I recently tried machining a small double-sided cross pendant on my HDM.
Using the cut settings shown in this Carbide 3D video, it turned out pretty well. But there was about 130 - 150 microns of xy misalignment between the top and bottom operations.
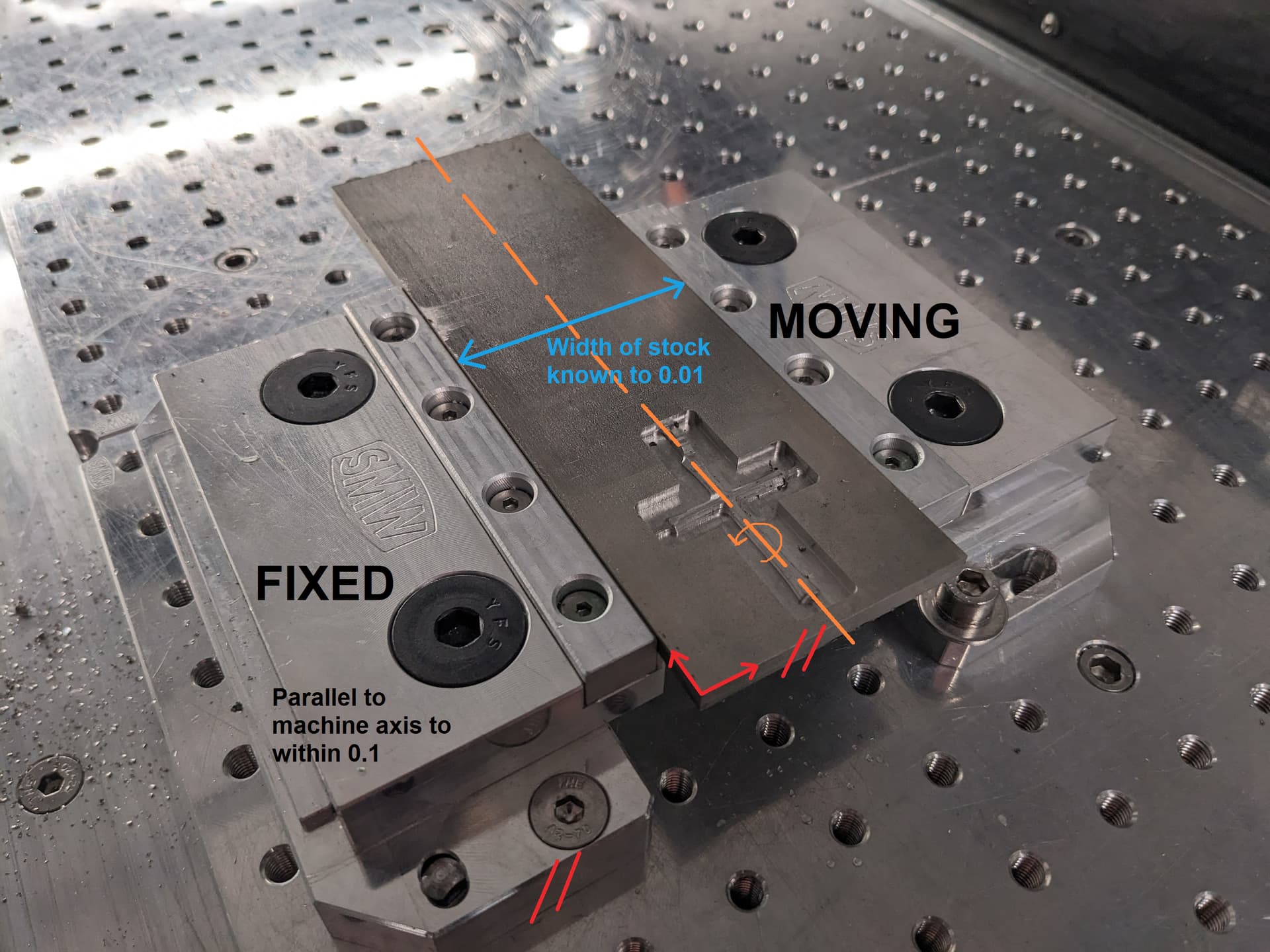
I started with a piece of precision ground 303 stainless, and programmed the toolpath so that the pendant would be centred on the piece of stock. I held the workpiece in a SMW mod vise, see a photo of the setup below:
So my question is, what is the primary source of error in my setup?
Keeping the edge of the stock parallel with the front of the vise between operations should produce a repeatable y-coordinate location, but I measured ~100 um of y-error between flip operations.
The fixed jaw of the vise should be a repeatable x-coordinate location, but this was even worse at ~150 um between flip operations. I do recognise that variability in the width of the stock could impact x-error, but the stock is only variable by ~10 um, so I suspect some other source of error is dominant in my setup.
I was unable to easily determine z-error, but the part is supposed to be ~2.8mm thick, and it measured 2.6mm when removed from the machine. I used a deadblow hammer to check that the workpiece was fully seated in the vise before each operation.
Since I have no tool change operations, could it be possible to improve zed accuracy by eliminating the tool probing cycle?
If anyone has any suggestions that might help me improve the repeatability of my setup, please let me know!
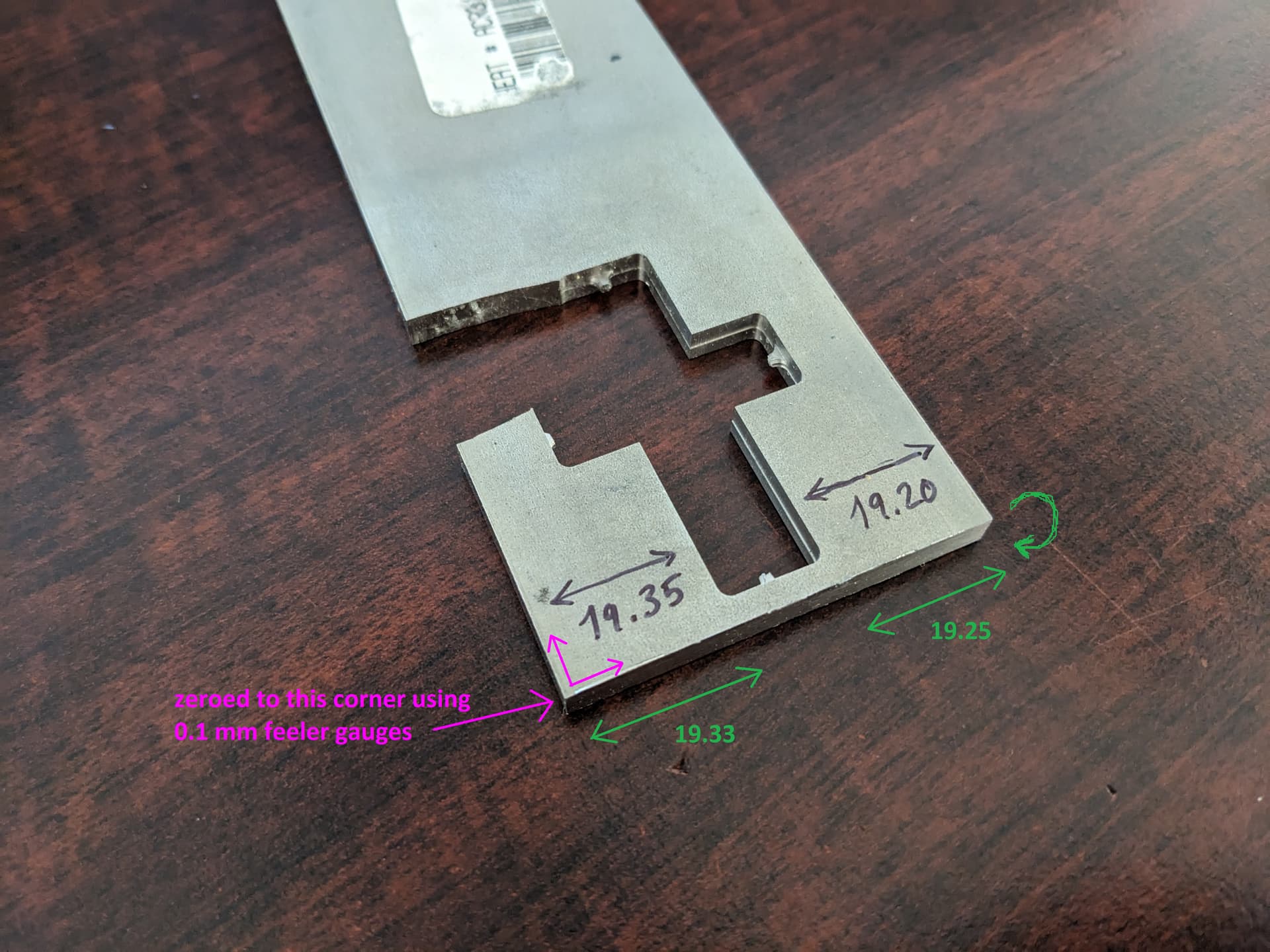
Since my account is considered a “new user”, I was only able to upload one embedded photo in the post above. But here is an additional photo, showing the xy error visible in the finished part (or at least, obviously visible as a horizontal line in the stock):
On the first side you cut, is the remainder of stock material to either edge the same?
I have found, in my few attempts at Double-sided carving with wood, that most of the error happens due to the inability to start at the exact center of the stock piece. The most reliable way to keep everything equal around center is to machine the sides of the stock equally from center, then place blocking against the machined sides before flipping. Even then, depending on how well the material is cut vertically & how well the spindle is trammed, variances still pop up.
I zeroed the job at the corner of the workpiece (pink), using 0.1mm feeler gauges and a 1/4" solid carbide probing tool. I zeroed zed in the centre of the stock to try and “average” any non-flatness/non-levelness of the stock.
I have a bitzero V2, but found that probing manually with feeler gauges typically gives better zeroing precision than the bitzero does.
I’m not sure why my zeroing failed so badly on this job though. I was expecting the workpiece to be better centered considering the stock has very uniform width, and is easy to probe.
Thanks for all your help, and I’d love if you have recommendations for how to zero on my stock more precisely!
I prefer to use the same physical corner for both setups. So your front-left-top corner on setup 1 becomes front-right-bottom on setup 2. Or front-right-top if the height isn’t critical.
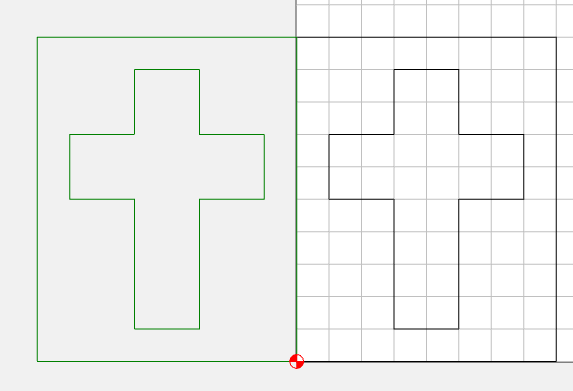
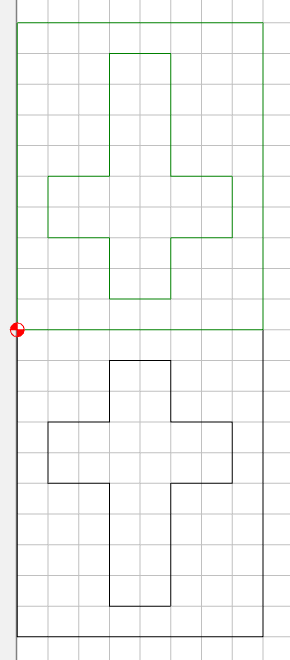
You have to get creative with the zero point in CC, either set the 2nd side up off the workpiece, or use a “Center” zero point and make the workpiece in CC double size.
Or flip front to back so you’re using the fixed jaw of the vise to align both sides.