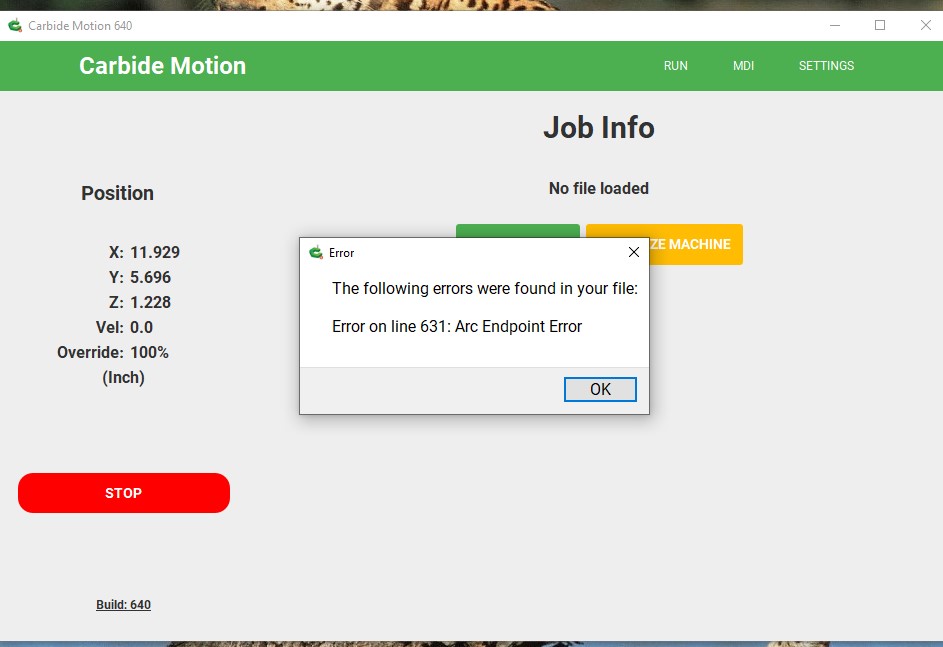
I’m using a dragknife in my machine (Shapeoko HDM), and I keep getting an ARC ENDPOINT ERROR when I open the nc file with CM. I don’t have to cut - just open the file - the error comes.
I tried 2 computers with CM640 - same result. I’m using Fusion360 and a plugin to generate the G-code from Donek to add arcs where needed. This should not
The way to get it to work in Imperial would be for Autodesk to correctly calculate the centerpoint of the arc for the given beginning and ending positions so that the radius is correct.
Grbl is quite allowing on this, so the deviation goes beyond mere rounding error.
That said, if you output in metric, but instruct Carbide Motion to use Imperial measure for display, Carbide Motion will convert the metric dimensions for the interface (save for display lines sent to the machine, those will remain in metric).
If your plugin is generating the gcode, there might not be a fix unless you talk to Donek. This is an error we saw a lot half a decade ago because of gcode coordinates that had rounding errors in arc endpoints. The solution was to output coordinates with enough decimal points that GRBL thought the math for the arc trajectory was flawless.
Fusion these days works fine, but the plugin you have might be the source of your troubles. Metric works because its inherently a smaller unit than inches. It basically gives you a free decimal point of accuracy.
So I calculated the error to be .001" - which in my opinion should be forgivable. Is there a specification for the error tolerance in the carbide motion controller?
We use GRBL, which has both a maximum absolute error, and a maximum error as a ratio of the radius. When you look up what they are, it’s pretty unforgiving.