I’m interested in picking up a Nomad 3, but have a few questions that have come up as I’ve been browsing the forums and reading manuals. I’ve used a Tormach PCNC1100 at a local makerspace using Fusion 360 for CAM. I’d like to have a home option to use for small aluminum one off parts. Not too worried about speeds or time.
I have a few questions though:
I primarily work in mm and read something in another thread that was confusing about bitzero V2 and European users. Any issues using mm/metric with the 1/8" or 1/4" probing pins? I can’t find the thread I originally saw that touched on this, but will link if I find it. It seems like this would be a non-issue.
What is the purpose of having both the 1/4" and 1/8" bitzero probing pins? To keep the same size collet in the router when switching to the first tool after zeroing?
I’ve seen some other users milling their threaded tables flat or any other work holding fixture for that matter to insure it’s aligned with the x/y axis of the machine. Would the Saunders threaded table need to also be milled for tramming?
Is it common practice on these machines to square the vices?
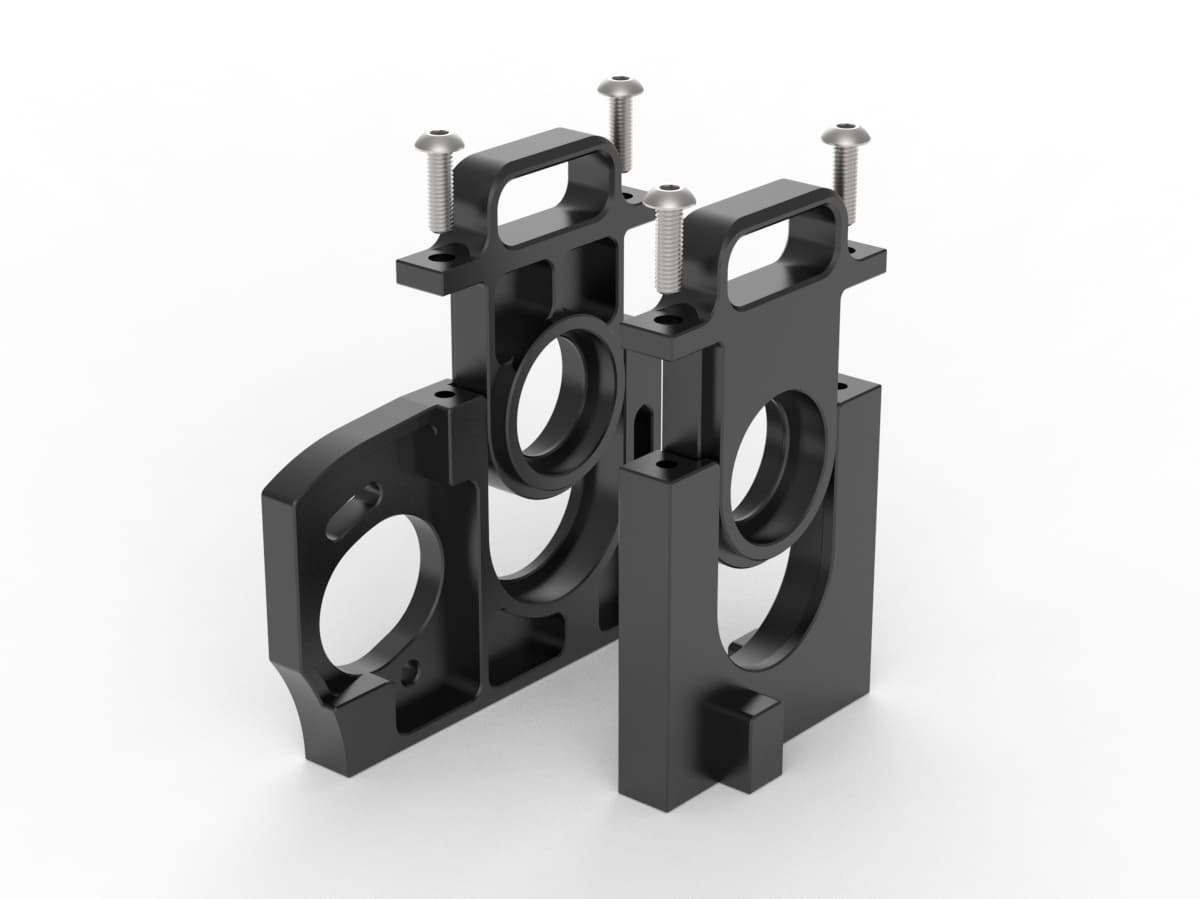
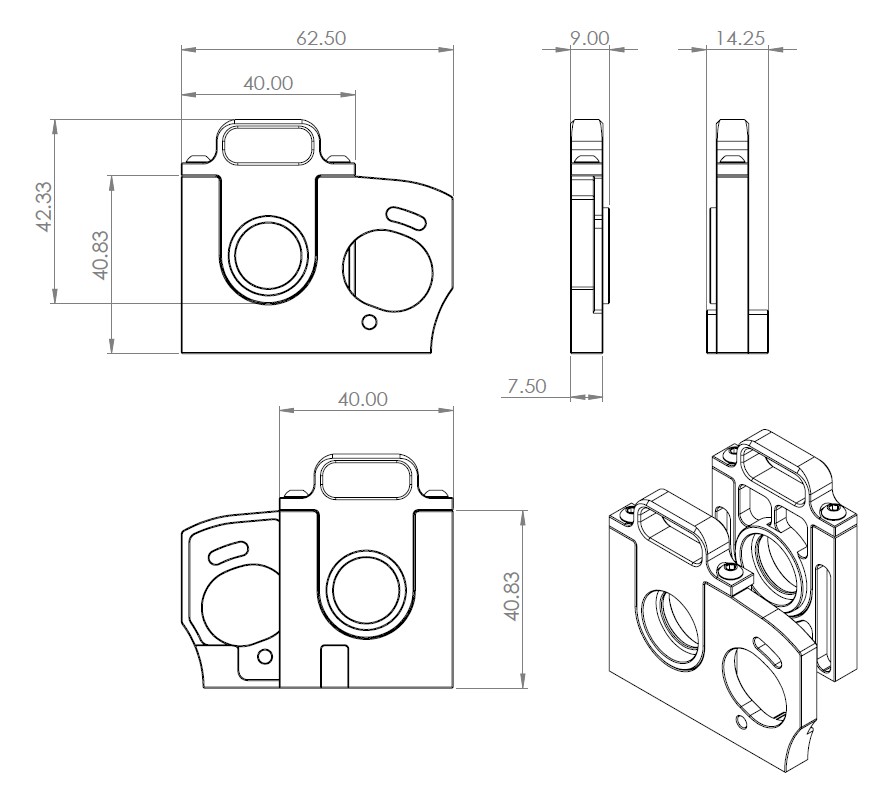
Below are examples of parts I would like to make on the Nomad. These are RC car parts:
It has been mentioned here that the standard N3 table is faced at the factory after the machine is assembled to ensure the top is true. I have replaced my table with SMW and in the process I indicated the top of the runner blocks under the factory table and found they are far from true and the factory table varies in thickness due to the factory corrective facing operation.
It took a couple of communications with SMW to try to tease out the correct way to fit their table, neither gave a 100% clear answer: I was told that the table should not be faced because it is precision parallel from them but there was no further information how it should be made true on a N3.
I decided there were two options:
Face the top of the runner blocks before installing the SMW table. This would stop me from reinstalling the factory table should I ever need to.
Shim between the runner blocks and the underside of SMW table. This would be tricky and tedious.
I took option 2 and I am happy with the results.
I have found that the majority of all of my parts that should be good to go were far from good to go. Every fixture I purchased from carbide was warped. To the point where I even gave up trying to get support for them. Their threaded fixture plate thats supposed to be faced flat in my expirence was 5 thou off, 2 vices I received both were warped. One of them was a replacement. They are warped to the point of not being usable in over 50% of the travel space when fully bolted down because the ways flex and stop the jaw from moving. The flip jig I purchased when I got the machine was so warped I never even attempted to bolt it down. I opted to face my fixture plate on the machine itself because I got the direct bolt on one. I faced my vice faces and milled my own teeth into it so parralelism would never matter. The nomad itself is a good little machine once you workout the bugs but the fixtures I would 100% buy somewhere else. If I was doing it again and did not want to mill my own fixture plate, I would buy the same fixture plate but opt for smw hobby vices in m6 instead of carbides fixtures. Will cost the same as a bunch from carbide3d but work the way you need them too. If the quality of the mod vices are anything to go by the hobby vices should be good for sub thou work when correctly set up (better then anything I was able to hold on the nomad).
Also, shimming the SMW table is probably best rather than milling it flat because the SMW table is larger that the cutting area of the nomad. This is a cool feature that allows you to keep one vise jaw outside the limits of the cutting area, to allow space to cut bigger parts. If you mill it flat you could get an ugly step that interferes with your vise placement.
If you do get the machine, the SMW mod vise is a good choice because they also sell softjaw blanks (or you could DIY). If some of your designed parts don’t have flat sides so they would come in handy.
I have had the same problem with the carbide 3d vise. When they manufacture them they should really mill the dovetails AFTER bolting the vise to a fixture plate to keep it under the same stress as expected in normal use. Also, whoever is prepping the blanks should pay attention to the grain direction of the aluminum. Just like in wood, there is natural stress in the metal that results in warping.
I still love the design concept though, it’s compact, and it works fine for simple stuff.