Looking for a suggestion on a collet for a .118" shank endmill for my Nomad. What should I buy and will I have to buy a new nut?
Thanks,
Kim
Looking for a suggestion on a collet for a .118" shank endmill for my Nomad. What should I buy and will I have to buy a new nut?
Thanks,
Kim
ER-11 collets are an industry standard.
You should be able to buy them from pretty much any CNC specialty shop which carries ER collets.
A quick search for “3mm ER-11 collet” yielded:
While you can swap nuts from one collet to another it’s a pain, and it’s much easier to just get one nut for each collet and snap it in place.
I’m surprised the 1/8" standard collet won’t work — ER collets have a pretty wide clamping range.
Don’t cheap-out. Get a collet with some good tolerance specs or you risk exacerbating run-out in your mills. The one to which Will links looks good.
I have used the 1/8" collet that came with the Nomad down to approximately 2.8mm. The clamping range should be at least 0.5mm (3.175mm down to 2.675) for any standard ER-11. Some special collets have reduced range (some high precision, some through tool coolant, etc).
Just remember that the size is the MAXIMUM. If you stretch it larger, it will not properly hold and will likely be damaged. Even a 3.2mm tool in a 1/8 nominal isn’t a great idea.
I do keep a selection on hand-- both ER-11 and ER-32-- but that is because I also use them for workholding in the lathe. I rarely change from the one supplied with the machine on the Nomad, as I use 1/8 and 3mm shank tools with it almost exclusively.
These low profile collets and nuts work well in the Nomad https://www.techniksusa.com/metal/DNAcollets/about_DNA_collets.htm
I use them to help minimise cutter stick out (with a drilled out spindle) for milling titanium.
wow those are slick, thanks for posting the link
Spindle drilled out? Pray tell me more  How deep? Done with a drill press? Did you disassemble the spjndle cartridge first?
How deep? Done with a drill press? Did you disassemble the spjndle cartridge first?
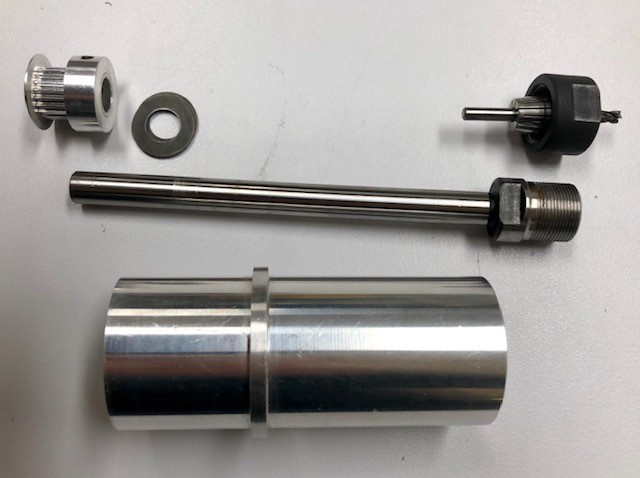
Re drilling? I couldn’t push 1/8th stub bits fully into the spindle to minimise stick out. The spindle was already hollow so I just drilled it out with a 3.5mm diameter drill in a small lathe. The spindle easily slides out of the cartridge after the pulley is removed from the top. Nb the spindles vary and one was not hollow on an older nomad.
aha, very cool. noticed the same issue with 1/4" bits and end up with a LOT of stick out.
i wonder if there’s a section view of the spindle available or rough drawing available. I can easily due the same on a lathe, but curious if there’s any concern to note
This image might help. Nb I’d look up inside the spindle to see if it is hollow and can be drilled out.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.