(upload://axdUhMiaa6EN9BNOn6W27xN6qTO.jpeg)

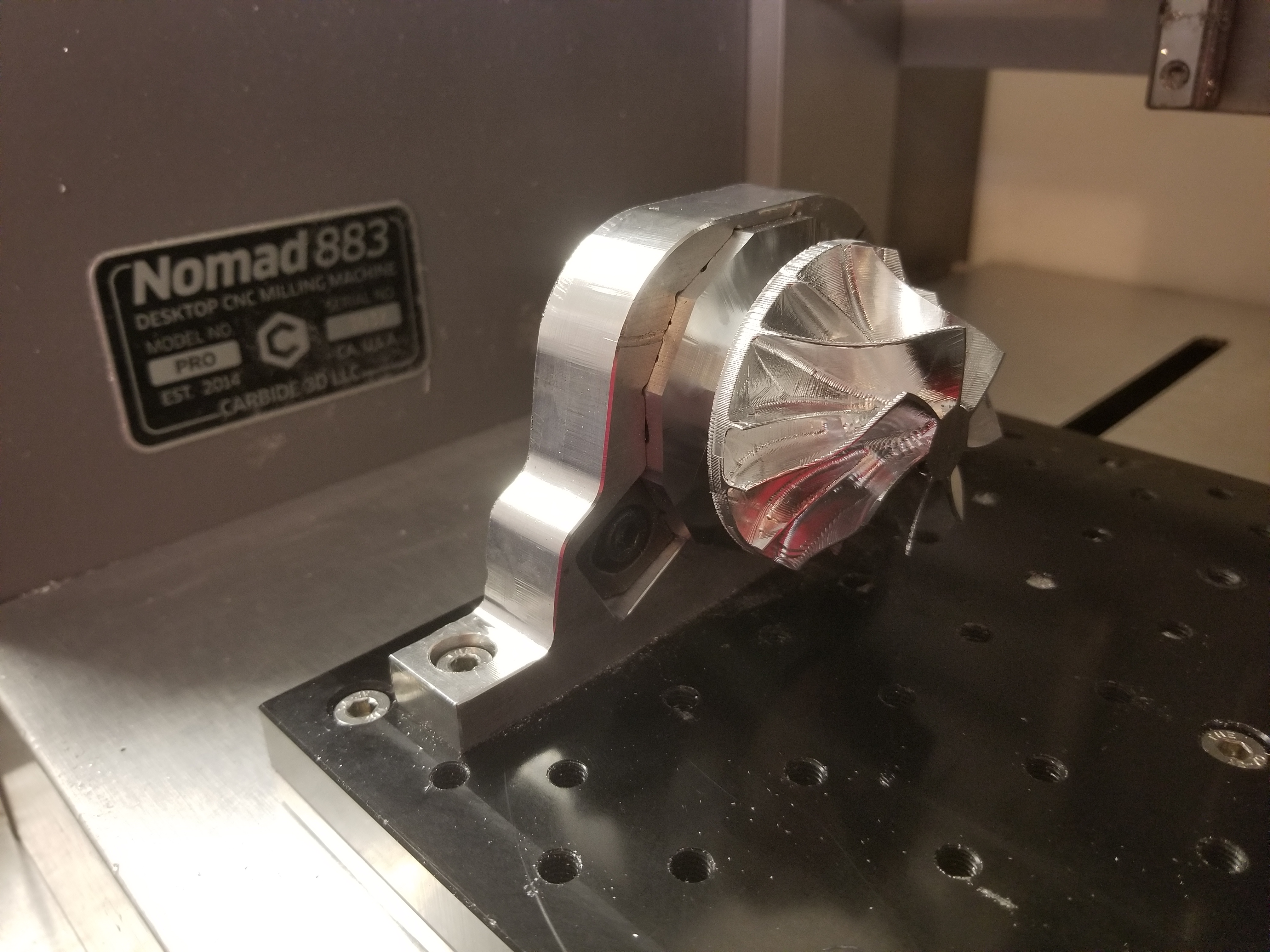
Last minute entry! turns out twelve sided parts can take a decent amount of time to machine…who knew.
The want for a 4th axis has been high for years and most recently has been up on the “rabbit hole” list. This challenge was a great opportunity to not only test and practice positional cam, but also to see if actually having a 4th axis would be worth it.
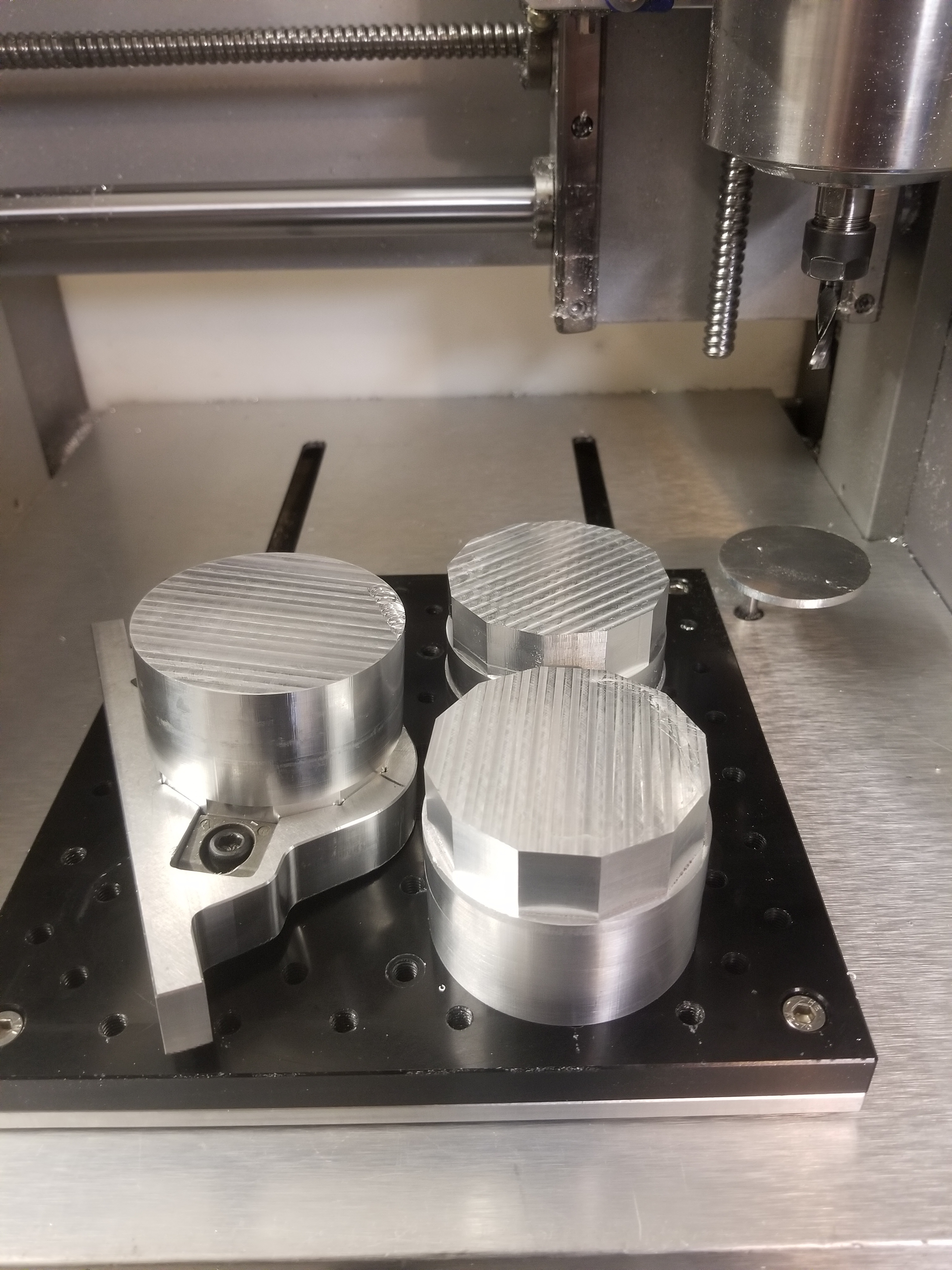
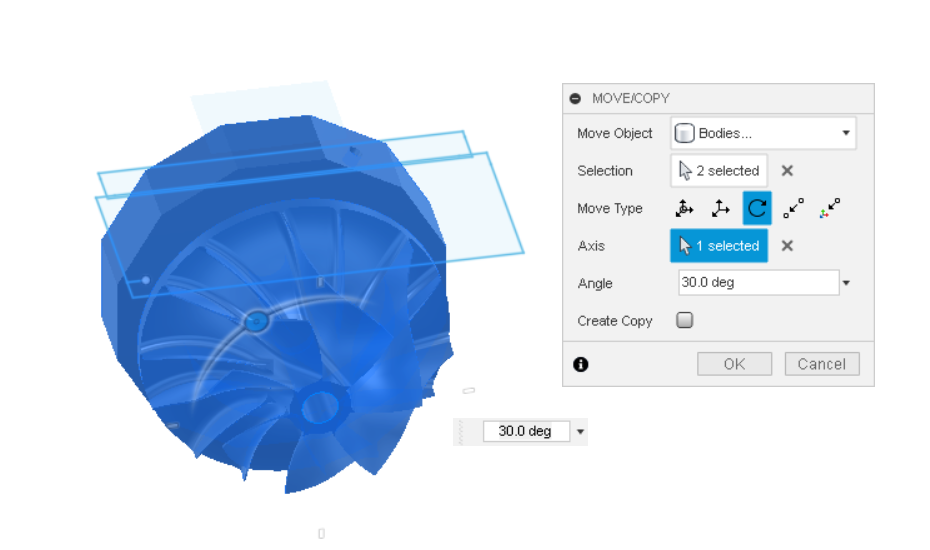
And while I didn’t use a dodecahedron, I designed my A axis fixture to use a dodecagon, this meant 30 dgrees of movement per spot. First was to bandsaw 3" solid round to around 2" and machine a fixture to hold the stock while the 12 sides and middle contour cuts were made. I then machined the 4th out of 0.750 plate and used the dodecagon to locate and do the final profile of the stock. Once three of those were done, the fixture was tapped for the pitbulls (love love love) and it was indicated in.
Luckily I was able to design the part to suit my tooling on hand and that meant all the work to avoid collisions and clearance problems was mostly done.
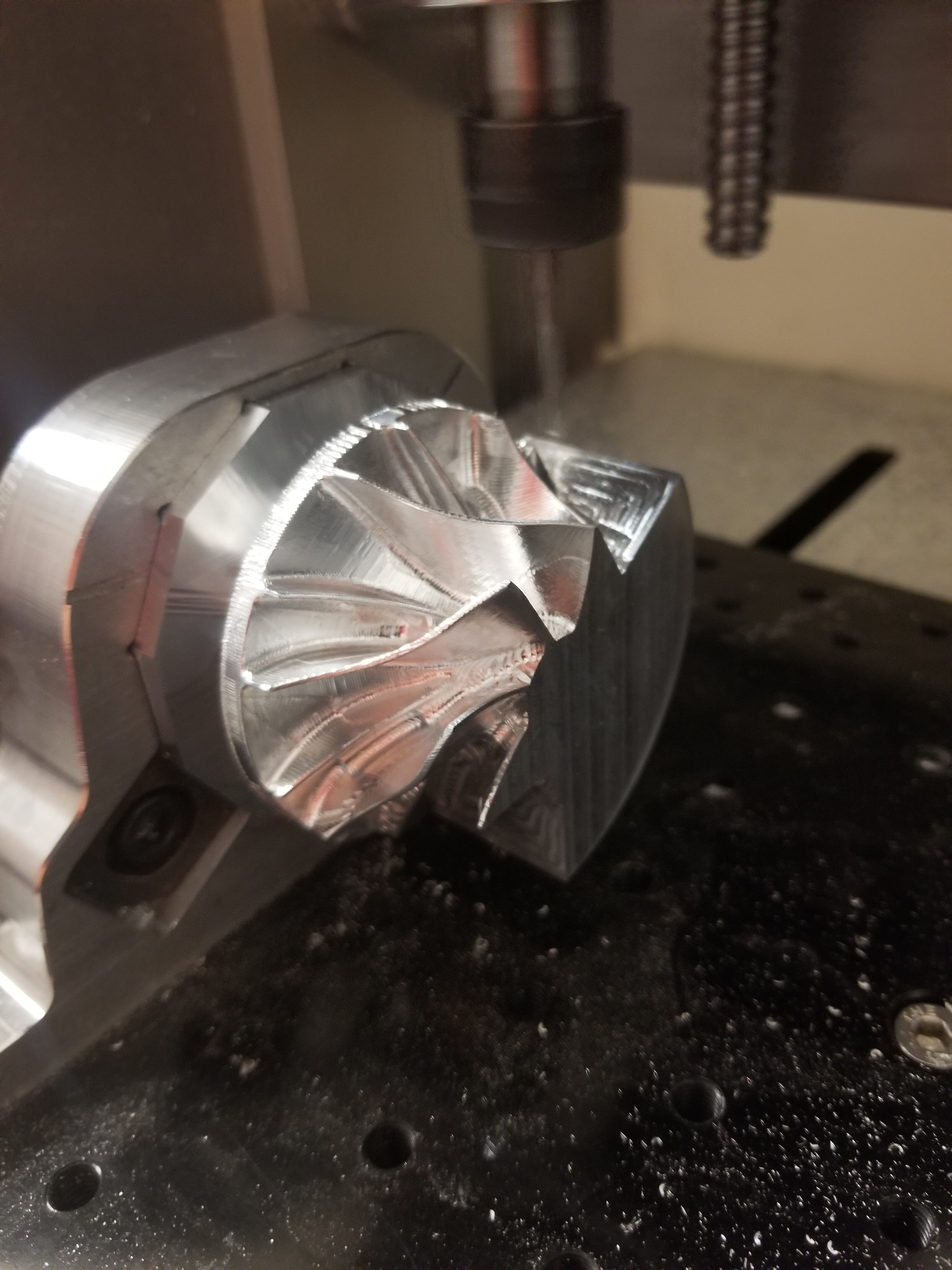
CAM - The most challenging thing aspect was trying to get Fusion to rest machine right between setups. I would rough halfway down the part to hit as many spots as possible, however on the next rotation I could not figure out how to rest machine off of the previous stock AND the setup stock. I believe this was because it was a manual rotation and I rotated the stock in the design window then created a new setup per side. I did this to use the same sketch driven boundary constraints.
When performing the next roughing cycle I was forced to air cut most of the side again which let to almost 2 hour per side cycle time. I estimated cycle time would have dropped to 40ish minutes if I could have rest machined the stock with the rotation taken into account.
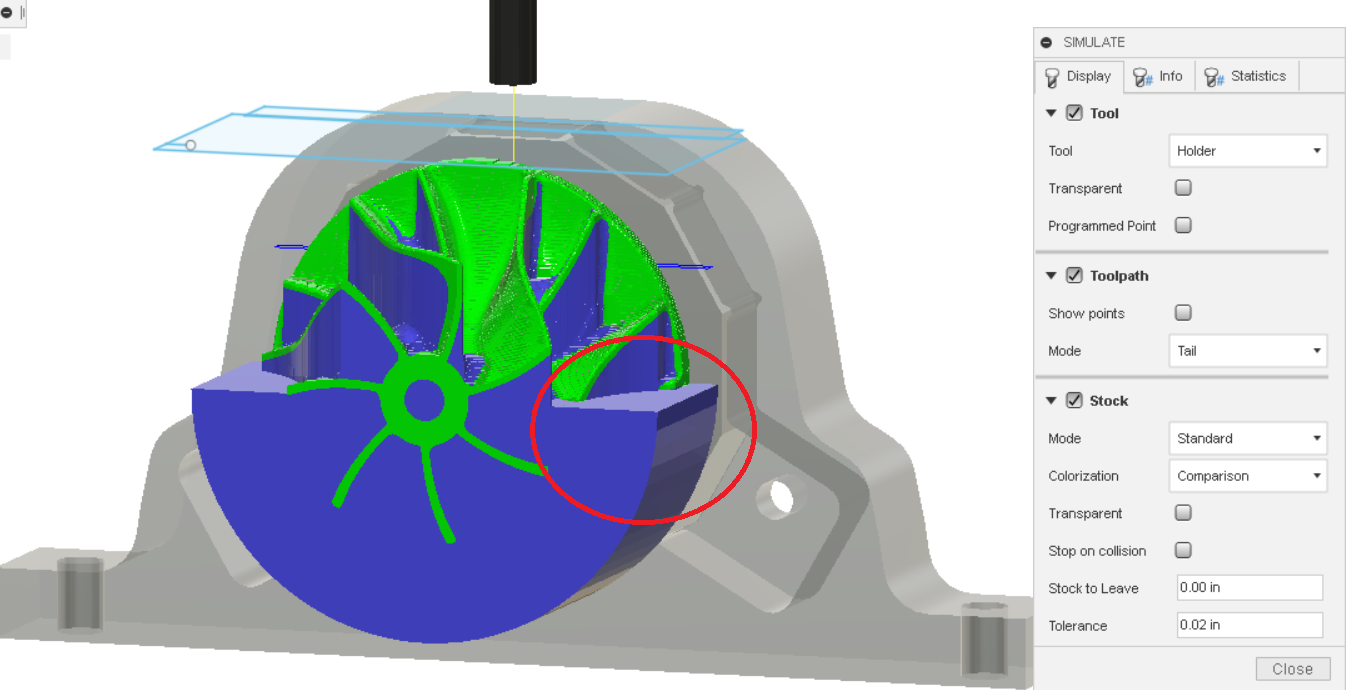
If using a real 4th axis I don’t think this would be a problem because you just use tool orientation in one setup. There are tricks I don’t know but that’s the point of things like this.
Cam was nothing special, 0.001 minimum chiploads but changed to a low doc high stepover to try and minimize the amount of air cutting.
Things and stuff - Fusion 360 rest machining is awesome but I couldn’t get it to work very efficiently with this type of cam, even using specific stock files. A Nomad with a 1.5kw aircooled spindle can be run day/night at 18,000rpm. When using long stickouts try using less axial depth and more radial, also more flutes can mean a more rigid core. This can make a difference in 0.125 tooling if you have good room for chip evacuation.
The part - Interestingly enough this part is only adaptive roughed right now and will definitely be finished soon. It will be fun to play around with some toolpaths to see what happens. Overall I’m beyond satisfied with this Nomad’s performance. This was the most complicated part I could think of and it handled it perfectly!
Currently the machine time is about 20 hours
But man, is it shiny and curvy! 
I’ll add more photos and vids in the morning.