I’d appreciate having the endmill load position moved back slightly so that it’s over the wasteboard. This would reduce the risk that it falls three feet to the floor in the event that it drops out of the collet while installing or removing the endmill.
If it’s relevant to this discussion: SO3 XXL with bitsetter
I put a plastic tray under the load/unload tool position. If my bit falls it hits the plastic tray and keeps from damaging the bit. However usually I reach up and loosen the collet with one hand, hold the lock button with my second hand and with my third hand I hold pressure on t he side of t he bit to keep it from falling. Really I use my second hand little finger to try and put pressure on the bit but sometimes it falls anyway so the plastic tray is in place.
Thank you both for the tips. My usual approach is to have the 13mm wrench in my left hand, get that into position, then use another finger on that hand to hold the bit. My right hand has the 22mm wrench that engages the collet nut. Similar to guy, I have a piece of foam that I always lay under the bit when changing tools. It doesn’t have sides like a tray does (that’s a good idea!), but at least it’s soft if/when the bit lands on it. I’ve never actually had one fall to the garage floor, I’m just paranoid it’ll happen one of these days. Moving the load position back 4-6 inches (10-15 cm) would mitigate that risk without making it any harder to load.
However, it’s still possible to accidentally drop the bit with the other hand (which is the issue in question).
I think having the “change tool” location a user-specified option is still a reasonable request to make accidental drops less likely to be drops to the floor.
I see both sides and freely admit that my technique can and should improve. Thanks, Jeff, for the clear explanation and visuals! I agree that squeezing two wrenches/spanners is less likely to apply a radial force to the router compared to using two hands. In the former case, I’m using only my grip; in the latter, my arms enter the equation and it’s harder to be certain that the force I’m applying is purely tangential to the router.
That said, having the endmill over the wasteboard is inherently safer than extending beyond the front edge, and 10 cm won’t affect its accessibility to users. In safety-speak, teaching someone to use proper technique is an “administrative control.” It’s good, and I should follow it as standard procedure. Moving the load position back 10cm would be an “engineering control,” taking the human’s ability to follow procedure out of the loop. Administrative controls should be enough, but engineering controls are there for when people screw up. As a brief aside, Guy’s plastic tray suggestion is another engineering control – there to literally catch my mistakes. If controls don’t add cost or hurt productivity, the more the better!
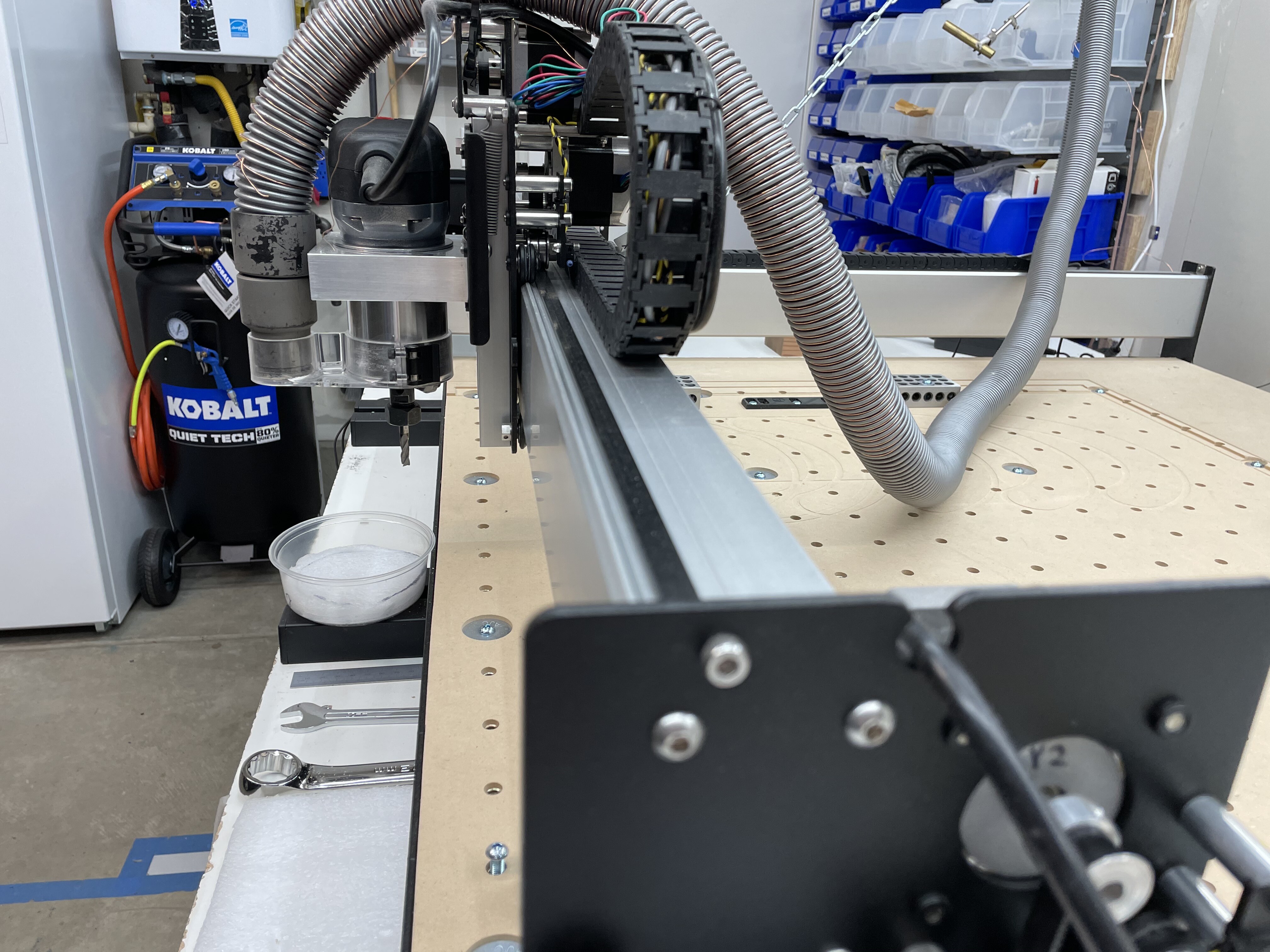
Photo 1: Current tool change position, y=0
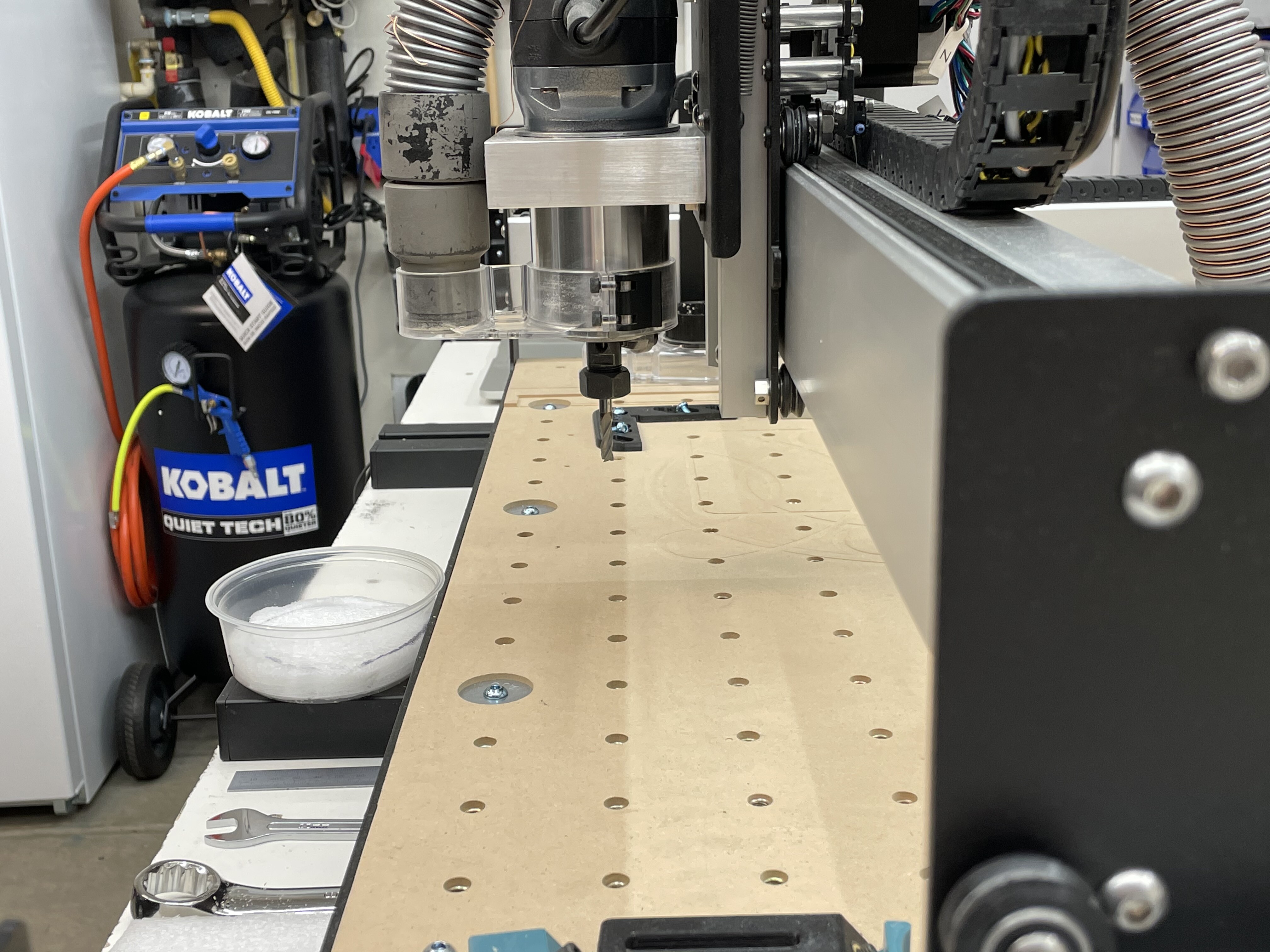
Photo 2: Preprogrammed south jog position, y = +43.75 mm (better, but still close to front edge)
Photo 3: Suggested tool change position, y = +101.6 mm (4 inches)
I by no means intend to suggest what Carbide3D should do. They can take my thoughts, your thoughts, Guy’s thoughts, Gerry’s thoughts, and anyone else who wishes to add thoughts to discussion, then make the right decision for their company/product. They’ve heard a few different perspectives here, and no doubt have heard from others in the past and have informed viewpoints of their own. For all I know, they prioritized people’s ability to load extra-long endmills, and so decided that loading over the front edge was better.
I also agree that controls/restrictions are not a replacement for training and common sense. Regarding use of the word “safety,” though, I probably wasn’t clear. I meant safety for the endmill, not safety for the user. I wholeheartedly agree with you on everything with regards to operator safety. I was tempted to share an anecdote of my own, but I don’t want this thread to drift too far off-topic.
Travis, I’m personally in agreement but since I’m not the programmer I can’t say if/when that will change. In the mean time though, one hack I use is to tell Carbide Motion my Y travel is shorter than it actually is. The tool loading position is relative to what CM thinks the machine’s max Y travel is. If you don’t ever use the overhang area in front of the machine, then you can trick CM into stopping short of the edge of the bed. I do this a lot because I designed my enclosure too short, and the Shapeoko + dust boot will punch the doors open when the machine comes forward, which can be mildly startling if you don’t expect it…
Thanks Winston, that’s a clever workaround. On the rare occasion that I need to cut something overhanging the front of the machine, I can easily change the soft limit back.
If I recall correctly, the bitsetter coordinates are specified independently, so this shouldn’t interfere with its function. I’ll play around with it tomorrow and see how it goes.
People are accepting and working with what they have. Some are finding that on occasion there’s a mishap, and can see an simple solution, and are asking the supplier if that solution is reasonable to implement. You’ve done this same thing yourself on this very forum.
Thanks @wmoy, it works! No adverse impact on bitsetter. And it’s trivial to change the y soft limit if I need the extra 100 mm (4") at the front of the wasteboard. @gdon_2003’s plastic tray with foam solution (held with magnets to my supplementary steel supports) is working well, too. I may end up making the foam tray my go-to solution for now, but it’s good to know that I have the ability to move the load position back if/when the situation calls for it by sacrificing the front 4" of y travel. I’ve also started incorporating @jepho’s tool change hand positioning/technique, reducing the odds that I ever need to depend on the foam or the tool position as fallbacks. It’s wonderful that there’s so much collective knowledge/experience to draw from on this forum!
Winston Moy’s suggestion is a good one for your positioning over the wasteboard. The only draw back is you cannot jog past the limits you set in the configuration with CM. You could always change the configuration if you needed to jog out over the front of the bed. When you set the limits in the configuration CM is controlling your jogging limits. Soft limits are not used with CM. If you use a different gcode sender then the GBRL settings are adhered to but CM overrides the settings and sets its own will on the Shapeoko. So you can increase travel and/or decrease travel with the CM configuration and you can change the configuration anytime you want but if using CM it is in control of your Shapeoko.
Earlier I mentioned that you could not jog past the limits set in the configuration with CM. However if you send gcode that tries to exceed the physical limitations of your Shapeoko the gcode will try to execute resulting in the physical limit being hit and your stepper and belt will grind away. Do not confuse what CM does and what gcode does.
You’re right! I’ve used the soft limits before in another GRBL system I built/programmed, so I was editing the travel dimensions in settings and clicking “Send Configuration Data” each time, assuming that they were soft limits. After reading your message, I ran a test where I set it y_max = 850, sent config data, initialized, jogged to center, then set y_max=750 and clicked “OK” without sending config data again. This ensured that GRBL was unaware of the change. And sure enough… when I jogged to the front of the machine, it stopped at y=750 mm.
Thanks for pointing that out! You saved me having to reinitialize every time, and I learned something new about the software. Now it’s trivially easy to change limits, even when loading a tool for a job overhanging the front.