When I’m cutting bigger pockets, my cutter tends to cut bugger chunks from the pocket which jams the vacuum. I’m sure someone else must have this issue, but I haven’t found anything on this forum.
I have a pretty standard setup with my Shapeoko and Vacuum:
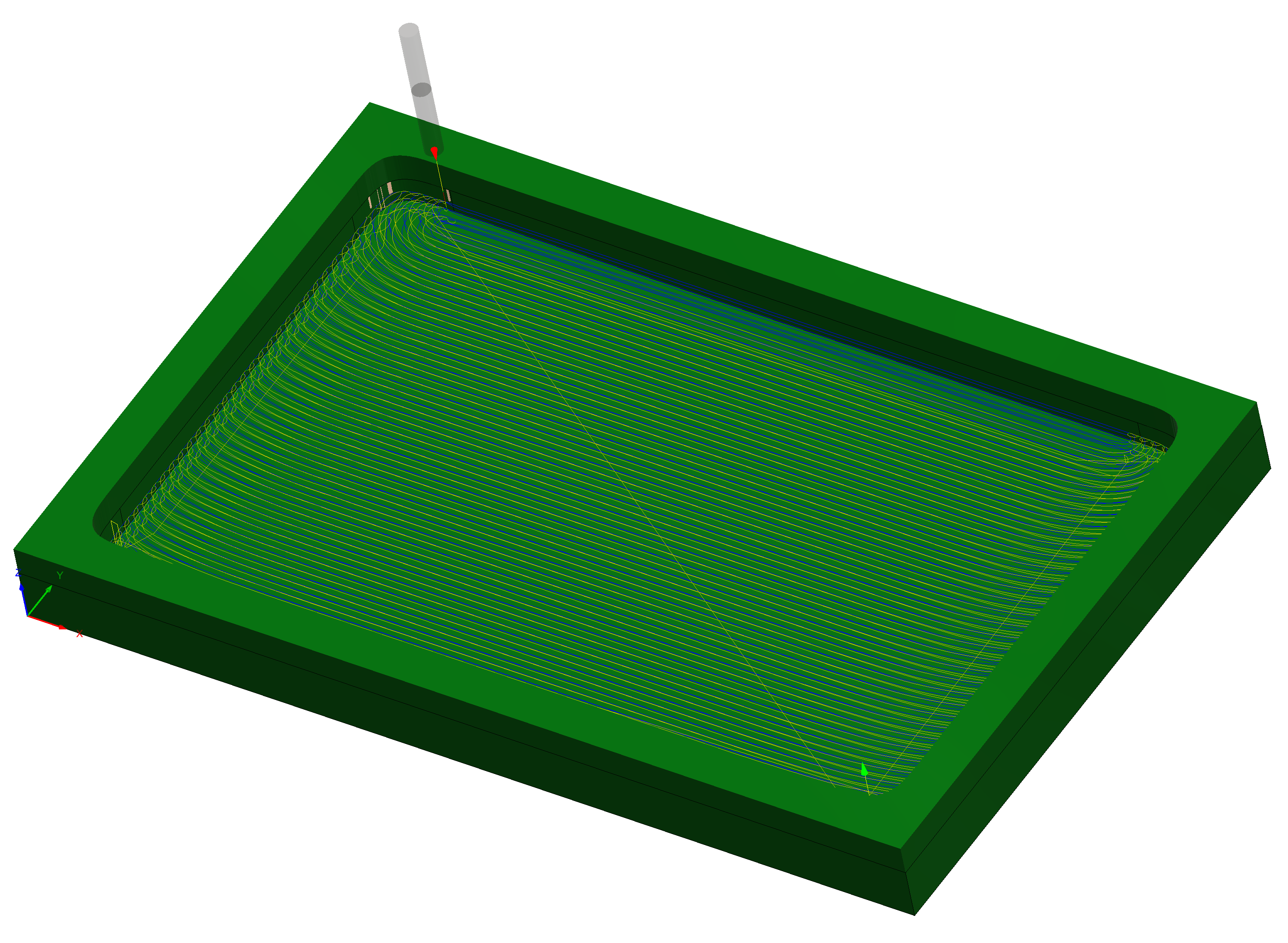
The cutter begins to make big splinters instead of shavings when going from right to left. Those splinters get stuck sideways in the opening of the vacuum which then accumulates more splinters and ends up blocking everything.
Besides getting a bigger industrial vacuum, do you have any advice on how to deal with this?
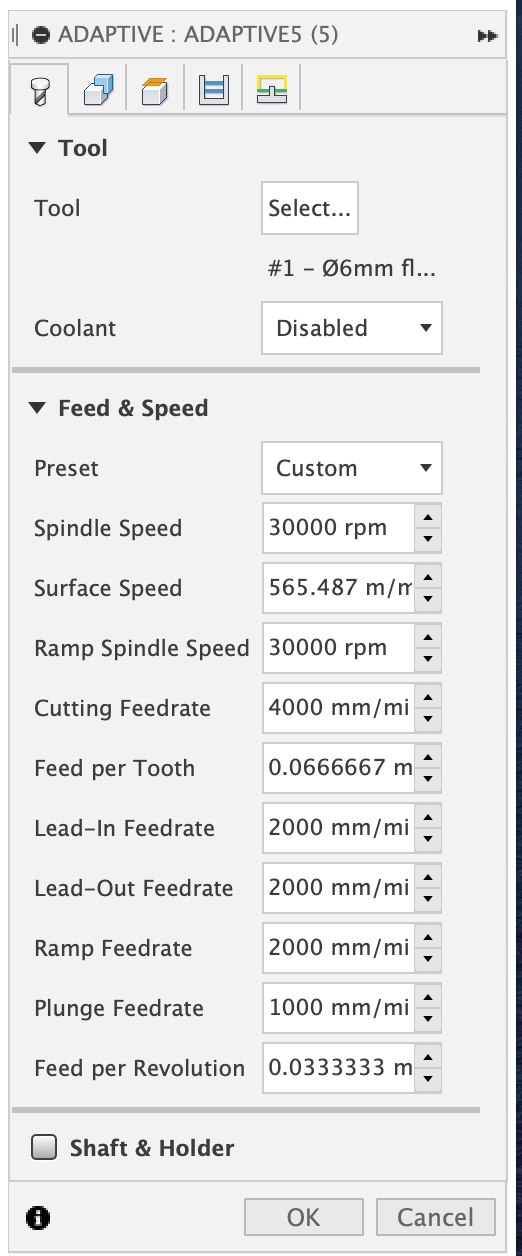
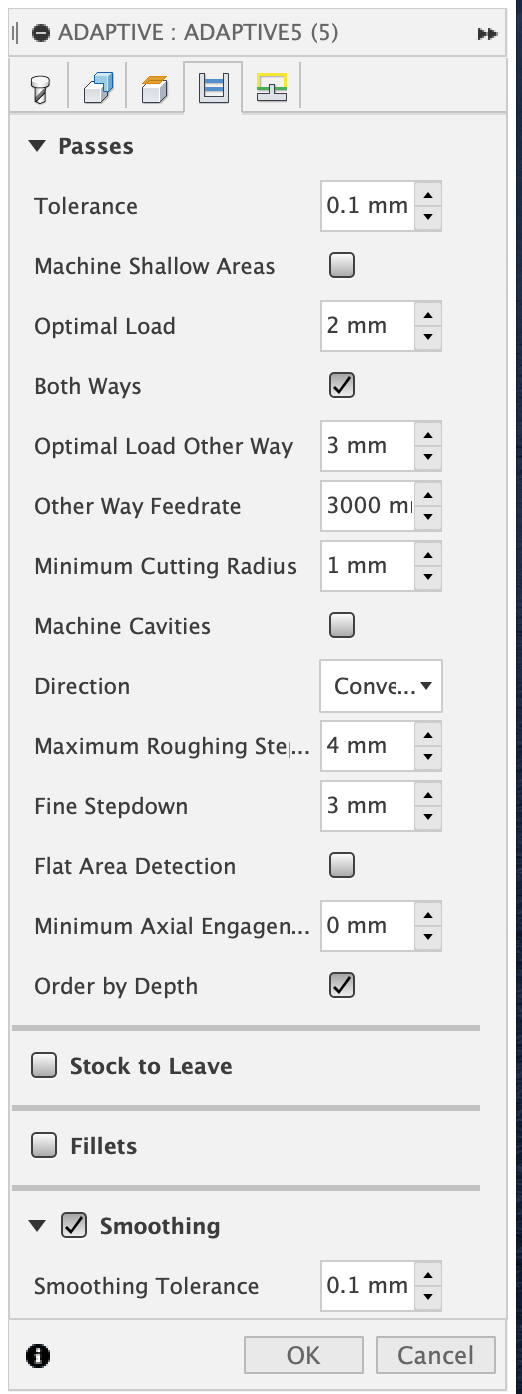
I seem to have fixed it for now by using a roughing endmill and cutting with a load of 5mm on a 6mm endmill. That creates no chips at all. It requires an extra tool change, but I can rough out the pockets much faster, which is nice.
I think in this context, a roughing endmill is any endmill used in a roughing toolpath. So a big endmill to roughly cut out as much material as possible before being swapped for a finer one to do the proper details.
There are endmill geometries that include chip breakers. As opposed to “simple” spiral cutter, the roughing patterns will look like somebody superimposed little saw teeth along the length of the spirals.
A chip breaker does exactly what it sounds like, breaks the chips into smaller pieces. In a metal cutting environment you can get long strings which wrap around and jam up. Same could happen with some wood species if you are working along the grain. Chip breakers stop that behavior.
Often too, they can be made to take a more aggressive cut (more cutter engagement) and so pocket an area quickly.
That’s the one I started using for roughing things out. It’s one that I got from CNCFraises (it’s not on their website). It’s actually a 4 flute, but where 2 of the flutes are chip breakers. It works really well. Makes small chips, so the vacuum doesn’t jam and prevents chatter. I can cut much more aggressively while still feeling comfortable.