I have an xl using carbide motion and it will not cut the tabs. Anyone else run into this problem. Here is the file. no way to take a picture
BRADSHAW.nc (564.0 KB)
Please post the file and a photo showing how the file cuts.
Thanks’ to WillAdams and Julien for responding. I came to the conclusion that I need to add another layer of MDF waist board to my XL. It seams that the V cuts was bottoming out my Z and when I changed to a 1/4 bit it wanted to cut deeper and there for the bottom was lower than my stock. Thanks again.
3 Likes
Hello Again, On my tab problem I did a test cut. I set the depth cut at .4325 with tabs. it cut down to .71 and I set the cut at .250 and it cut down to .41. It seams the depth cut are about .25 inch off.
Thanks
Please check the settings in your file and for your machine.
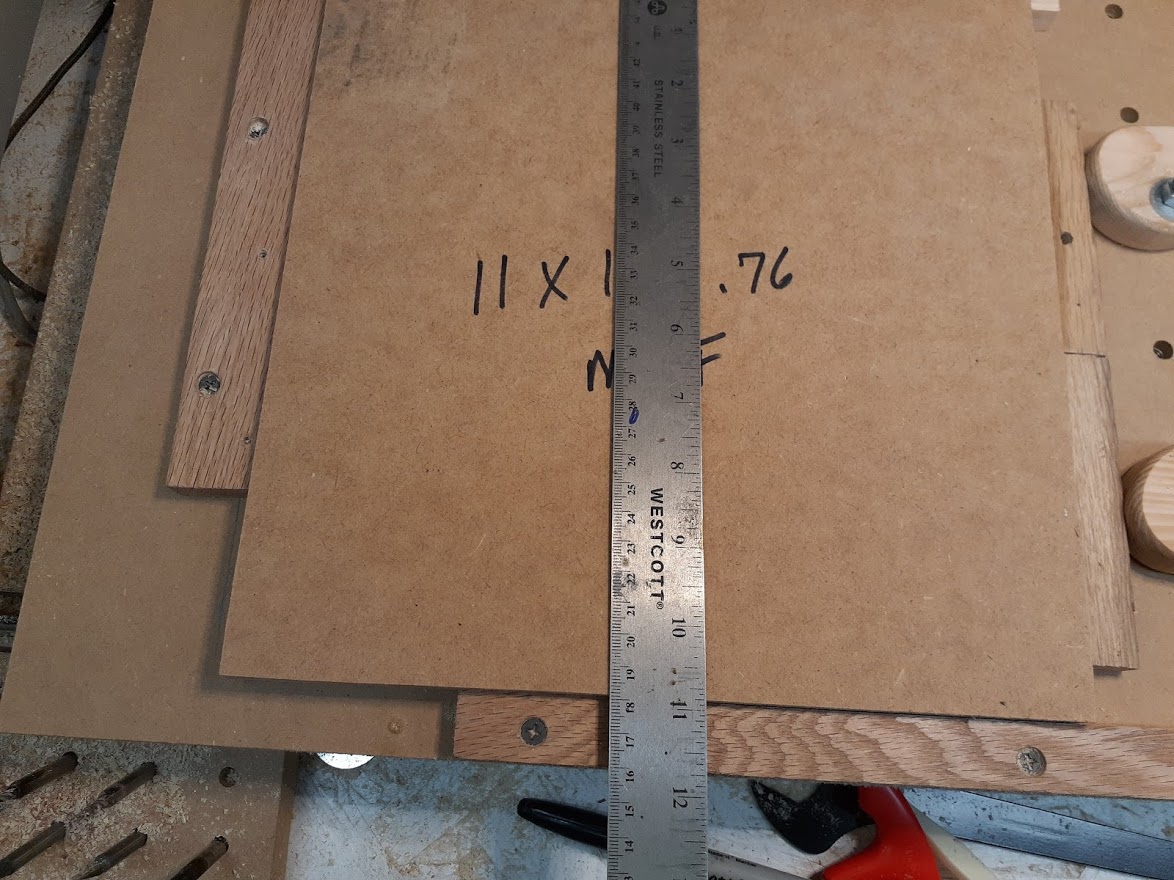
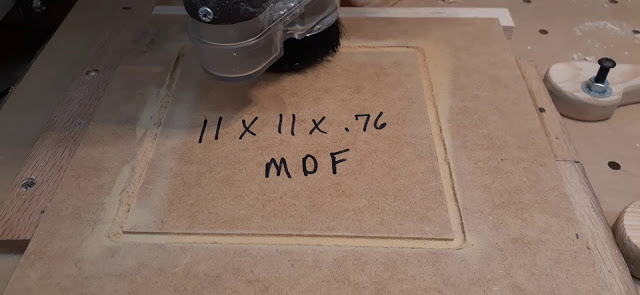
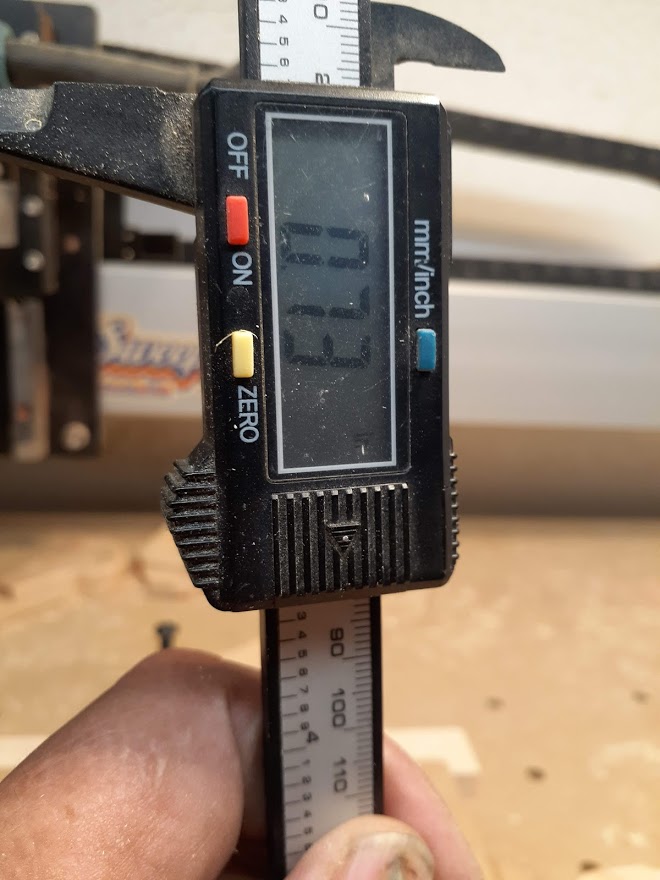
If you continue to have difficulties post a .c2d file, generated G-Code, step-by-step notes on how you are securing your stock and setting zero relative to it, and a photo showing the piece secured on your machine and a detail shot with a ruler showing the dimensions involved and we’ll do our best to work through this with you.
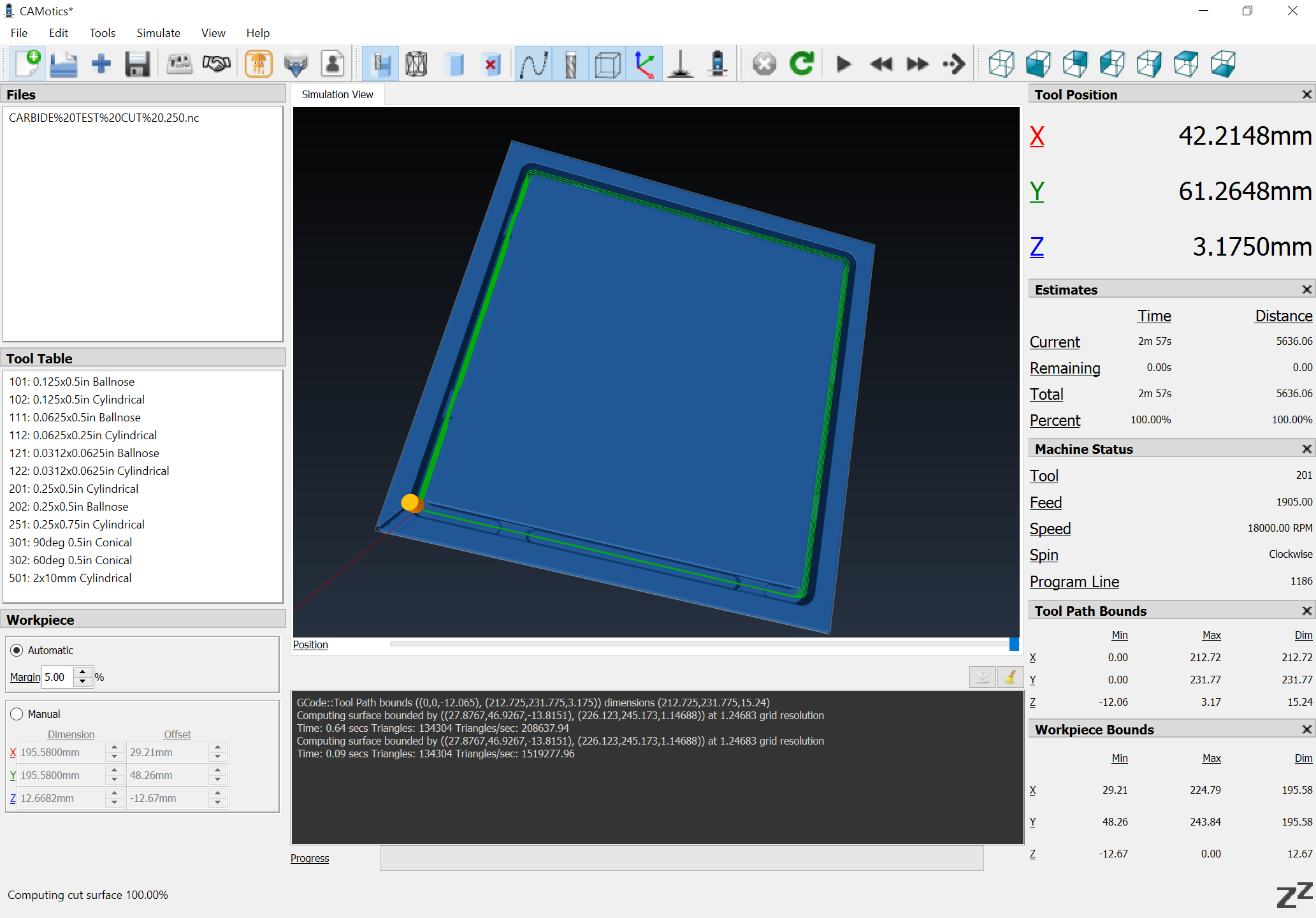
CARBIDE TEST.c2d (5.2 KB) CARBIDE TEST CUT .250.nc (13.3 KB)
If I set the depth cut to .4750" it makes the tabs and does not cut into the WB. It seams my machine cut depth is off by .285". The file is for a straight cut with a #201 EM bit. All my V cut are cut to deep also .
I hope you can tell me if it’s my machine or it’s me
Thank You



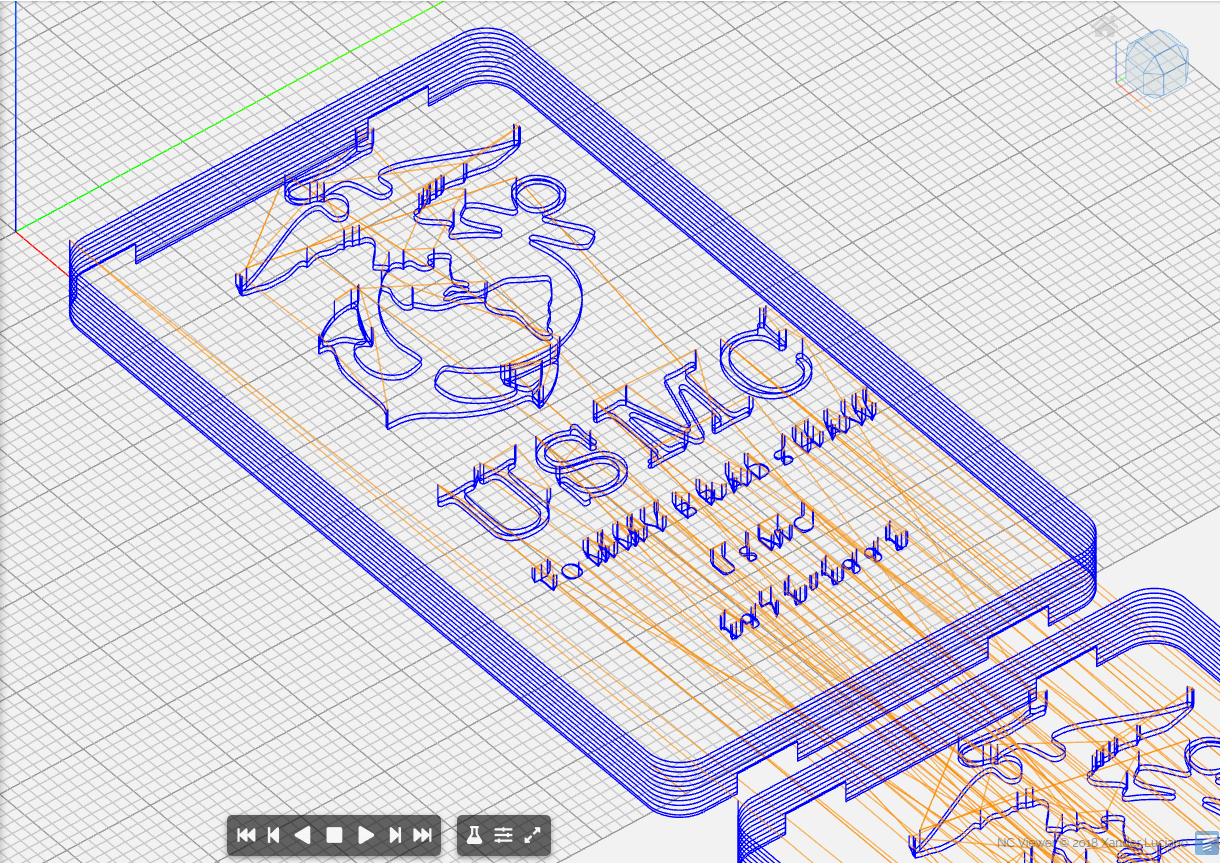
I’m afraid the .c2d file doesn’t have any toolpaths:
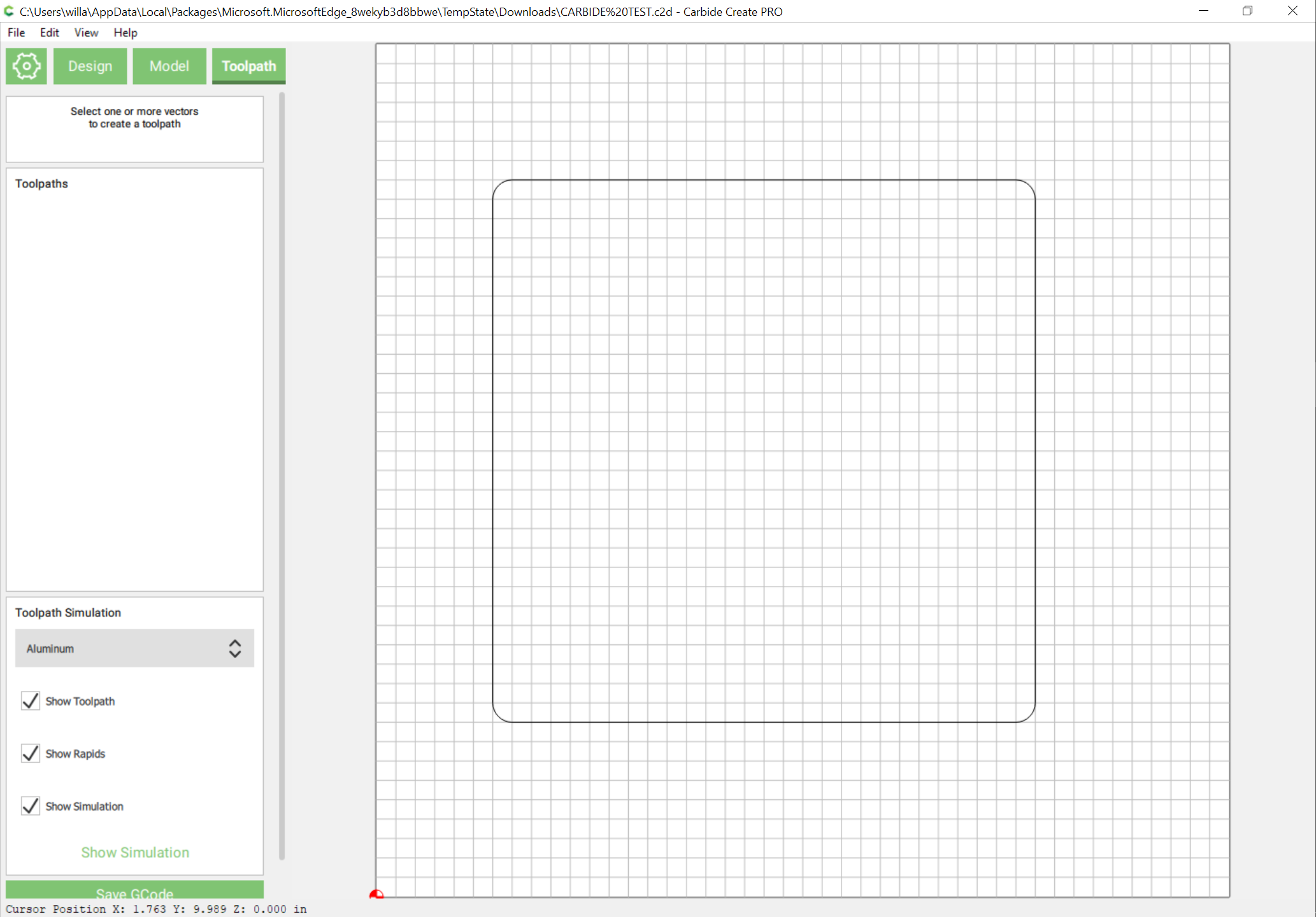
The tabs are there in the preview:
Either you are losing steps, or you need to calibrate.
I have to call it a night got to go to VA in am. I do not know how to calibrate? Here is the file again
CARBIDE TEST.c2d (8.3 KB)
Okay, that has a toolpath, and tabs:
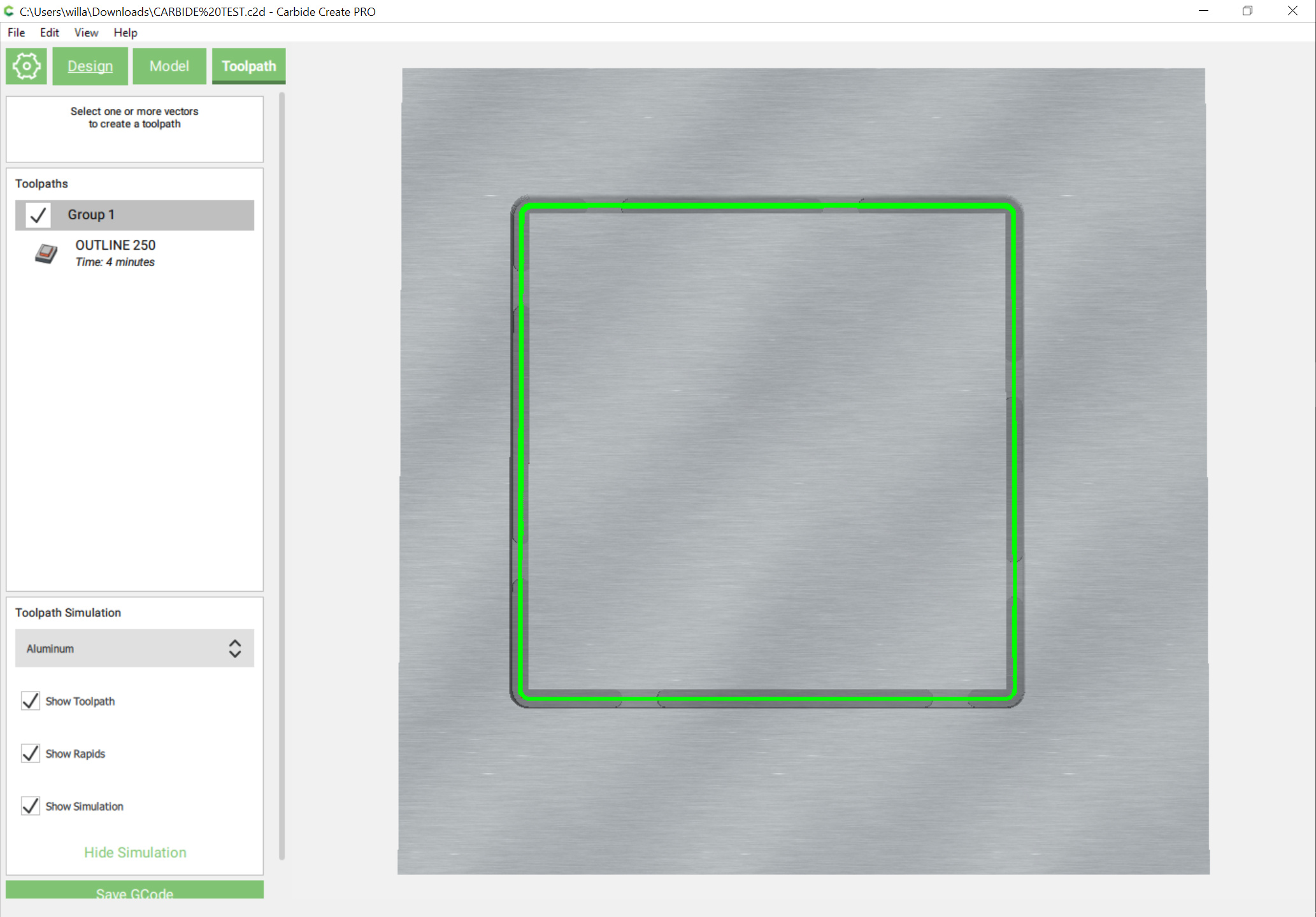
I’d recommend adding geometry around the perimeter and cutting as a pocket down to at least tab depth:
Do you mean to be cutting the part from the inside out so that the hole dimension is defined by the geometry?
@lcjones228: just to rule out one possible cause, can you confirm that when you run the job, upon the initial retract of the router there is no collision at the top of the Z axis (which produces an unpleasant grinding sound for a moment) ?
It is unlikely because your retract height is only 1/8", but from the pics it looks like you have a “thick” setup (wasteboards + stock) and a long bit, so there must not be a lot of Z travel left versus the top of the Z axis ?
Let’s review. In order to get accurate movement:
- the origin set in the file should match the origin set relative to the stock
- safety/retract height should not exceed what the machine can lift to once zero is set
- the correct post-processor must be set in Carbide Create — using one for homing switches when zero was not set with homing switches can be disastrous
- any tool changes must be done in a way which allows Grbl to know or determine the new tool length offset
- steps/mm in Grbl must be calibrated if they deviate from what is expected — usually this can be done just by setting the correct machine configuration under Settings in Carbide Motion (choosing HDZ when one has a Z-Plus is a frequent cause of cutting too deeply)
I have 1.25 of z travel. I have two sheets of 3/4 MDF. I had this problem before I added the second waist board. I also have the same problem with short v bits . I set the cut at .125 and it cuts down to .375. my machine seams to cut .285 deeper than what is set in the order.
Everything is set correct and I have an HDZ and it is set for it. I have two sheets of MDF for the waist board and I was having this problem when I had one sheet. I use the Bitsetter and the Bitzero. It is off with or with out them
- If you jog the Z axis manually by 1 inch (for example), does it actually move by 1 inch?
- After you use the BitZero, if you jog down to stock surface manually, does Z read ~0.0 ?
1 Like
I would like to thank you guys for making me slow down and think my problem thru. In the settings page it was set for the HDZ Full X. I changed it to the Z Plus Leadscrew and it is cutting to right depth and I have tabs. I also did a v bit and it came out right. I would like to thank you and WillAdams for your help.
Thank You
2 Likes
This topic was automatically closed after 30 days. New replies are no longer allowed.