ve no experience using that machine.
You may want to give a few more details because at 20mm, you are getting fairly thick.
I have a Shapeoko 4 Pro and I mostly mill aluminum. I have cut 20mm t-slot but I wouldn’t feel comfortable putting a 3mm hole in 20mm plate stock. When machining holes on the CNC, you want to use an endmill that is about 50% the size of the hole and trying to run a 1.5mm endmill 20mm deep is a recipe for a broken endmill.
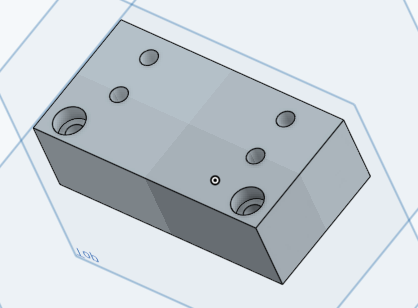
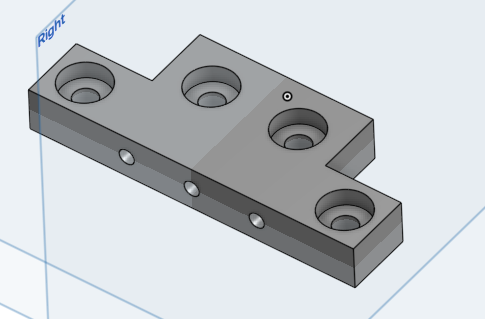
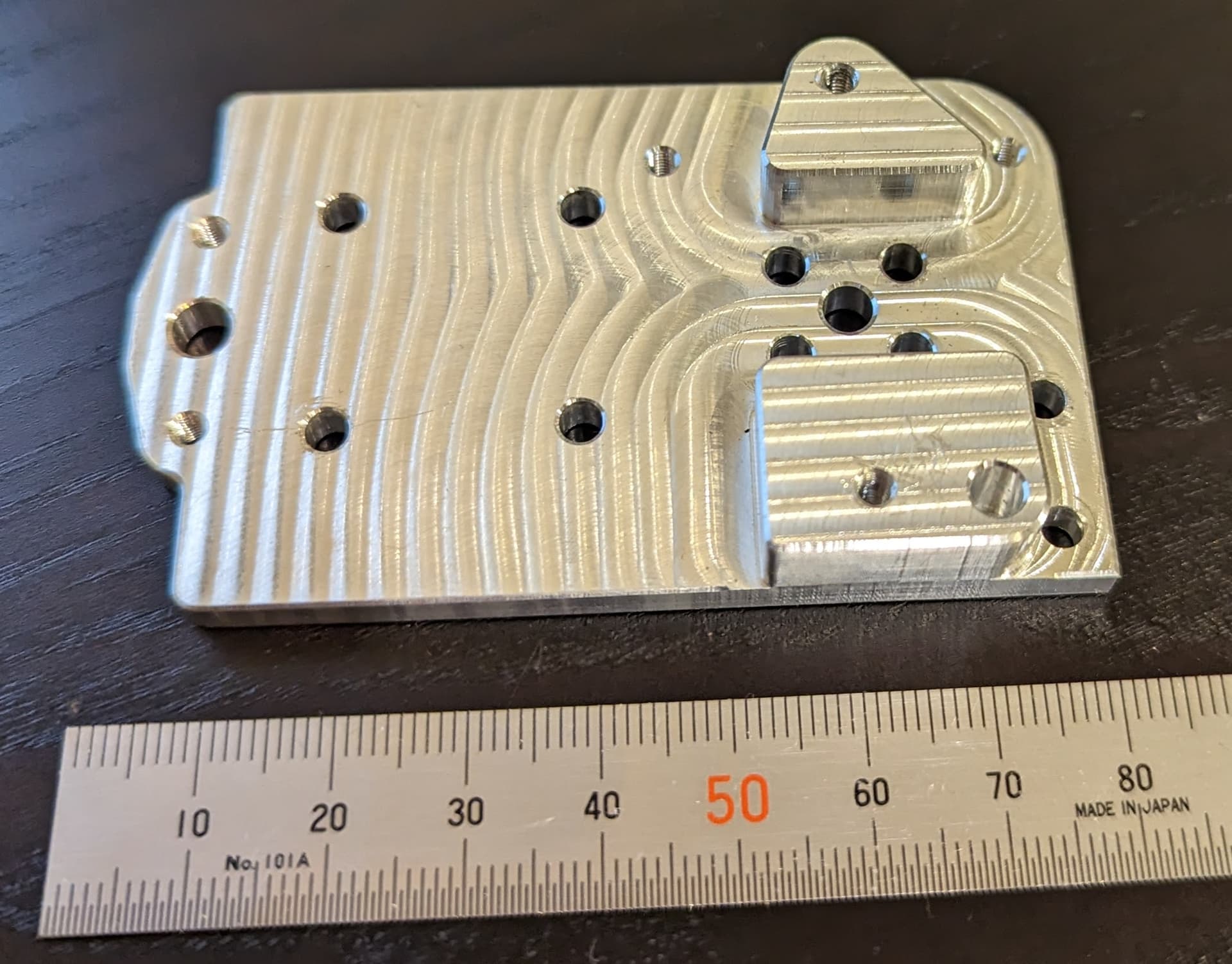
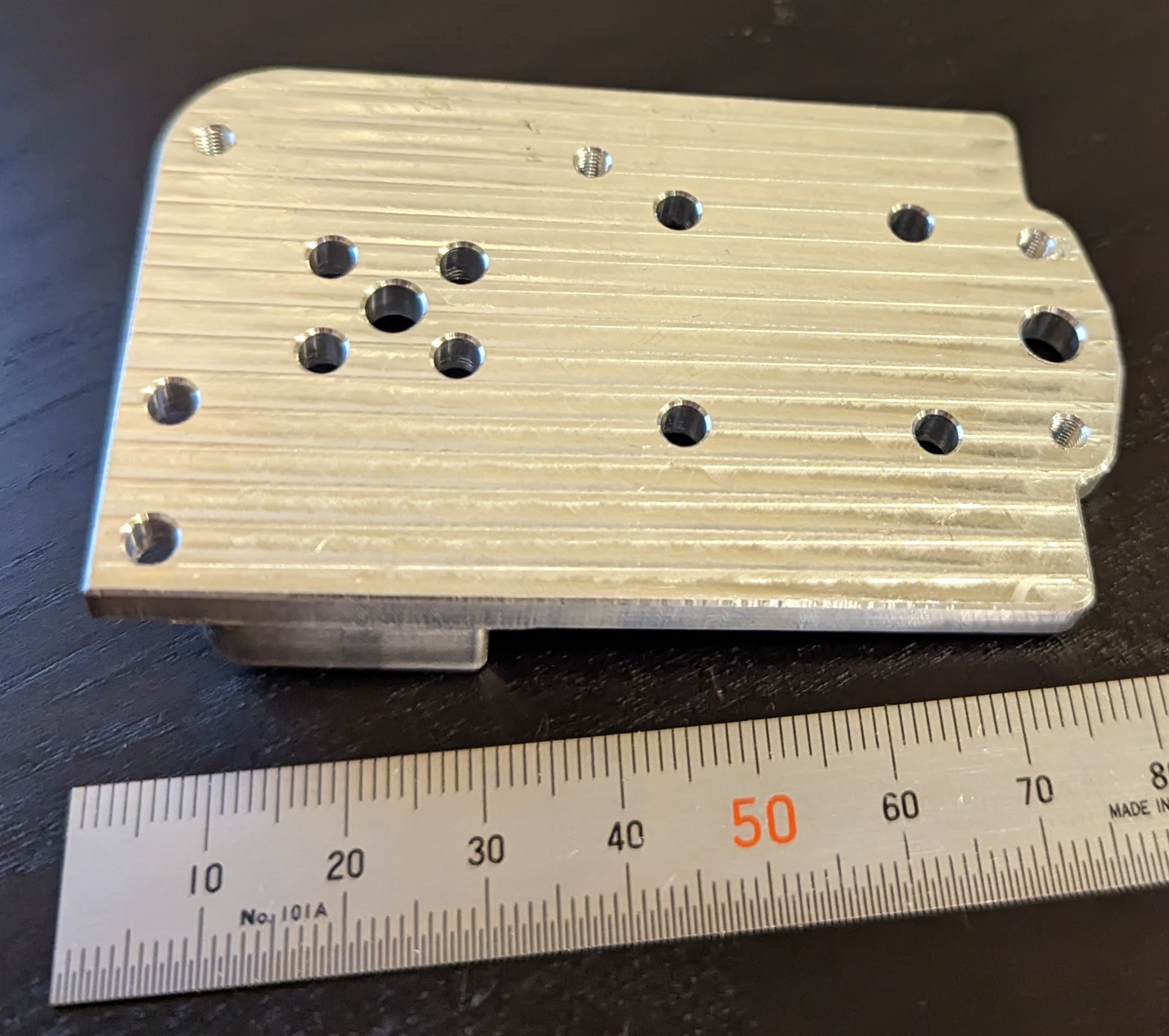
It has a series of 3.5mm holes, 4-5mm holes, 7mm hole and a few M3 tapped holes and was cut from 1/2" bar stock. The holes in the two bumps are M3 tapped but only about 6 or 7mm deep as that’s a far I am willing to cut a hole that small.
This is all done with the standard router and not a spindle. The Shapeoko 5 Pro specs seem to be much better than my machine with a spindle would be able to easily accomplish something like my part.
If you are removing a significant amount of material, you should get an SO5 Pro.
While a Nomad can do large parts:
it can take a while.
If you have a space suitable for the space and noise and mess of a Shapeoko 5 Pro, that would be my inclination — the SO is the machine for a shop space, while the Nomad is the machine for an office or spare bedroom where its enclosure for containing mess and reducing noise is invaluable.
That said, you could get a Nomad and use it to make a power hacksaw (for cutting stock) and a die filer (for finishing them).
Thanks for all the replies.
Aluminum sheets we use are 60x80 and are 10 MM thick. The holes are generally 3.8 MM dia with 4 mm taps. The smallest die hole we have is 2.5 MM (for a 3 MM tap) but the job size is not more than 6 MM. Is it possible to do tapping operations (3 MM, 4MM or 6 MM) as well? Does the Carbide Pro software support tapping?
I think the SO5 pro should be good for aluminum working, I was a bit concerned as most examples are of wood working.
The machines, nor the software support tapping. Thread milling can and has beewn done with the machine, but as far as I know, Carbide Create can not generate the tool paths for it. I’ve used Sheetcam, and Fusion 360 for threadmilling, and I see that Vectric Vcarve offers it as well.
Pro-5 with the 2.2kw spindle when it comes out then use drills for the through holes followed by an endmill for counter boring. I have peck drilled hundreds of 1" deep holes with a 6mm carbide stub drill in 6061 aluminum with zero issue on my HDM so the 5 can run those parts at slightly lower feeds.
Make some custom fixtures with Mitee bite pitbull clamps or SMW modvise that share the same X,Y,Z zero point for both setups to save having to rezero.
How are you tapping? The only two options I know of is by drilling the holes, and then finishing the threads by hand with either a handheld tapholder, or cordless drill, or by thread milling with a threadmill in the spindle