I am having a new issue where CM forgets the Z height when running a V Carve tool path. All other tool paths seem fine. I’m running Carbide Motion build 566, and Carbide Create 778. I’m using the paper method to set Z zero and the V Carve is the first tool path in the project. When I start the project it measures the tool at the start of the job, then moves to the start of the path and instead of plunging in 1/8" it plunges deeper than the Carbide 3D tool 301’s shoulders. I have to urgently hit pause and stop.
I’ve tried this multiple times on the same piece of wood, stopping the job when it plunges too deep. Then the next time is about half as deep. Then on the third try it got it right.
I’m tired of ruining wood on the very first cut. Please help.
Sorry, there is no V Carve in this file. I got rid of it because it wasn’t working correctly. Rectangles weren’t lining up. I’ve used V Carve successfully many times in the past, but it seems to be poorly coded in this current build.
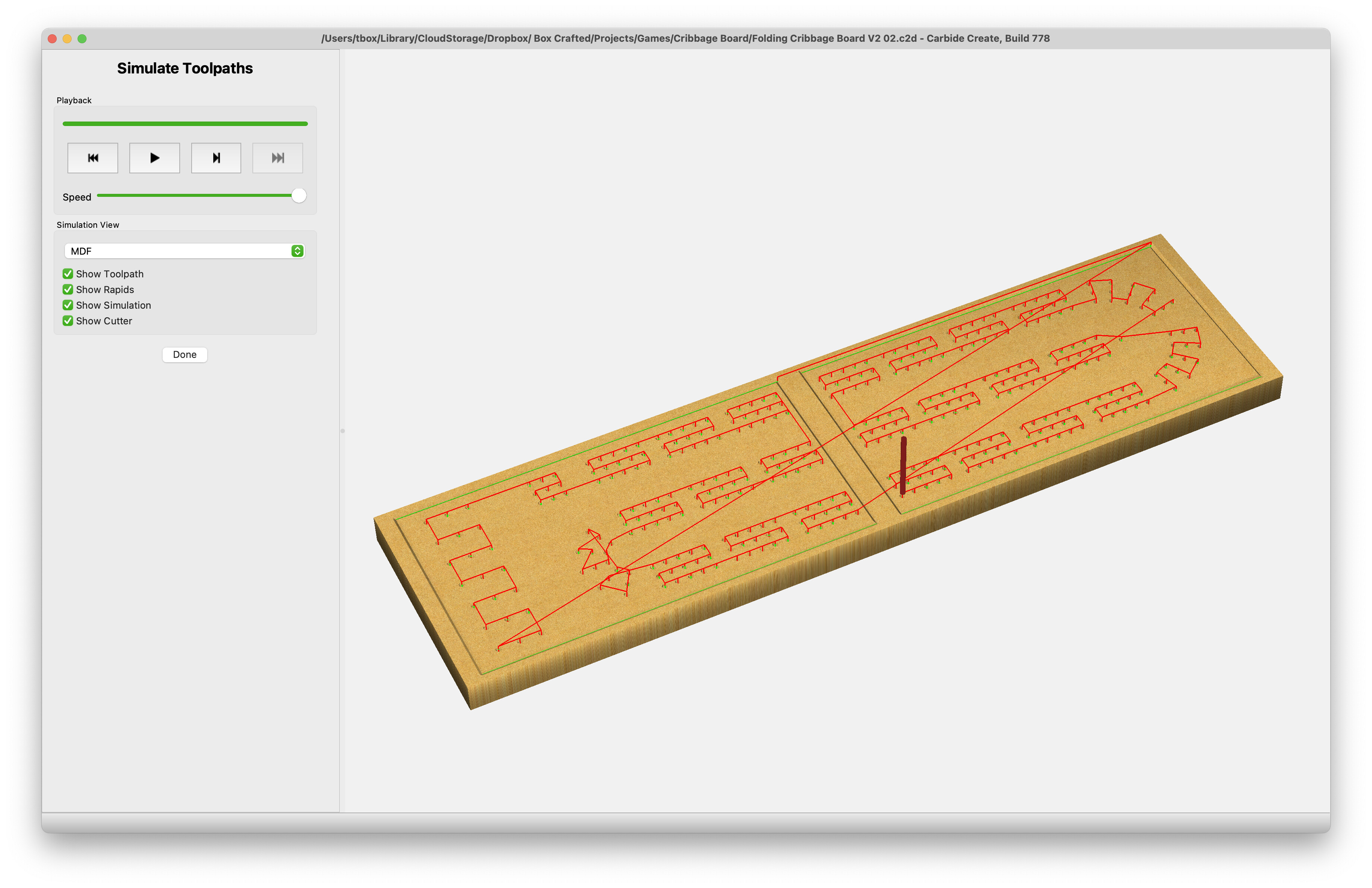
So I removed the V Carve and only have a line that I’m using as a Contour path with zero offset. I’m using it to bevel the edges where pockets will be cut later in the process.
However, Carbide Motion seems to forget the Z value after I set it because when it starts the project it plunges WAY too deep. I can upload photos tomorrow.
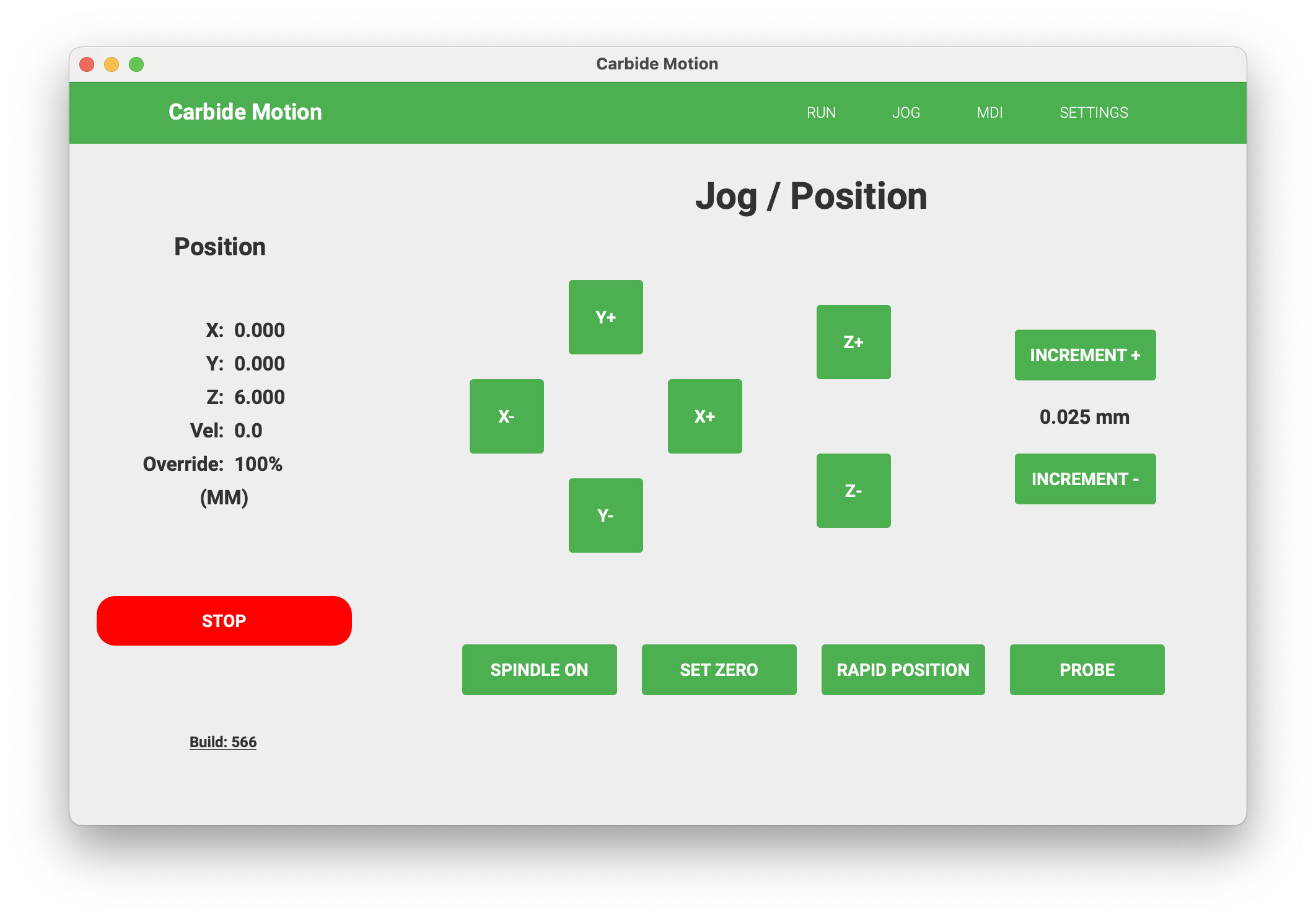
Post a photo showing the stock clamped in place on the machine and the machine at the origin and a screen grab after clicking on “Position” to toggle to “Machine Position” in Carbide Create.
Thanks so much for responding and offering help. Attached is the photo and screen grabs.
In the photo you can see that the bit is below the surface of the material. This was yesterday’s run that went bad so I quit in disgust for the night. This evening I came back out here and had the machine go to 0,0,0 and this was the result. It thinks Z is below the surface. But I used the paper method and set Z at the top of the board. Yet after using the bit setter it thinks Z should be much lower.
This seems to happen with both the 90 and 60 degree V bits, and not with flat end mills. Although I don’t understand how it could possibly be any different.
I’m running that version just because it’s what I’ve been using for a while. I started to update, but paused when I read that the work method changed somewhat.
Will, I set the origin to the top of the worksurface using the paper method. Then when the job starts it measures the tool length even though I haven’t made a tool change. And it gets confused or somehow reads the tool length completely wrong and re-sets the Z origin to well below the surface.
That’s exactly what I’m complaining about. Not had this problem before this weekend.
I have successfully run this machine using both the bit zero and paper method for Z. This was the first time I’ve had issues with it losing Z values, and it did it three times, so I figured it wasn’t me.
I’ve updated to CM640 and it worked fine. Maybe something was just off, but I wasn’t having the issue with other end mills.
If you get yourself a 123 block and set your zero as the bottom you can use the “plunge to 1 inch above current z-zero” macro and check the zero with the block. You could also do this trick when zeroing off the top of the stock if your stock is flat enough.
I do this check before running any job and it has helped me catch quite a few operator errors.