As requested on support…
If one has a hole, either drilled, or cut as a pocket, and a suitably large V tool (and suitably deep hole), one can countersink it if one has a tool with the appropriate V angle.
First, set up on (or more) hole(s):
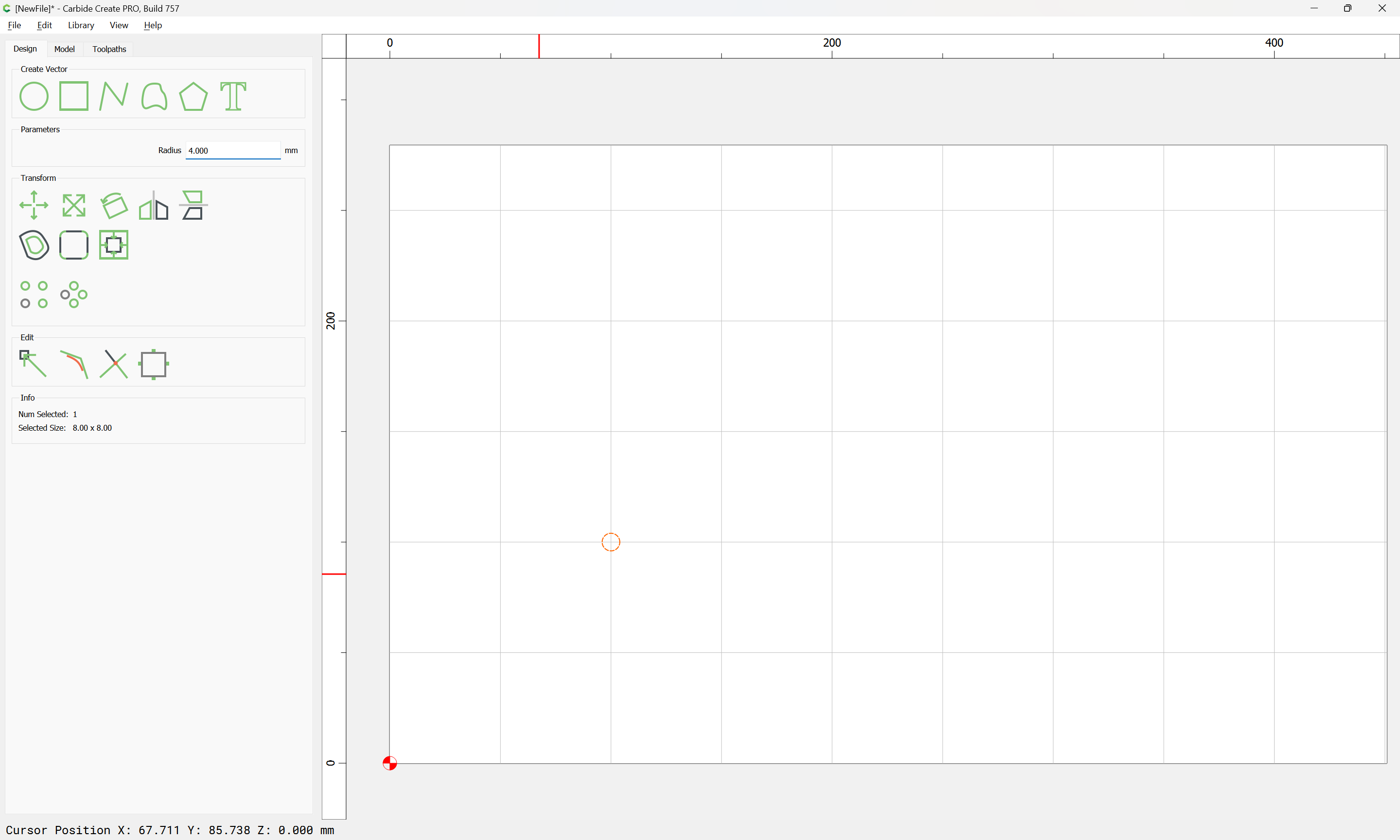
(naturally, it will be necessary to use a tool which has a suitably long flute length)
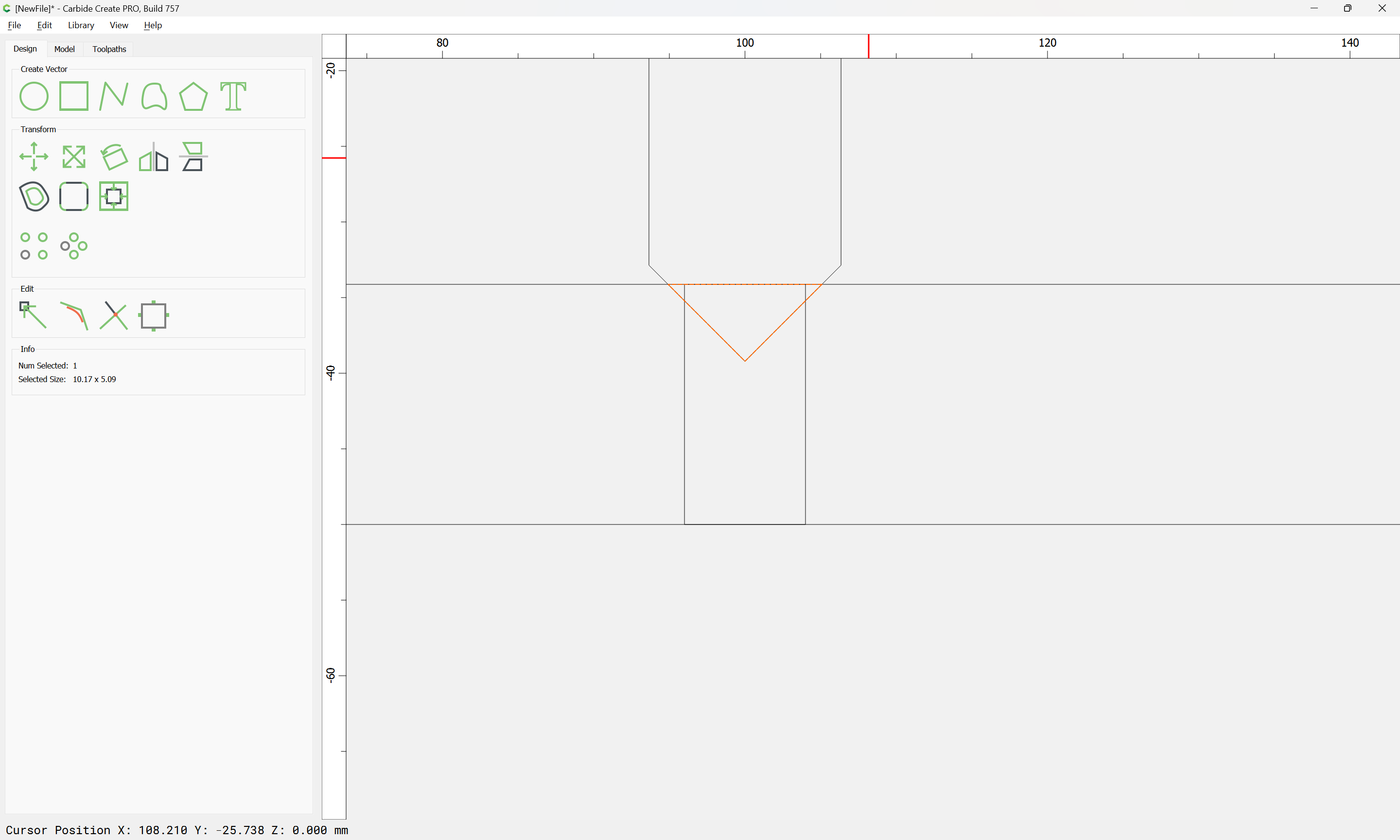
Then, draw up the hole in profile as well as the tool:
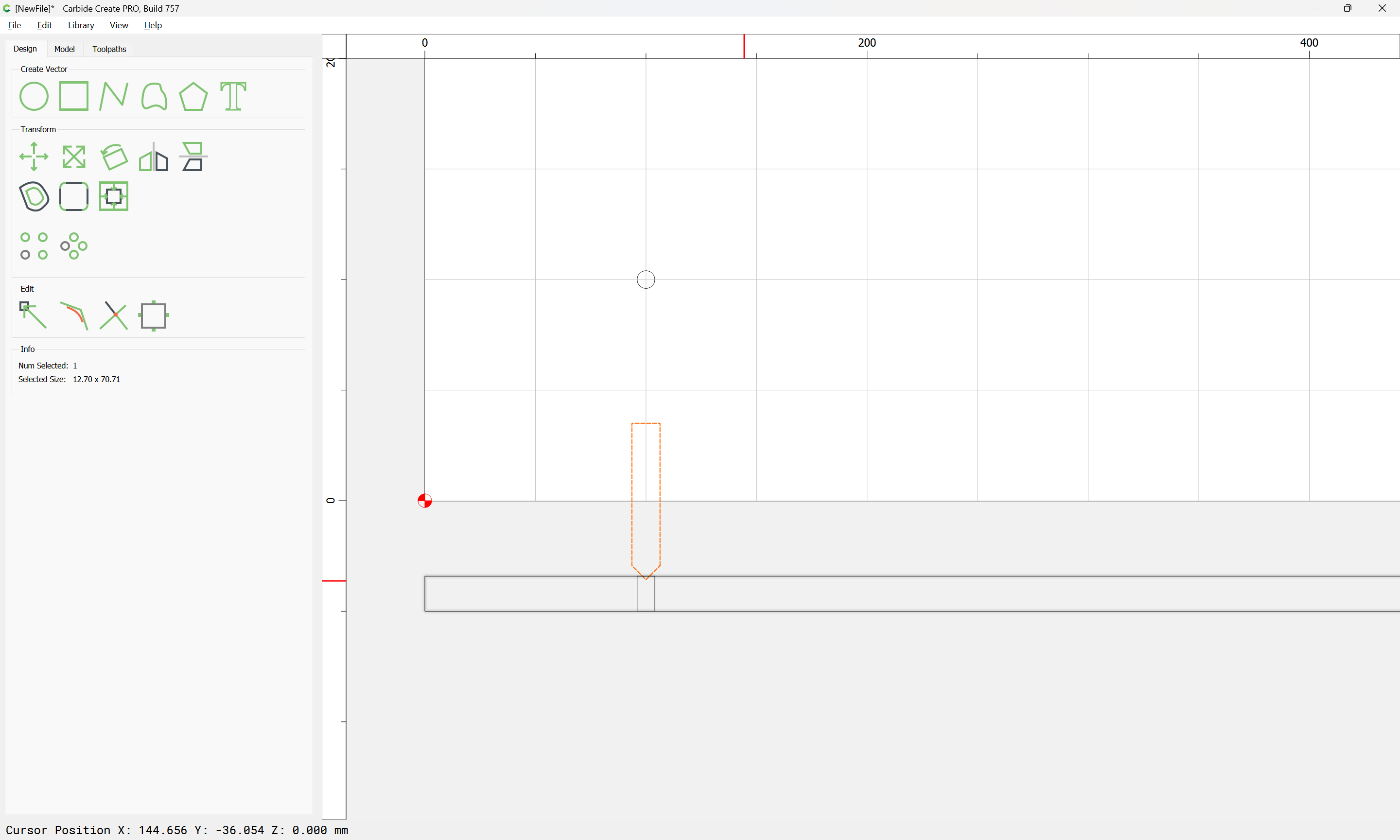
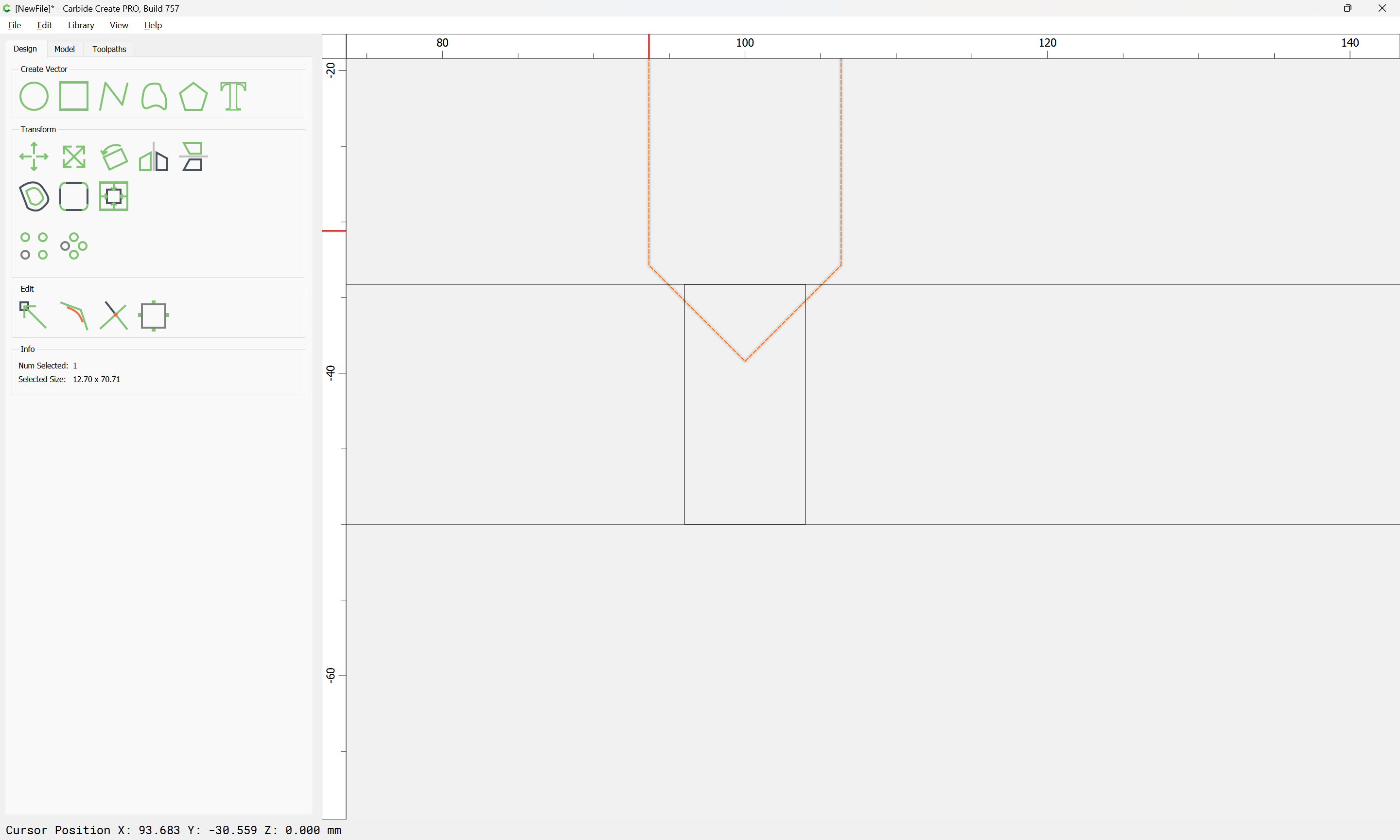
and adjust the position of the tool until one achieves the desired countersink (note that metric hardware can use a 90 degree #301 or similar tool, but Imperial hardware will require sourcing a chamfering or V tool with the correct angle, usually 82 degrees):
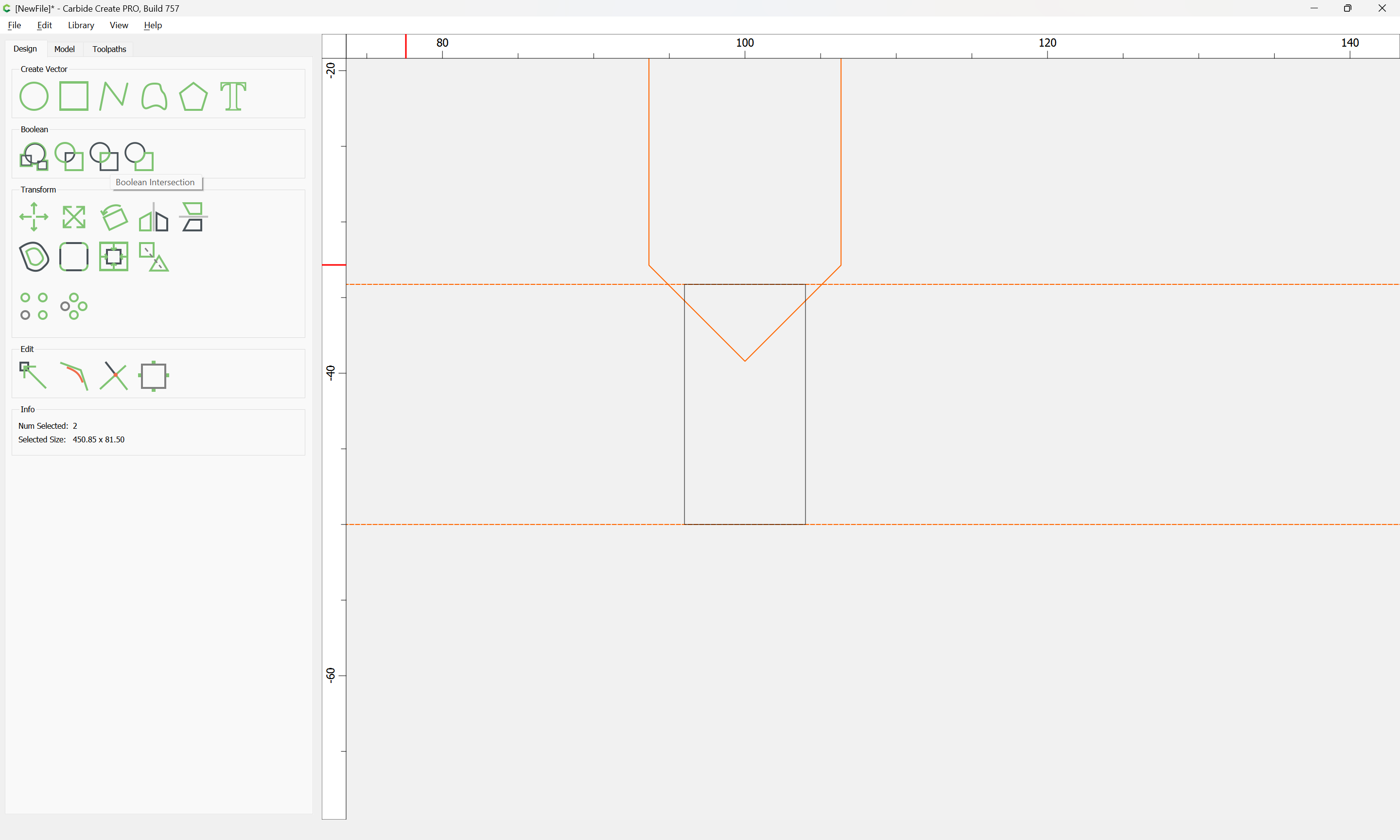
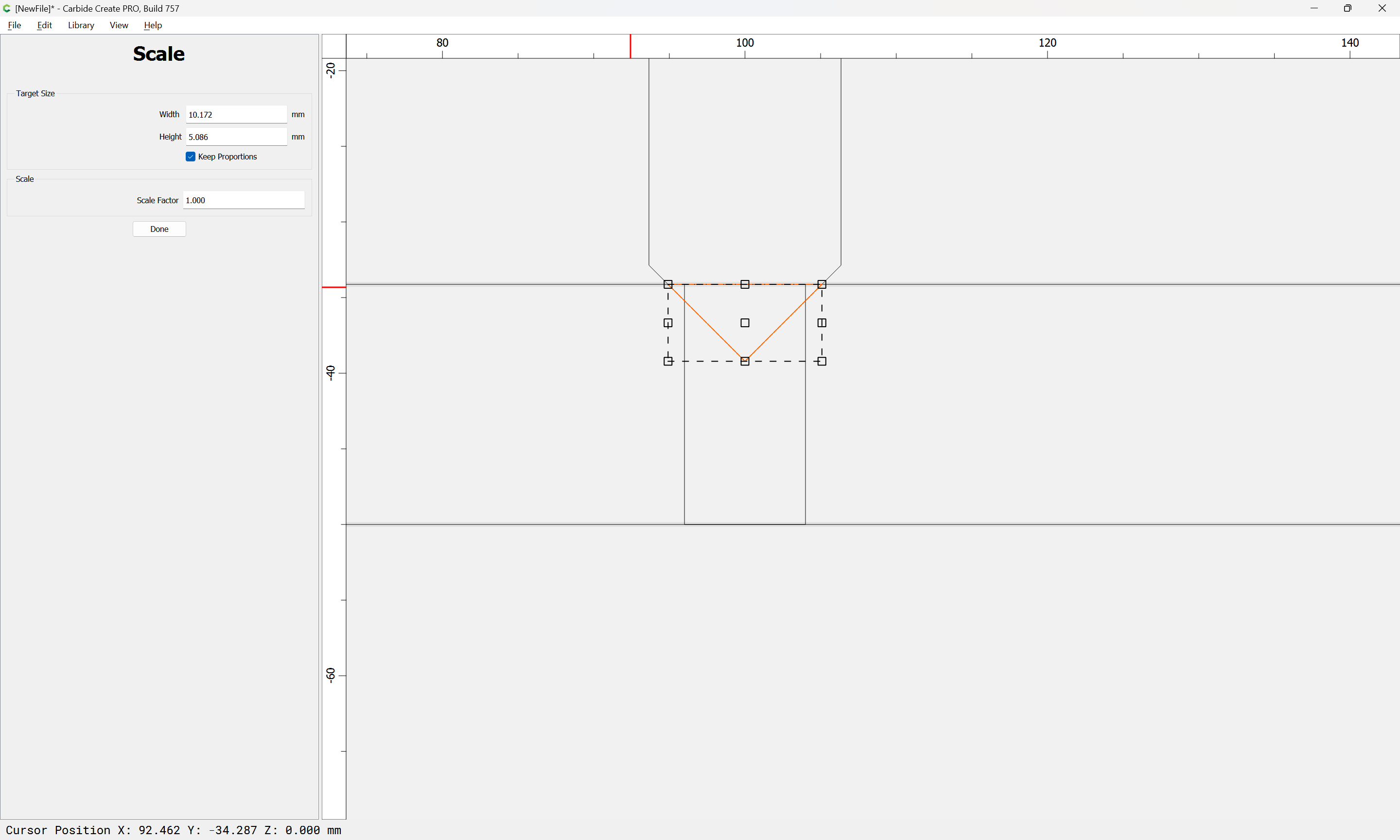
Use a Boolean operation to get the intersection of the two parts (or use trigonometry):
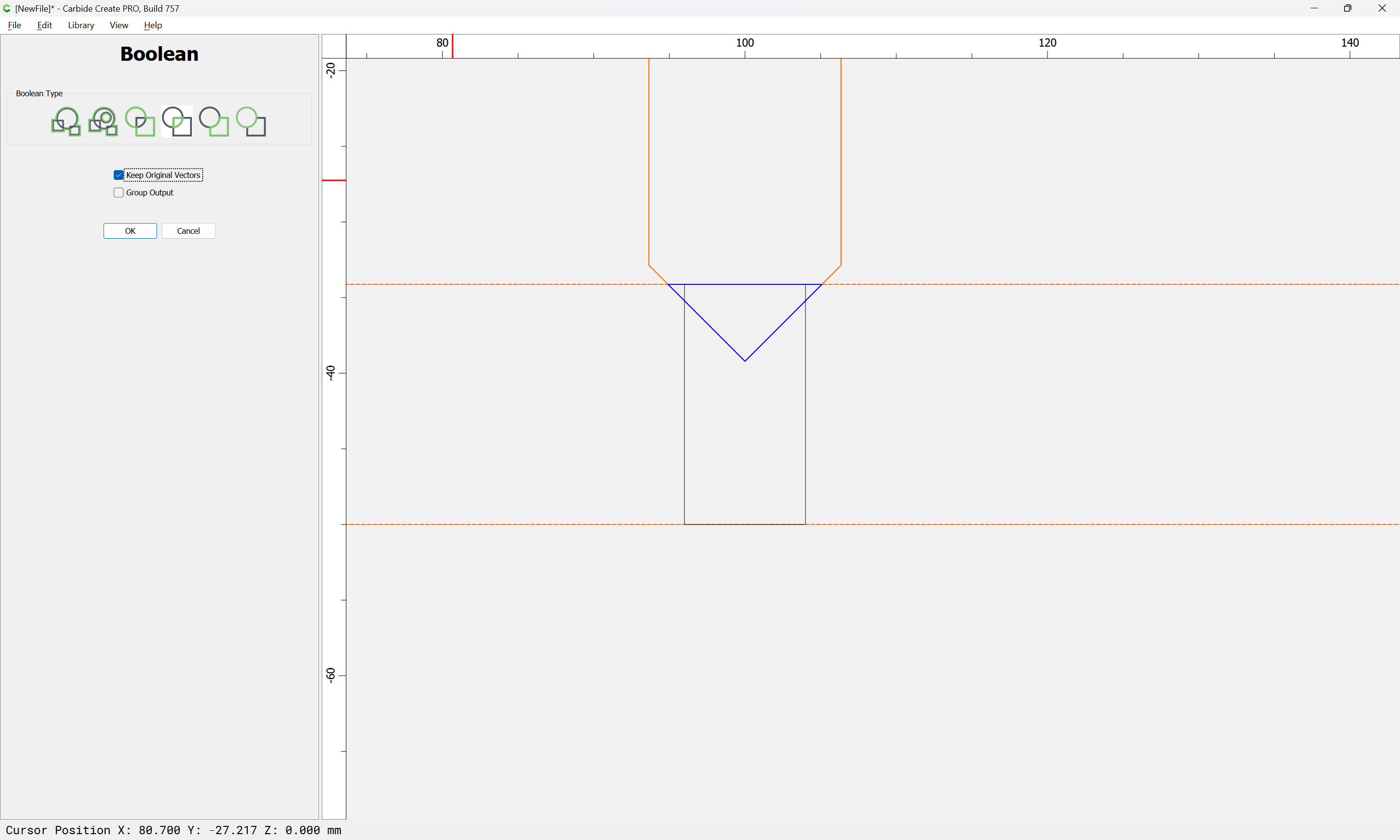
OK
Note the height:
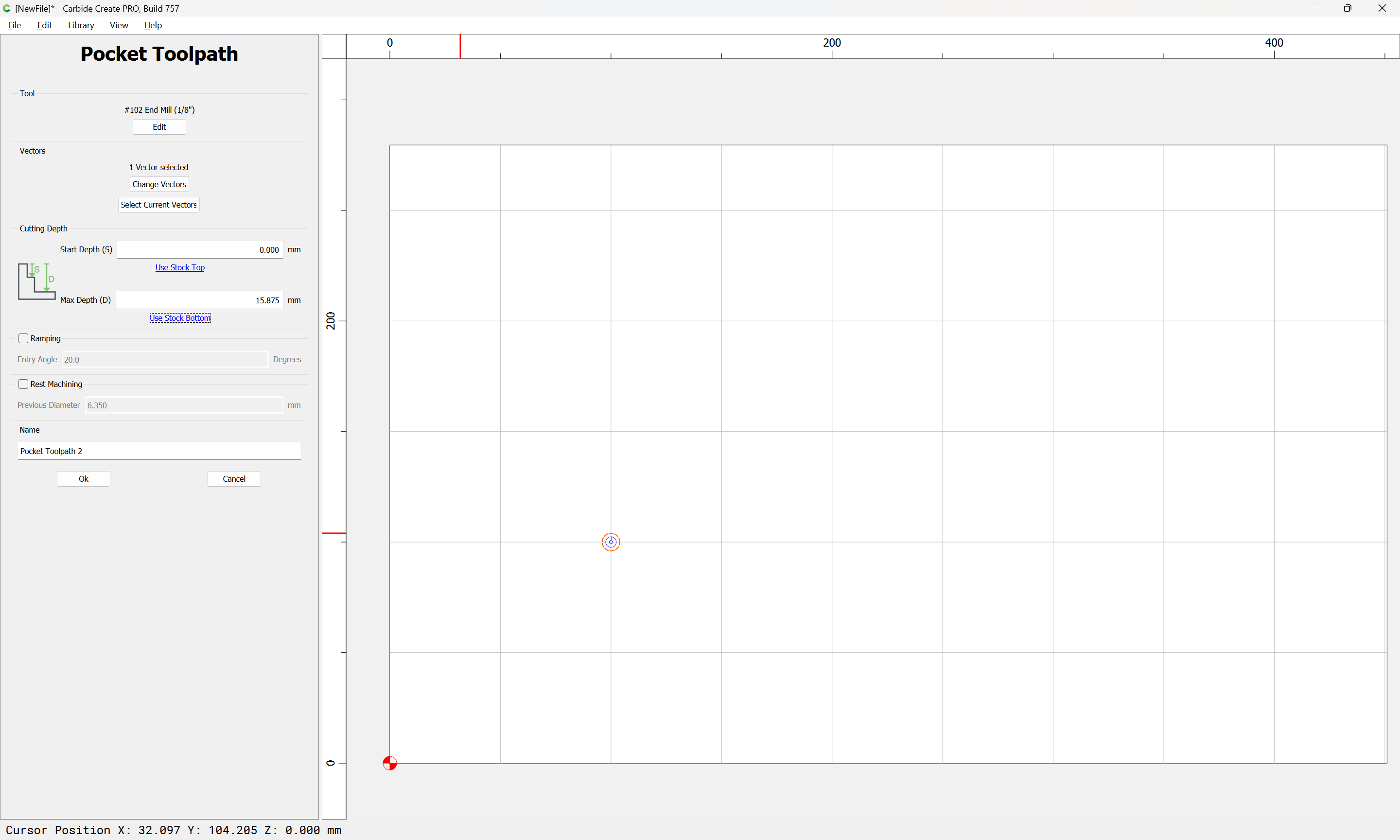
Create a drill toolpath using the V tool to that depth using the circle for the hole:
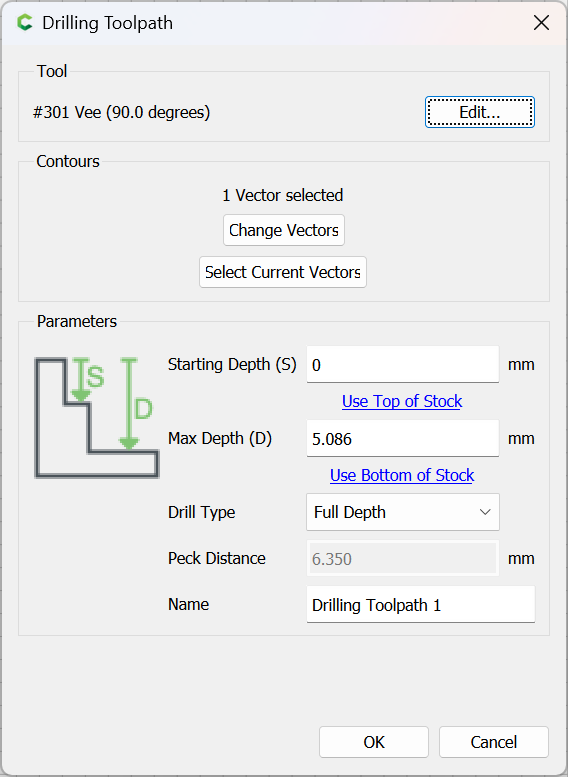
OK
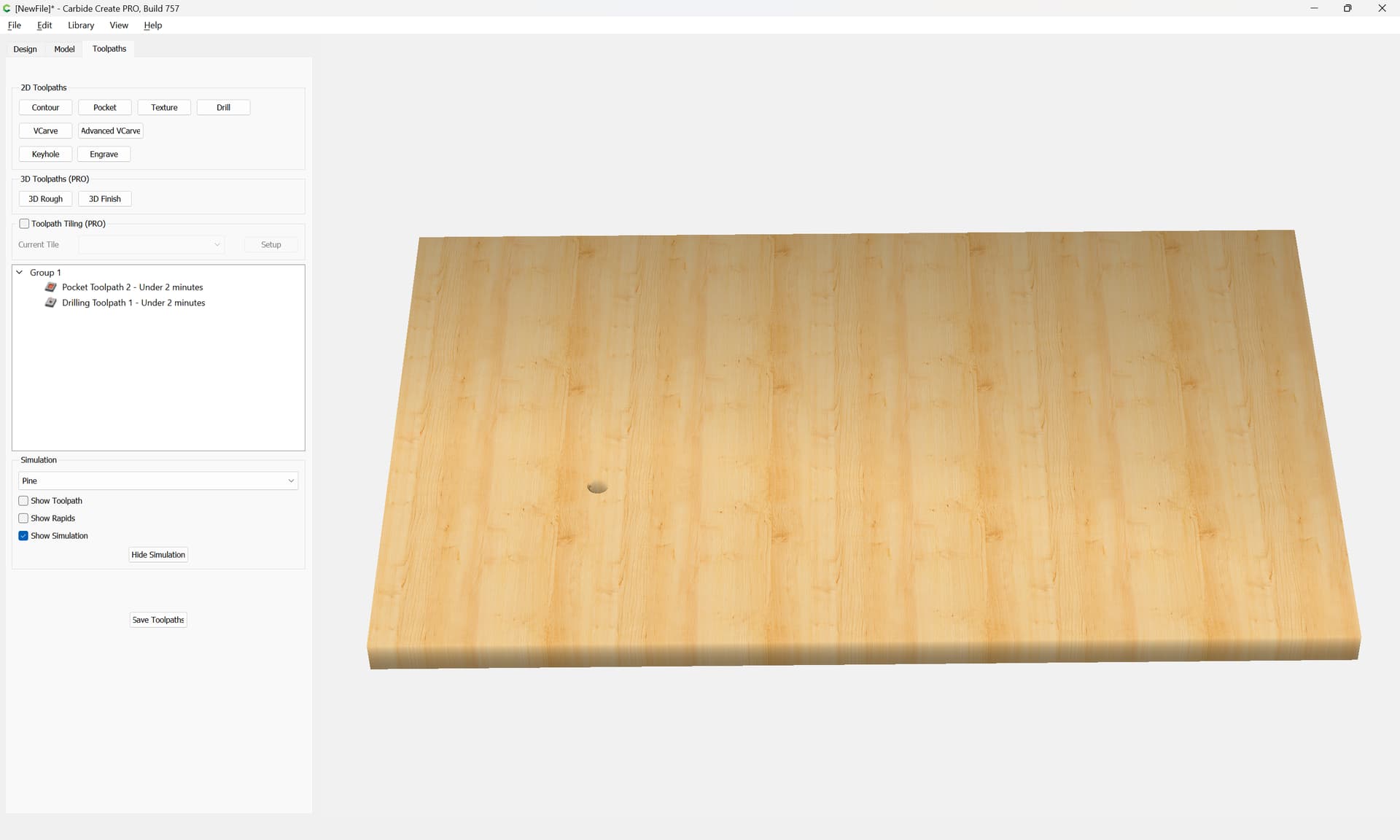
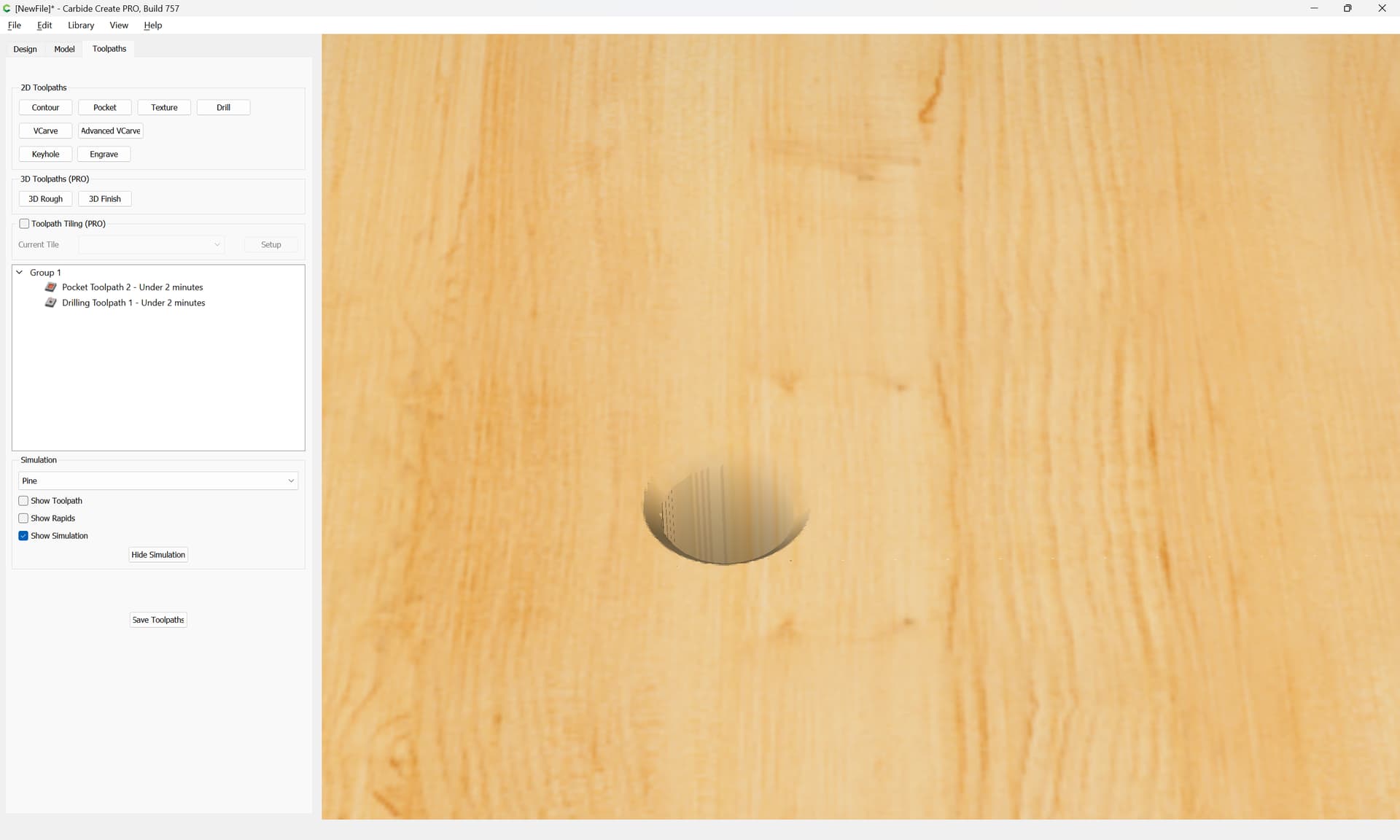
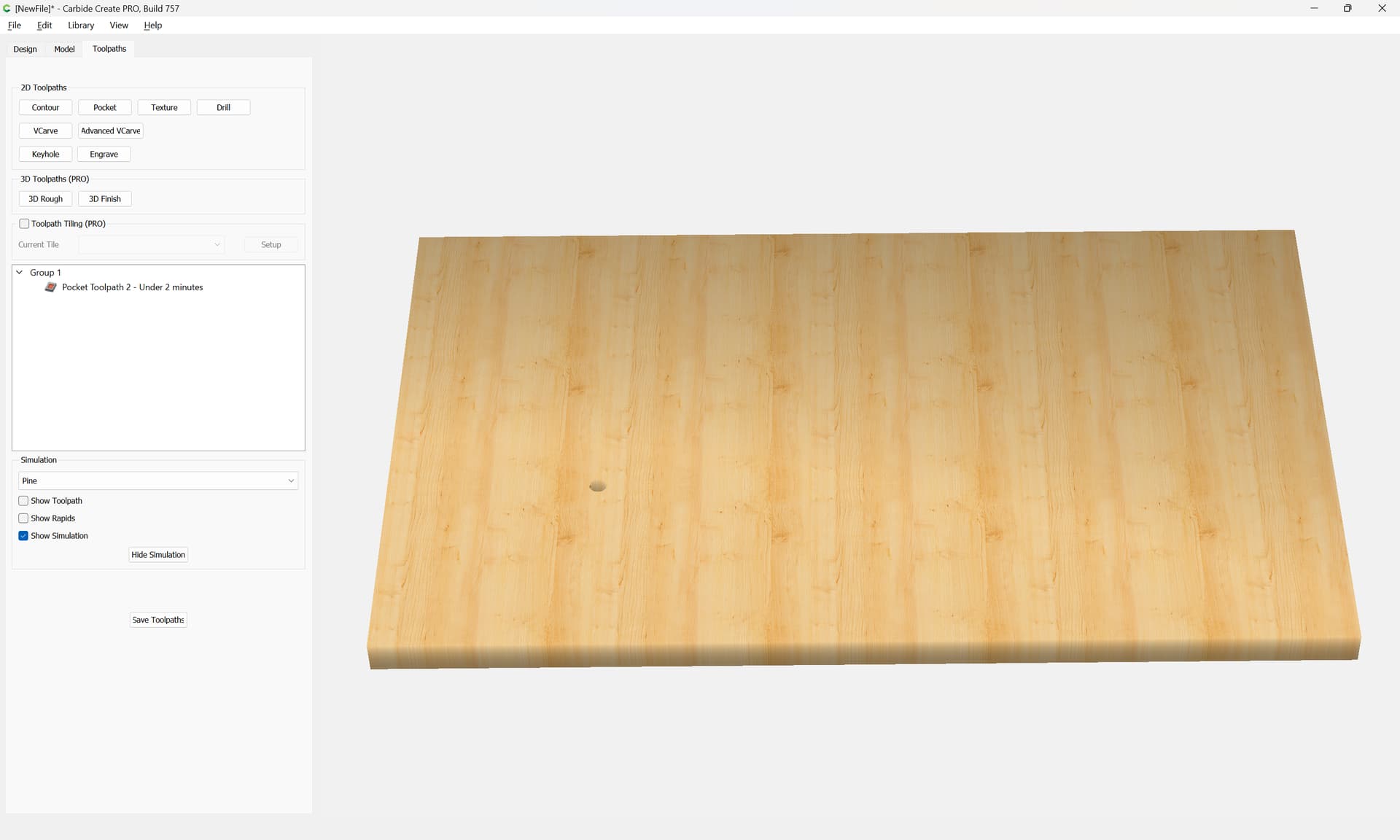
Zooming in the chamfer becomes clearly visible: