Is it normal that when cutting out 3/4 in thick with the 1/4 end mill bit it doesn’t cut straight?. For example if I cut a square the edge is wavy not a straight line so I end up spending more time sanding to make it straight. Is there something wrong with the bit or router? Thank you in advance!!
No, things should be straight — if they preview is — could you send us a photo?
Please post the .c2d file and generated G-Code.
Are you using the stock collet or a precision collet?
Not normal, no. Either there is a mechanical issue, the feeds are wrong (ie. forces aren’t working in your favor) or the toolpath is not really right for the task (which takes some experience to choose the right kind of toolpath).
1 Like
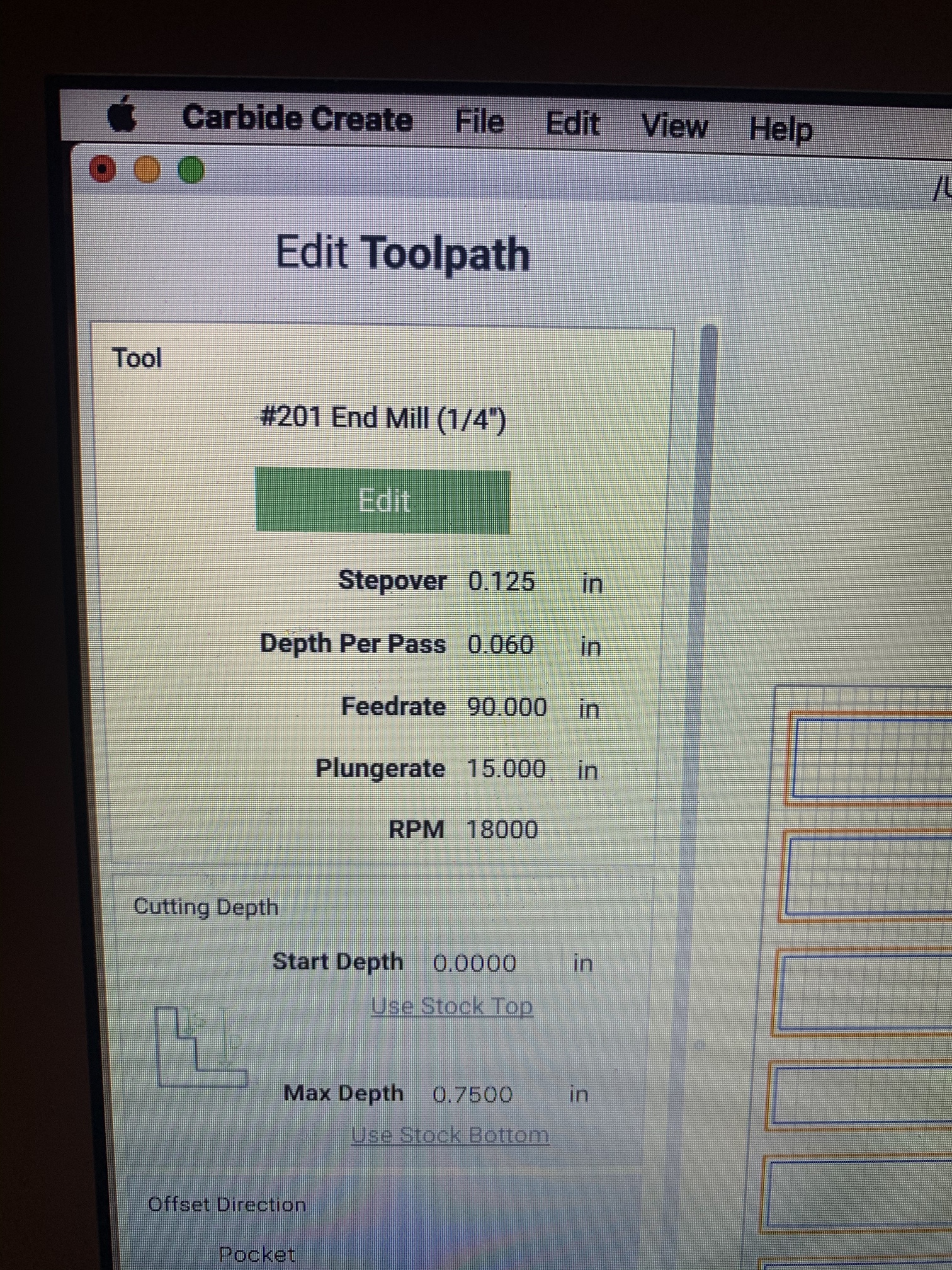
Thank you for looking into it. I’ve attached the files and photos
 SHELVES ONLY 1:4.nc (35.8 KB) o1j.png) 
How deep is each pass? Are you using tabs? Looks like the router/x rail is flexing during the cut.
Im working on soft wood too so I somewhat eliminated the possibility of the wood being too hard to cut.
It looks like you are slotting those inside cuts. Try pocketing or at least an inside offset 10% wider than the bit you will use
@jmcreations05 your feeds and speeds are correct and depth per pass is conservative, so it must be a mechanical issue. I would look at the V-wheels first: inspect every single v-wheel (that’s 12 of them, 16 if you have a belt-driven Z axis) and make sure none of them can spin freely. Then check X and Y belts for tightness (if you can lift them in the middle of the rail by more than a finger or two, they may be too loose. Once you have done that, with the router turned off and unplugged, power on the machine, and grab the router by the tip of the endmill (careful to not cut your fingers…wear gloves) and try to wiggle it, see if you can feel any slop.
1 Like
The inside cuts are 1 1/4 inch wide cause Im making a Hotwheel case
it looks like you have slop… juliens advise is a good one.
Also do check your workholding… if that gives a bit. it might be the wood not the router moving.
To reduce forces for a cut like this, what you can do is make (in Carbide Create, but other tools have similar options) an “inside offset”, 1.5 times the diameter of your bit… basically you’ll get a bit smaller rectangle inside the cut out part. And then, instead of doing an inside contour toolpath, you do a pocket toolpath between your shape and this offset shape.
2 Likes
I did find two wheels that were free turning. One in Y Axis and one from X. I tightened them up and yielded much better results. Thank you so
Much for the help !!
3 Likes
Fortunately after checking, There is no slop. I did find two free turning wheels as Julien suggested for me to check. Tightened them up and came out a much better result. Thank you for your assistance
1 Like
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.