The Problem:
Wood chips/dust stuck in the cut. Really stuck, like cement.
Technical (Please ask if you need more detail):
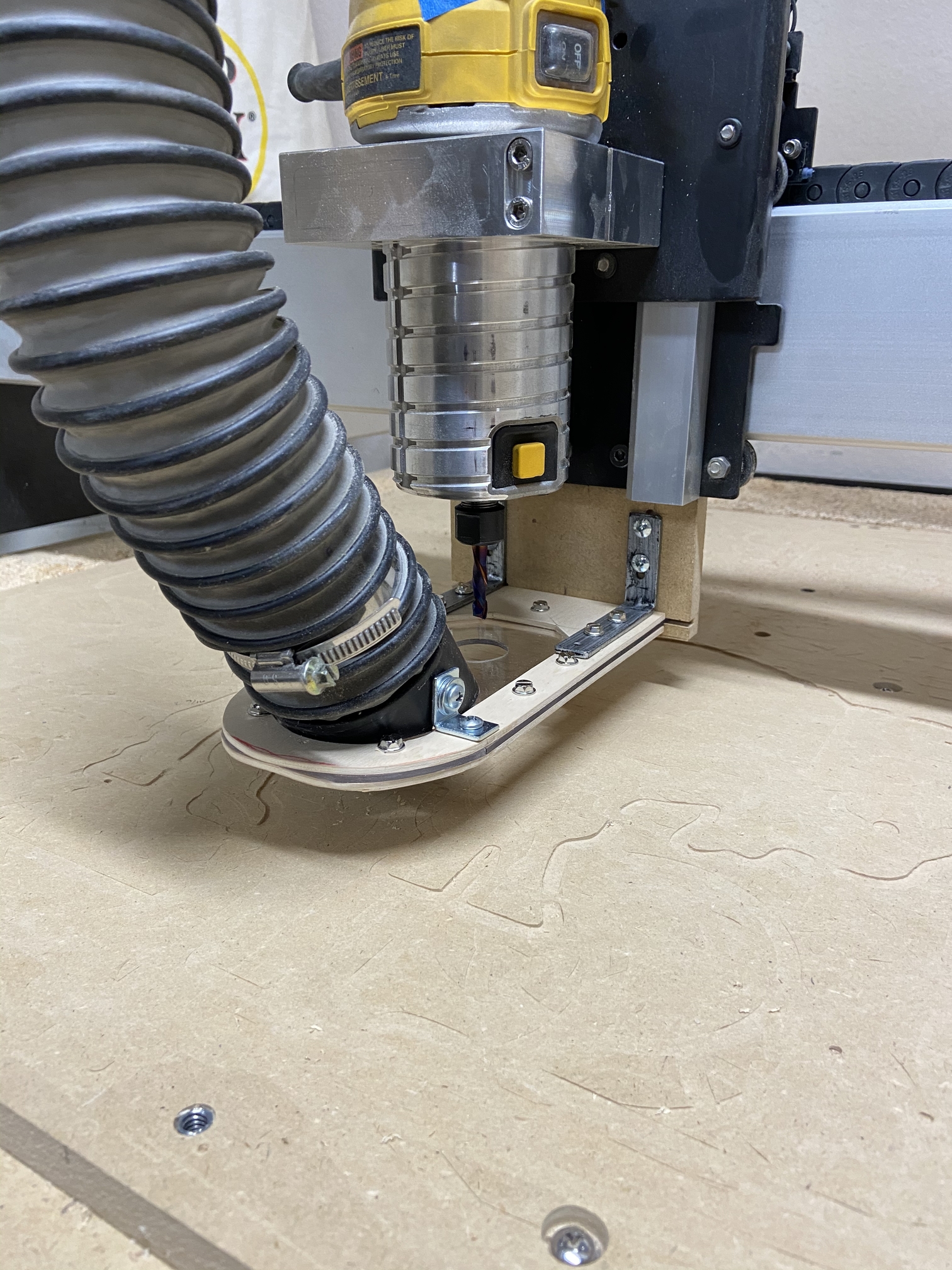
Running a DeWalt router on a Shapeoko XXL. Using .25" Spektra 2-flute compression endmill. Homemade dust boot. Feeds/speeds roughly derived from G-Wizard. Most all cuts are full bit-width cuts. Cutting 3/4" Birch plywood from Vietnam 11-13 layers.
Context:
I cut 3/4" plywood all the time. Almost exclusively. Many species. But this is my first go with this wood. During first cuts, the chips/dust collected in the slot. I know from experience why this is bad (bit heat/wear and possible redirection of cut). So, I adjusted feeds/speeds to generate larger chips. They’re bigger with no side effects, but chips still stuck. More adjustments may be necessary.
Then, I focused on dust collection. Since it was on my to-do list, I remade my DIY dust boot to be more efficient. Was successful at clearing chips during pass 1 of 3. Here was the result in case you’re interested. It works well on all other projects.
Since the problem persisted, I decided to eliminate the dust boot and jump right to holding the vac hose over the slots during the cut. Mild success. Like I said, cement. In many places, the debris only comes out when first jabbed with something. I suspect the few middle layers are forms of MDF. That stuff gets obliterated into micro particles when cut. That could pack in tight and cause the problem, but I don’t know how to verify.
Request:
Please respond if you’ve resolved this issue before or can help me troubleshoot. I use this machine to make products. I do NOT have time to babysit every cut. And for anyone wondering why I’m bothering to make this work when there are other ply options, I have good reasons based on my needs, but don’t want to waste others time with those details here. Thank you!
Are you cutting slots just as narrow as the endmill?
Best practice is to cut as a pocket down to at least tab depth:
and I’ve found that while a narrow slot will pack with MDF debris, a wider one will allow dust collection to pull things out more efficiently, avoiding that problem.
It’s one side of a wine rack. For scale, each hole is 3.5" dia. Everything white is waste area.
I think I’ve seen the “adding geometry” approach before. I see the benefit considering my issue, but I’ve avoided that technique because it requires nearly double the cuts (faster bit wear) and double the job time. Plus, for that approach I’d prefer a good down-cut bit for passes 1&2, but swap to compression on pass 3 to save the bottom side. That costs more time and is a pain without a tool changer. But if that’s the only solution available…
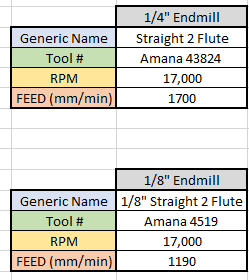
I cut a lot of plywood, and the only suggestion I have is trying a straight cut end-mill. I utilize an Amana 43824 for when I cut in 3/4" Baltic Birch, (11-13 Layers).
You mentioned how you want to change endmills depending on if it is a top or bottom of the cut, I found using this I get perfectly clean cuts on both sides. This may help with chip evacuation also, as you do not have chips being thrown up and down at the same time.
Good suggestion. I’ve actually not tried straight flutes. Compression mills have always been suggested for plywood (when cutting 100% DOM). But most of a compression pushes chips down. Never caused me trouble until now.
BLKKROW - If your cnc setup is similar to mine, would you mind sharing your feeds/speeds on 3/4" birch ply?
Has anyone considered the impact of the router (DeWalt in my case) blowing air down onto the cutting surface? It’s good for many circumstances to disperse lingering chips, but in my case it seems counterproductive.
With a compression mill that first .25" upcut portion does most of the work, but is only needed at the bottom. I just suspect that separate downcut and upcut mills used on one cut would be more efficient and higher quality.
I’ll definitely grab a straight flute and see what happens. They’re cheaper I hear, but wear faster correct?
Here is what I use when I cut 3/4" Ply. These may be conservative numbers, but I run just a standard XXL with an HDZ, so no upgrades to motion in X/Y.
I could never get a compression endmill to cut at full depth without deflecting, which is why I switched to a straight cut endmill. If possible, use a ramp to enter the cut and you may need minor finishing.
Nice clean way to present that info. Thank you for sharing it. Gives me a place to start with testing. I’m eager to see what happens.
What is an HDZ?
If straight flute is smoother for me too, that would be great. I’ve always had to sand/repair after cutting. Compression mills chatter and deflect, but I thought that was the fault of speeds/feeds not dialed in.
I do use ramp feature, but with this particular batch of birch ply I have to plunge straight down or I get tearout during ramp (due to upcut portion of compression bit). Curious how straight flute will play with this highly temperamental ply. Too bad my requirements for any plywood is so high. What I need doesn’t really exist without droppin’ major cash. And that’s no good for business.
Thanks, the S&F’s I included are a spreadsheet where I keep track of what works by material. This is an HDZ: https://shop.carbide3d.com/products/shapeoko-hdz?variant=32045030670397. When I bought my Shapeoko the only option was a belt driven Z-Axis. So as soon as I could upgrade to a better Z-Axis I went for the best thing I could to prevent future upgrading.
I have a Suck-It dust boot, and soon will be trying the Sweepy 2.0.
I don’t know how you have your cut setup, but I recommend a rough cut with climb milling and a low DOC. Then a finishing cut with conventional and higher DOC.
The rough cut should have some stock to leave, with the finishing cut at the final dimensions. This will give you a better finish and it allows more space for the chips to evacuate.
I’m not 100% clear on what “allows more space”. The whole cut setup you described? Or are you referencing the use of Adding Geometry as Will mentioned above?
One good idea I did get from you statement is that I should add additional pass(es) to each cut. Shallower passes means less chips and easier removal. Great point! I’m currently taking 3 passes on .692" thick stock. If that’s not what you meant, please clarify.
I use Cut2D Pro to create cut files. Doesn’t have a ‘rough cut’ setting. I use Conventional and I aim for low DOC. Though Low is subjective.
Cut2D has last pass as part of each toolpath, but I think it only runs after DOC is achieved. Maybe that’s why I’ve only used it to smooth things out. But I could assign a second toolpath on top of the first at full DOC and remove the last bit of material. However, wouldn’t that be the same as letting a 4th pass do that? Minus flipping cut direction? Thanks
I call it a “rough” cut, but it is not an exact name of a feature within CAD software. I do this by leaving about 0.5mm to 1mm, on the outline of the cut, this is why I define it as “Rough”. After this cuts to full depth at a smaller DOC, there is now a slot in the plywood. So when you input a “Finish” cut with no stock left on the final dimension, you will have that 0.5mm to 1mm space where the end-mill is not cutting. Essentially leaving a space for the chips to exit the cut.
Again I use conservative values, but my DOC on a rough cut is anywhere from 1mm to 2mm when using a 1/4" end-mill. Then about the same for a finishing pass or slightly more, depending on material, etc.
Hopefully to make it clear, I run two operations for one feature I want to CNC. One is a rough cut, which is exactly that rough, so its not to final dimension and tool deflection may occur but it doesn’t matter, because there will be a finishing pass.
I understand now. Thanks for sharing the details on that. Now, I need to make some changes and see how things turn out. I really appreciate all your help!
By the way, I just found the setting in Cut2D that allows for a final pass with a set material removed. May not apply to you Kyle, but maybe other users.
In my case, the solution was to switch from my trusty compression end mill to an Amana 45210 straight 2-flute. Very similar to what you recommended here, Kyle. With feeds/speeds dialed in on the straight 2-flute, I got bigger chips right away. That translated to significantly better chip extraction, which solved my initial problem. Thanks again for the recommendation. And thanks to everyone else for your input. I’ve changed more than just a bit due to what you shared here.
I am still stumbling my way through my Shapeoko, but I have found that speeds & feeds is really important, even if it is soft wood. I have not seen that end mill before and it may fit my needs more, so thanks for the link.
Okay, I have a question, what do you look for to avoid the voids in plywood?
I don’t mind if its a bit pricey, just as long as I don’t have to trash a piece after finding voids inside…
Sometimes, I feel as though I’m looking for a miracle. I’ve gone to many wood vendors and tried a variety of species, face grade levels, layer configs and compositions, and source countries. They all tell me that voids are nearly unavoidable.
You’ll get a variety of void sizes. That means some smaller ones may be acceptable to you. Plywood with 5 core layers can have very substancial voids because each layer this thick. Plywood with 11-13 core layers will have smaller voids, but depending on what you’re making, those small ones may still matter. Plus, you can only get the 11-13 layers in a couple species. Baltic Birch, Birch, and from places like Russia and Vietnam.
Look for higher face grades. Front and back. They’re not the same. But usually come with higher quality cores.
Also, identify the core material(s) used. Veneer core is always better. Avoid anything containing MDF core or mix that includes it. And for CNC, if they show you something called Lumber Core… run!
Always ask to see a sheet of any plywood before buying. Look around the perimeter of it and you’ll get a reasonable idea of the void situation. This is more reliable on 11-13 layer pieces.
Occasionally, I’ve found great stuff with minimal voids, the only difference was the source company. And maybe that batch. Just luck.
I could more soecific in some aspects, but I think this info will hopefully get you closer to making choices on plywood. Feel free to ask if u have more ?’s.
I don’t run a lot of plywood on my Shapeoko but I do run a ton of it on my much larger machine at work. In my experience, combination MDF and ply core plywood has been the best. It cuts the nicest and I rarely encounter voids. When I do, they are small. We buy it in large quantities from a local distributor. If you don’t want MDF in it at all, your best bet will be a high ply count material like Birch.

 Always key to keep track of what works on your machine, your material, the brand of mills you use, everything.
Always key to keep track of what works on your machine, your material, the brand of mills you use, everything.