WillAdams
(William Adams (Carbide 3D))
11
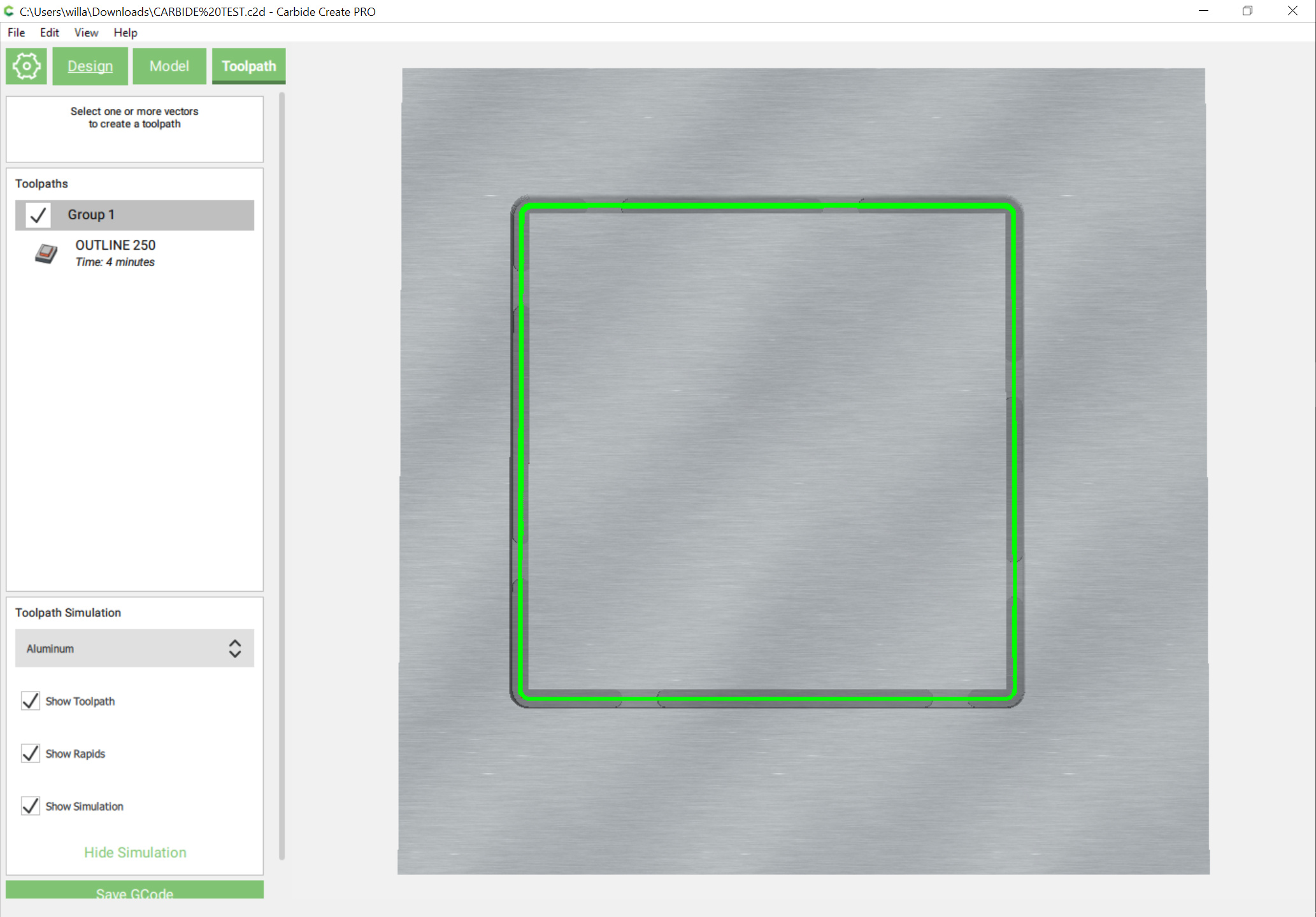
Okay, that has a toolpath, and tabs:
I’d recommend adding geometry around the perimeter and cutting as a pocket down to at least tab depth:
Do you mean to be cutting the part from the inside out so that the hole dimension is defined by the geometry?