Hello, good evening everyone,
I’ve just recently gotten into the subject of CNC and bought a TwoTrees TTC450. The software I use is Carbide Create Pro 7. I use Candle to control the machine, which is where I come to my problem. I created a design with multiple tool paths and corresponding tool changes. I chose Shapeoko as the post processor.
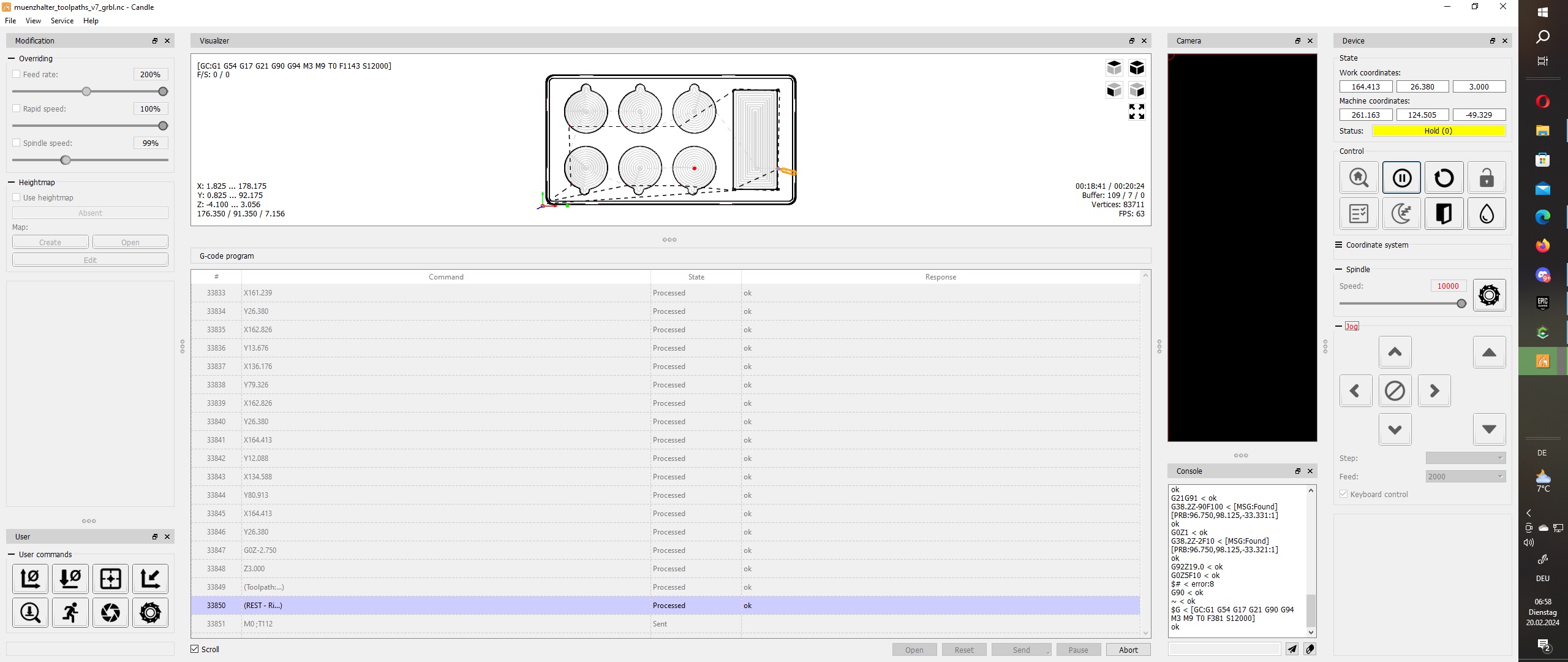
I load the files into Candle, it works quite well so far. I move the machine to the starting point where I want to start milling and set the coordinates as the zero (xy) point in Candle. Until then everything goes well. Now I start the job and it stops immediately for a tool change, everything is fine. When it stops, it raises the Z-axis, I change the milling cutter and then I run the Z-probe. I then continue the assignment. I didn’t set the Z-axis to 0 after the z-probe, otherwise it would crash directly into the template when continuing the job. Well, I continue the job and it does the first work path properly with tool One. After the first work path there is another tool change, it moves up the Z axis and I change the tool, then z-probe again and now this happens: When I continue, the milling cutter crashes directly into the workpiece, so something is no longer right with the Z axis and I don’t know what to do next. I’ve tried so many things, but I can´t find a solution.
I took the coin holder from the Carbide video tutorial as example project.
Does anyone perhaps know a solution?