So im leaning to moving away from carbide motion. Been making some beautiful parts love it but im struggling with flipping the part over in softjaws. Ive had sucsess by cutting the profile in mdf and inseting the piece into it for op 2 but id like a decent way of setting zero on non square parts wen in softjaws
John,
The engineering is not in the software. It sits behind the keyboard. You have to be creative when finding zero for OP 2. Plan ahead and create a feature in the soft jaw that you can use for zero and program from that. Probing routines are not simple. They require the operator to set a series of parameters so that the routine knows what it is you are trying to probe.
Totaly agree.
Just fustrated with the bitzero v2. Should be trying to figure why there is a delay in the probe stopping. It will push the bitzero away from edge.
In gsender and cncjs it works fine.
Again, engineer a solution to your particular set up. There really is no one solution to cover every individual situation for any given set up. (not with out going completely out of most individuals budget) Use painters tape, a rubber band or simply hold it in place during the probing routine.
Here is one of the solutions used use in the machining industry. It is very elegant, efficient and accurate but way outside what we can afford not to mention what most CNC router controls can handle.
What I am saying is, I just don’t think there is an affordable solution is out there for the hobbyist. The control required would be cost prohibitive and the complexity is beyond the scope of the intended customer.
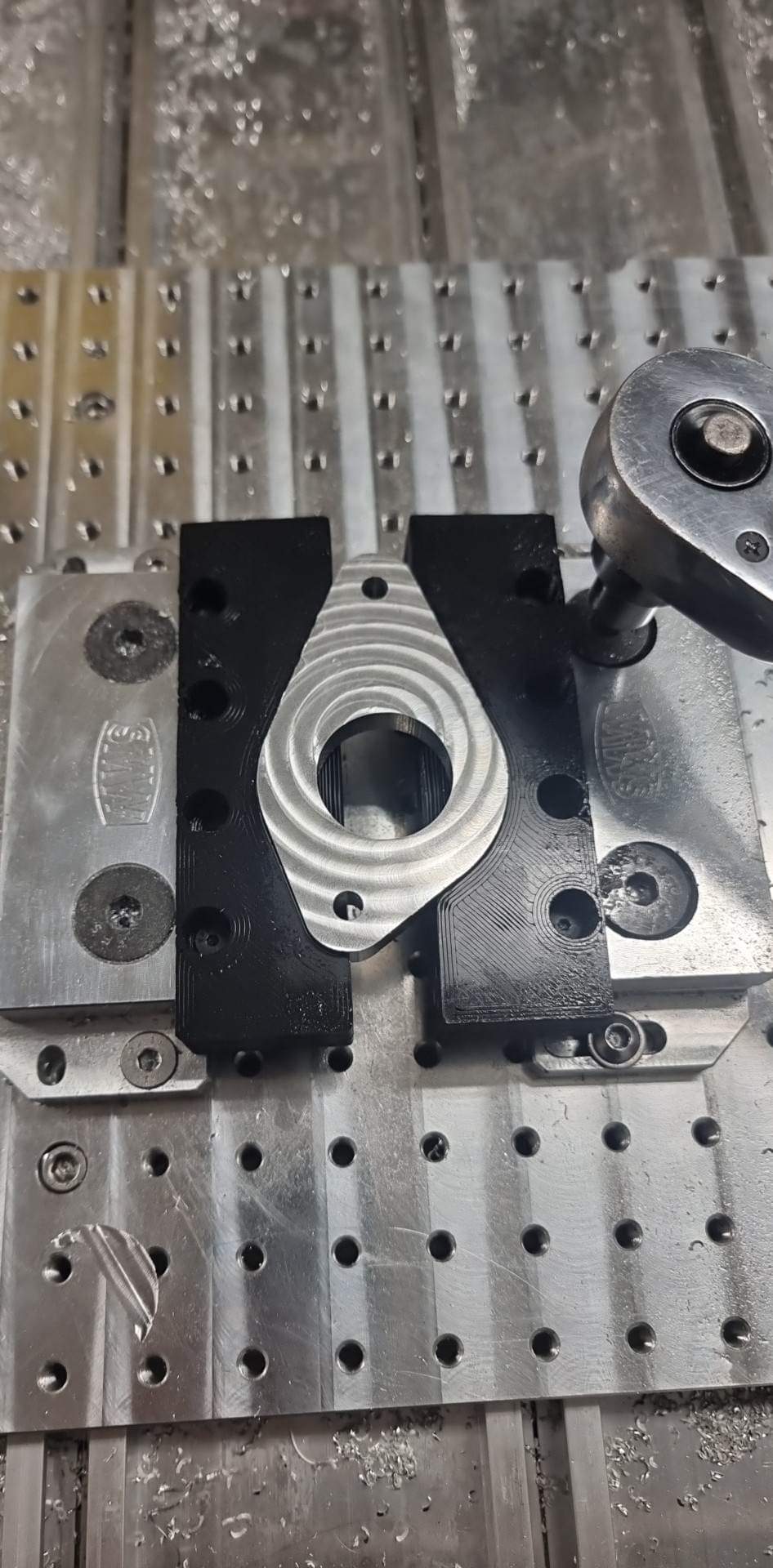
When doing multi sided operations like this, especially in soft jaws, I use my mounting fixture as a known zero, because it will not move during resetting the part. Choose a corner like the top front left of the vice and zero on that. This means you CAM for the soft jaws and your CAM for the part can use the same origin, and you never need to measure off the part if everything seats correctly.
thank you. yes i tried this but still couldnt get the chamfer to line up. i need to machine some softjaws. im sure the 3dprinted jaws has indused the offset im fighting hense wanting to zero off the part. i think this is one of those times where trying to be lazy and avoiding proper softjaws has just caused me more work.
Myself, I would try using my BitZero to find the center of the hole. I would connect the body of the bitzero to the part with a jumper wire, and then probe the part with the 1/4" pin in the collet. If the probing sequence timed out before it made contact with the part, I’d go to plan B. A non conductive part would take a different approach.
does the bit zero have an offset or is the centre hole the corner of the part. on my main part the hole is too big and it times out. i figured id get some tools made that have larger diametre than shank to make up for the timeout. but wen i machined a test piece. a hole right through. chamfer then flip. couldnt get chamfer to line up. i had to put my bitsetter on collet nut as it just grounds out on the bed. need a jumber wire from block to pin in collet
The center of the hole corresponds to the corner, or X0, Y0 of the part. And If the 1/4" dowel wasn’t large enough diameter, I myself would machine a probe to get the job done. McMaster Carr has some 1/4" Ø pullout pins, that has one end threaded for 8-32 screws, perfect for attaching a chunk of aluminum, and turning down to size.