Now that you all had a few days to sit and ponder about the meaning of life, it’s time to kick-off the next challenge!
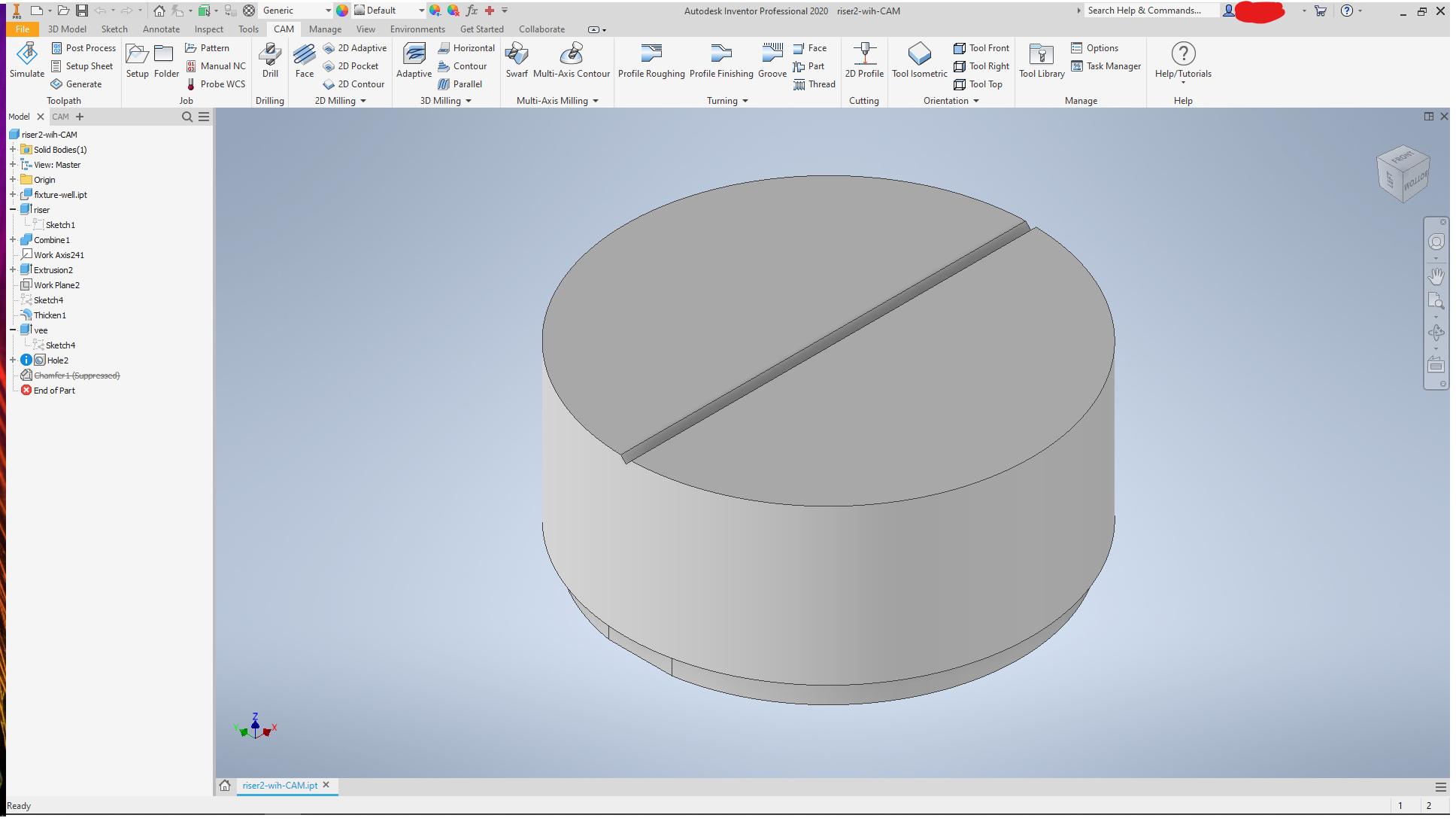
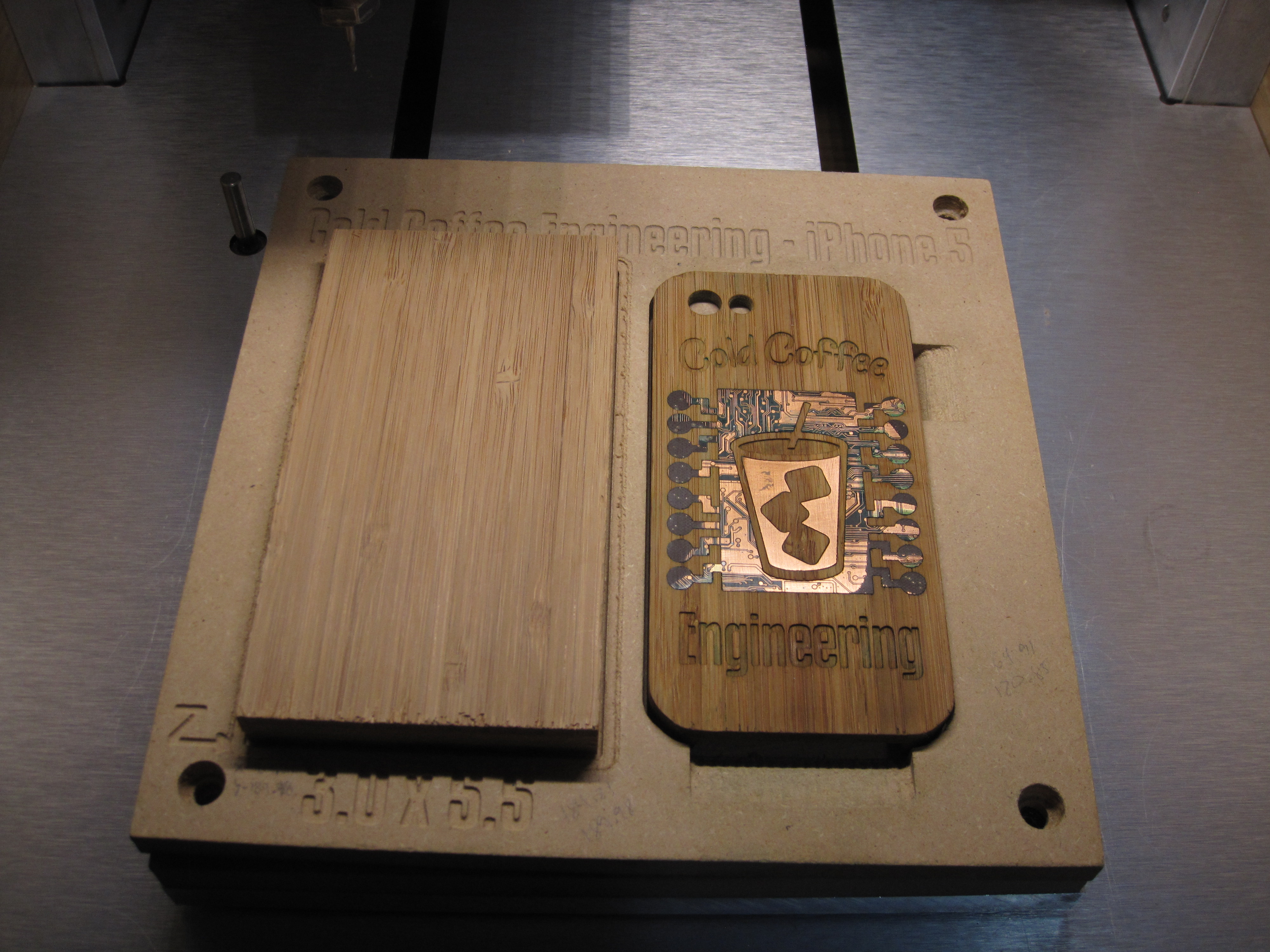
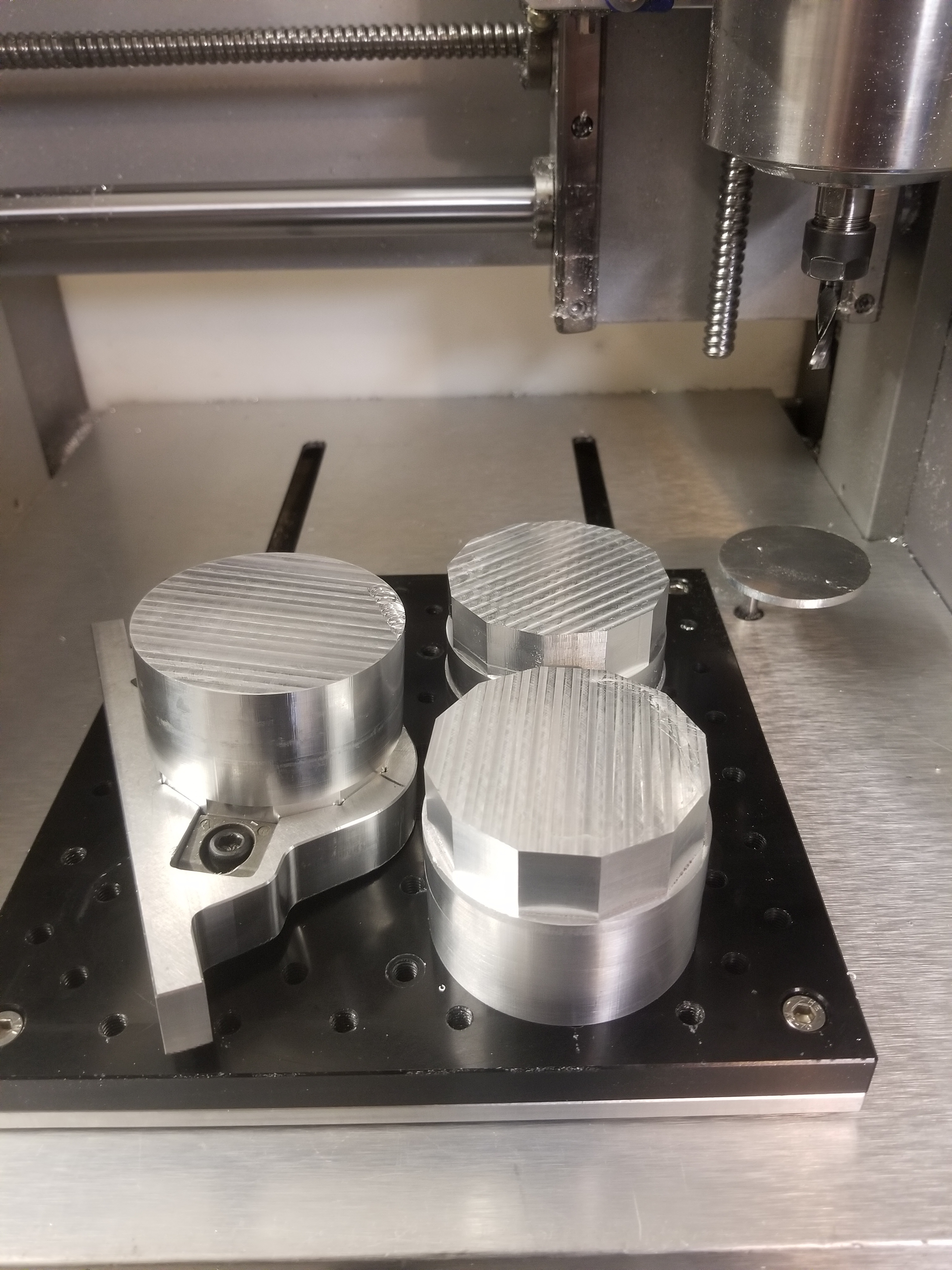
Challenge #11 is: Two-(or more)sided machining
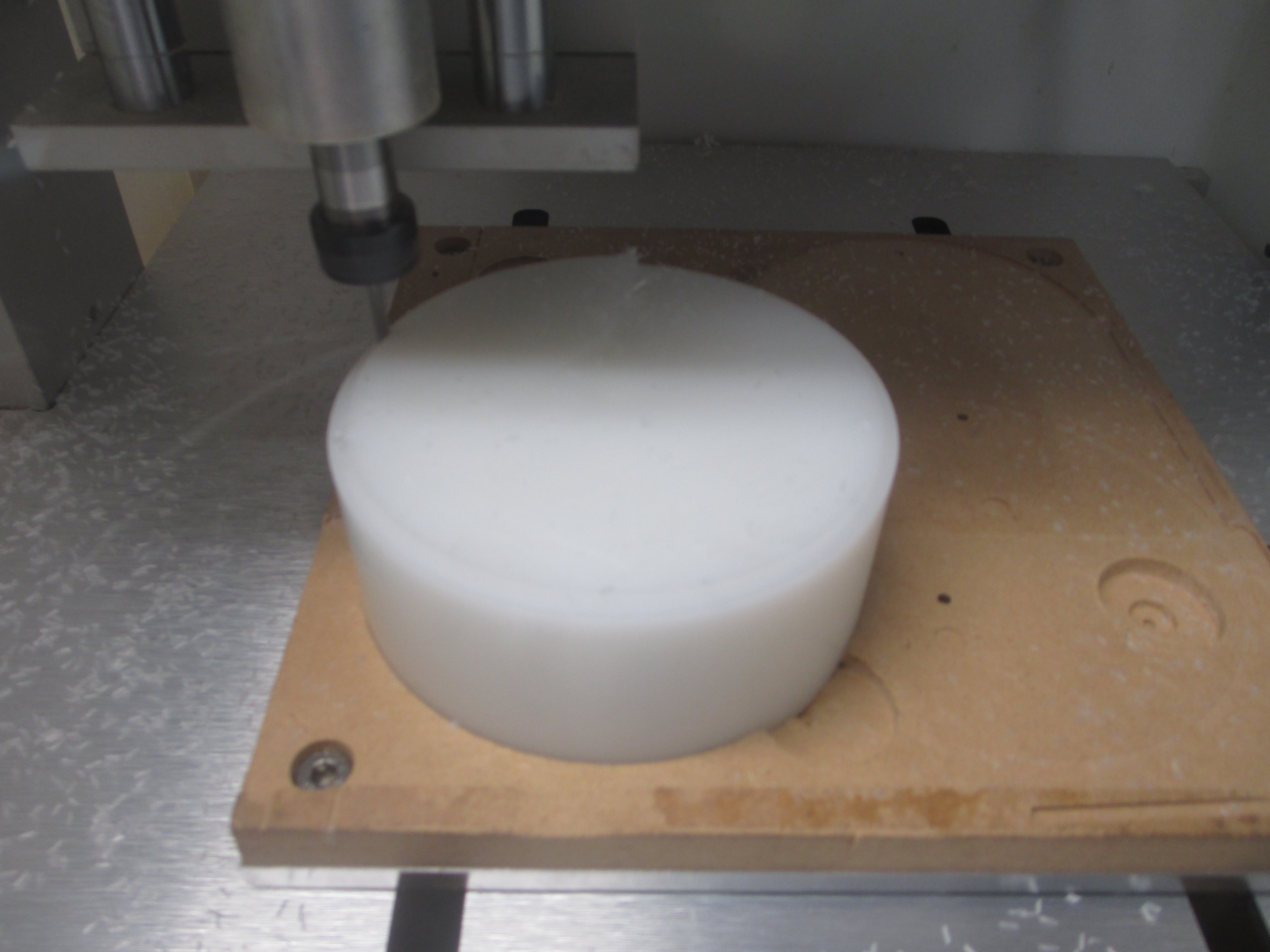
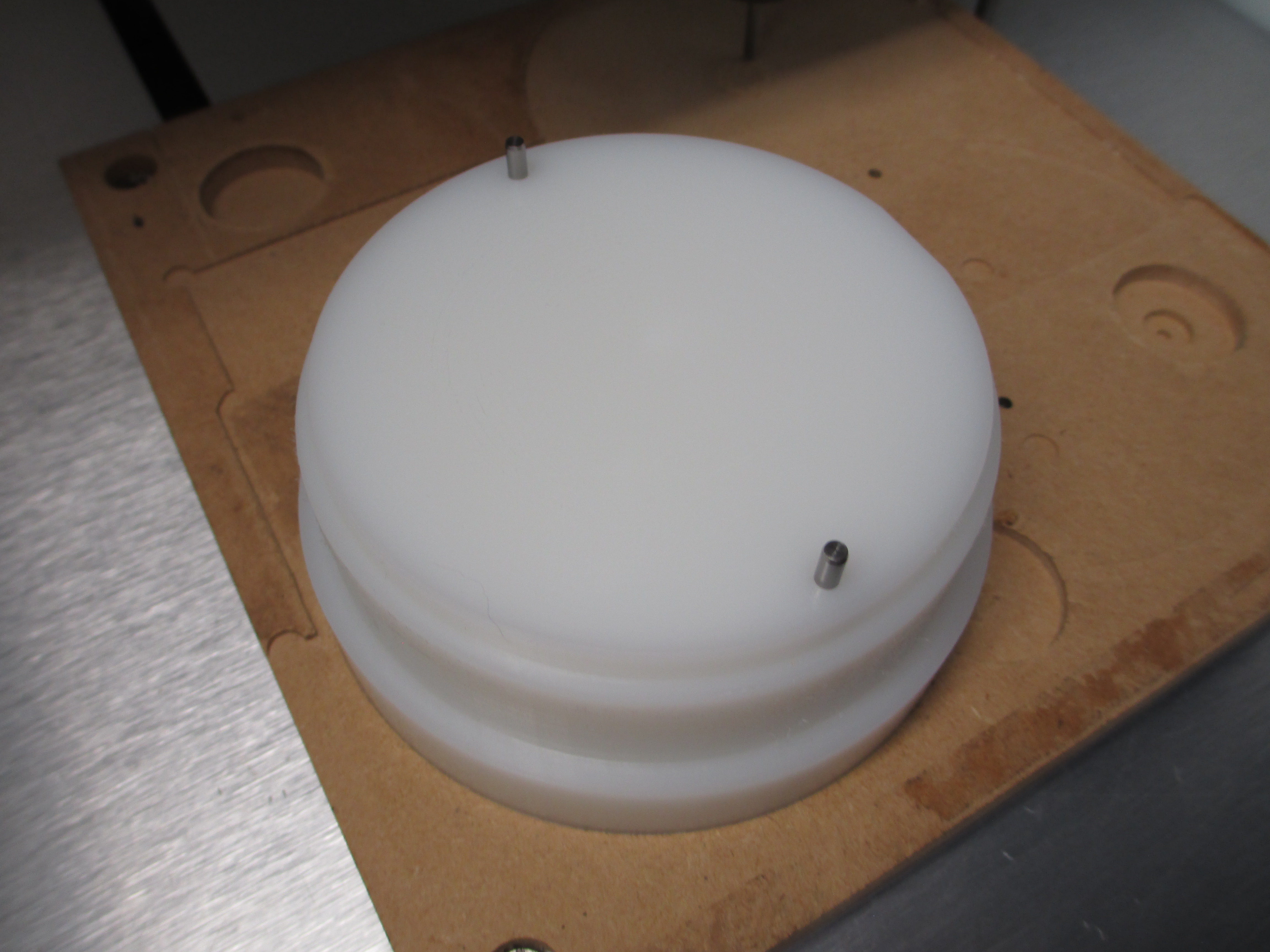
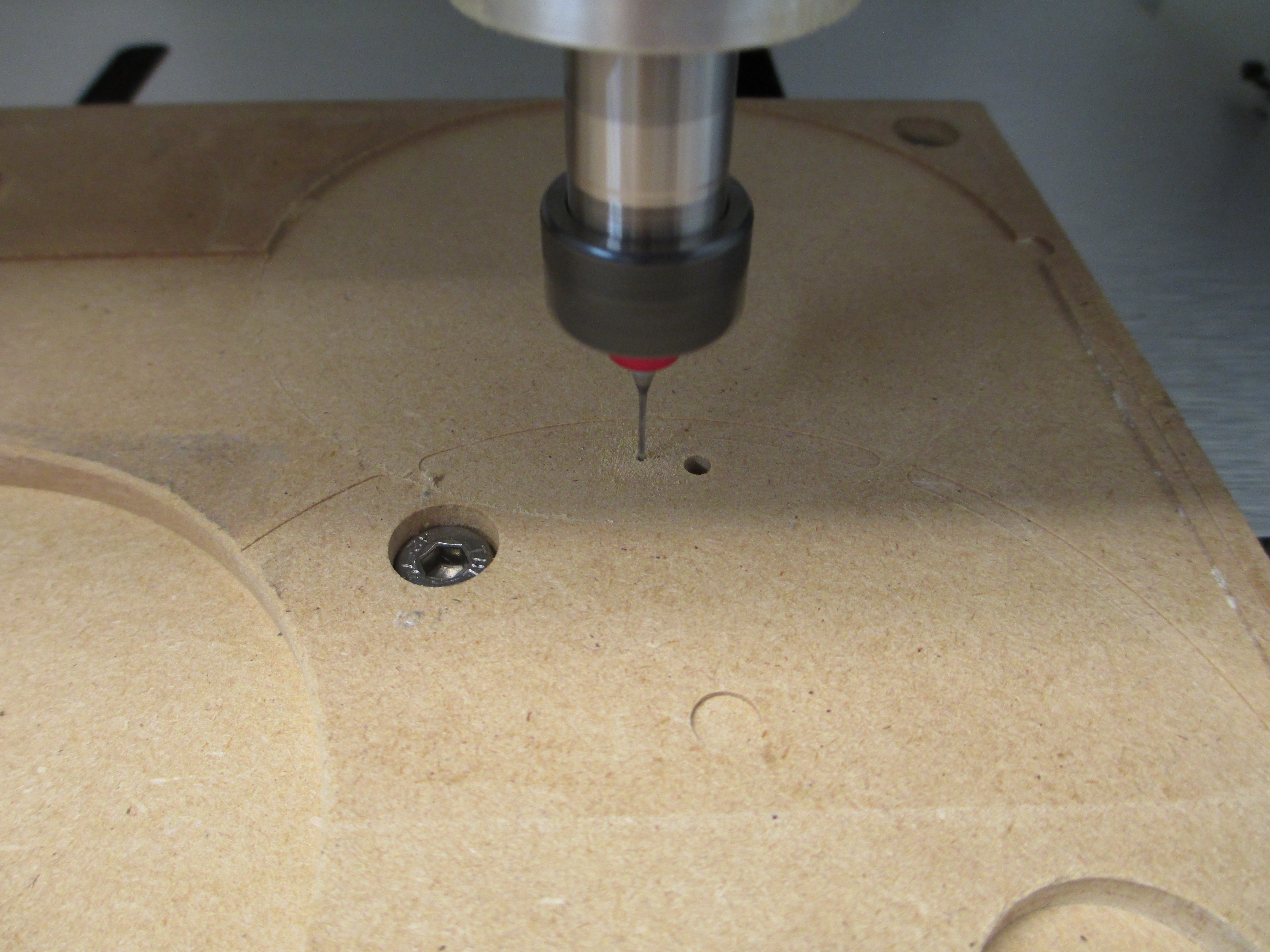
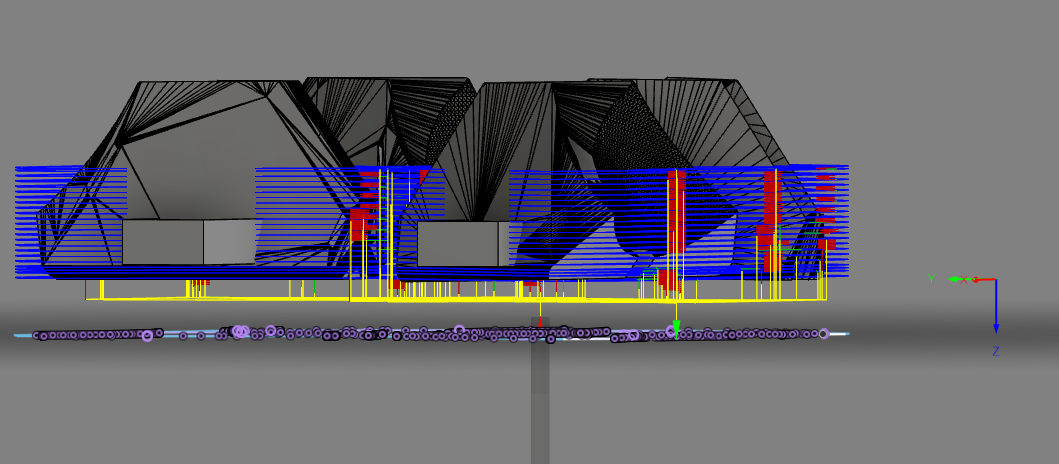
I thought it would be fun to try that theme to motivate those who never tried two-sided machining to have a go at it, while challenging those who master that technique to raise the bar and do multi-sided machining (dodecahedron anyone ?) or some really tricky two-sided pieces. So basically this is a challenge about dowels, jigs, and head-smacking when not flipping the stock in the right direction between sides.
The rules for this 11th challenge are:
-
submit your entry in this thread:
- the project must be made on a Shapeoko or Nomad
- the project must involve machining at least two opposite sides of the stock (i.e. finger joints on the side of the stock do not count), EDIT: and the project must involve alignement of the cuts on the different sides to achieve the final effect.
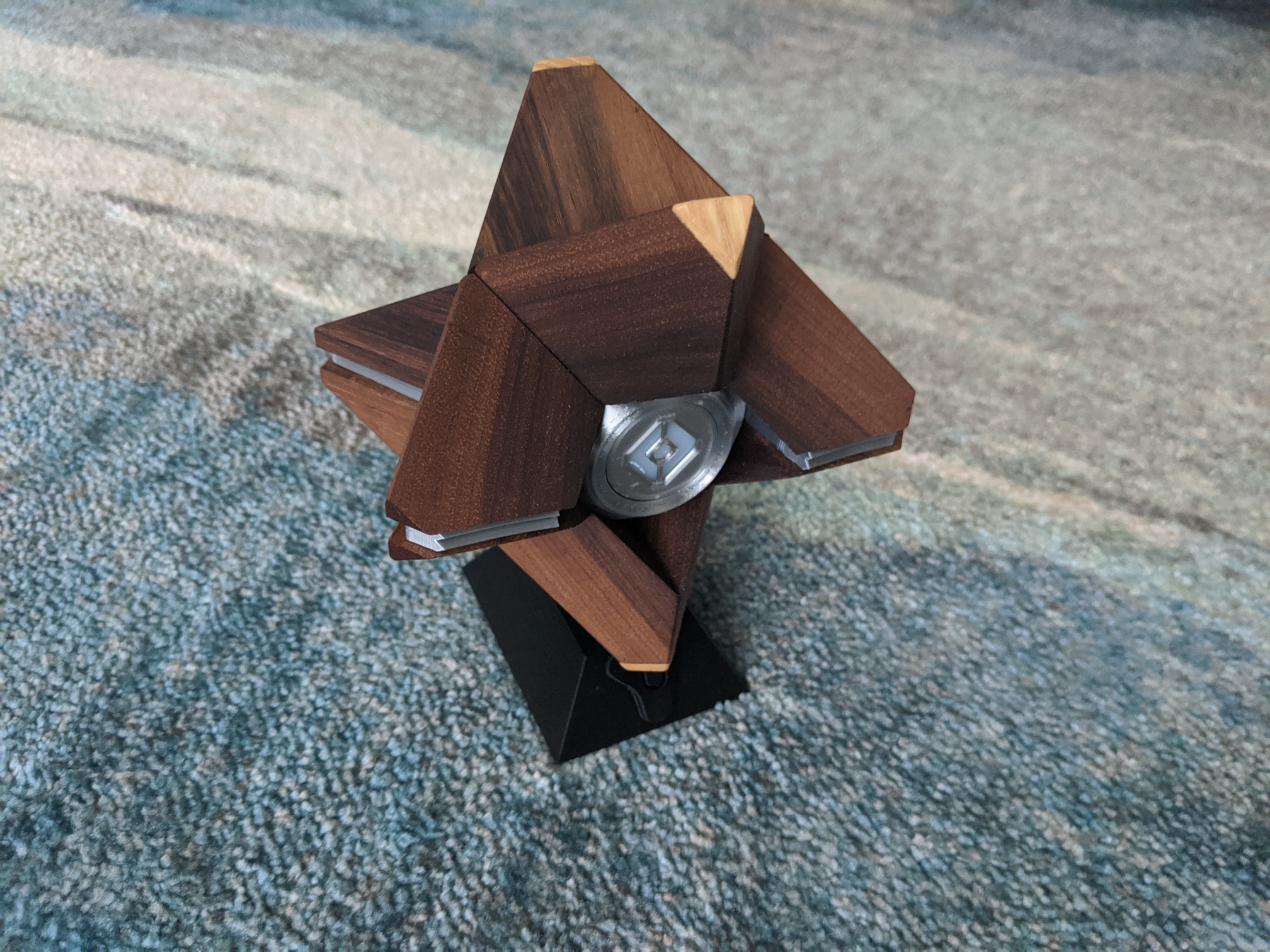
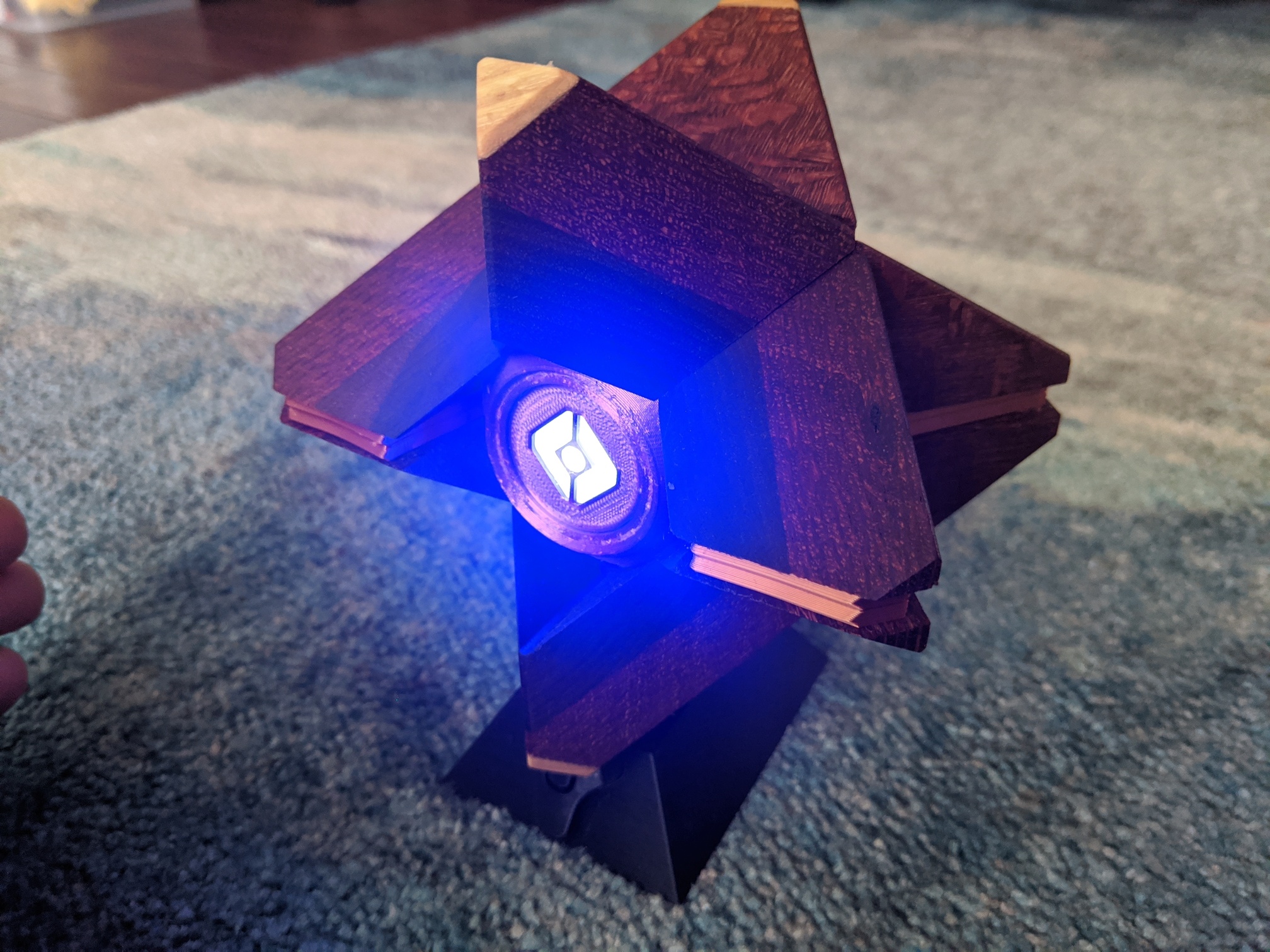
- you must include pics of the finished piece.
- you must include the design file (so watch out for any licensed vectors you might use, that might not be shareable)
- tell us about your mistakes, tips and tricks, etc…
- posting your project to CutRocket will get you a +2 bonus on the vote tally.
-
you can post multiple entries if you want.
-
timeline:
- deadline is set to Aug 2nd, midnight PST
- there will then be 7 days for voting.
- voting will be open to legit community members only, and the jury reserves the right to remove votes from “outsiders”, and will also break any tie.
Here are the prizes for this challenge:
-
First place: $200 credit on Carbide3D store
-
Second place: $100 credit on Carbide3D store
-
Jury’s prize: $100 credit on Carbide3D store
And some priceless Carbide3D swag too (+2 Karma)

Have fun machining






















 . Best of luck to everyone and its awesome to see the entries already coming in!
. Best of luck to everyone and its awesome to see the entries already coming in!