I am cutting my first TopoMiller generated STL file. I am using Fusion for the tool paths.
The stock is cherry, 5.5 x 8.5 . I clear it with a 1/4 flat end mill, then a succession of ball end mills 1/4 → 1/16.
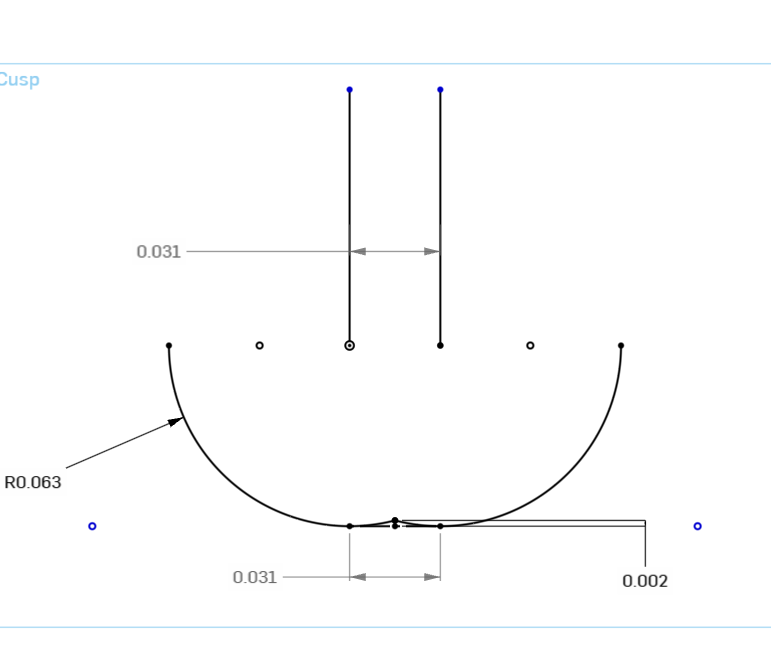
For all the ball end mill, I used a 0.002 " cusp thinking that would be a reasonable looking finish.
I have a little parametric sketch in Onshape to let me roll around the numbers.
The 1/4 ball end mill looked not good, 1/8 running now does not cover up the 1/4 marks.
I came into the kitchen and started explaining the results to my wife, and it dawned on me as I was explaining …the cusp WIDTH is what I am seeing. Duhhhh. And it’s the same as width of the Stepover … Another Duhh.
google “scallop height calculator”. It will calculate the stepover you need to get 0.002" height.
If you’re going to use multiple ball mills, run the 2nd path at a different angle from the first.
This helps mostly on steeper surfaces that were parallel to the path on the first cut.
Stepover is calculated on a plane & projected down to the part. On steep walls it looks like…
For finishing 3d carves, I use 2x finishing passes at 10% step over. The first pass is across the grain and the 2nd along the grain. This does a good job of hiding scallops and other tooling marks.
As you are not really removing any stock with these passes you can run them pretty quick