I’ve bought a chinese 4030T and i use it to engrave pet ID tags (with a spring loaded PCD diamond drag engraving tool) and mailbox nametags ( with chinese various bits (vshaped))
The material used to mailbox nametags is GRAVOPLY 2 ( in various colors). When engraving in simple traced thin letters i use the v shaped drill bits with great results.
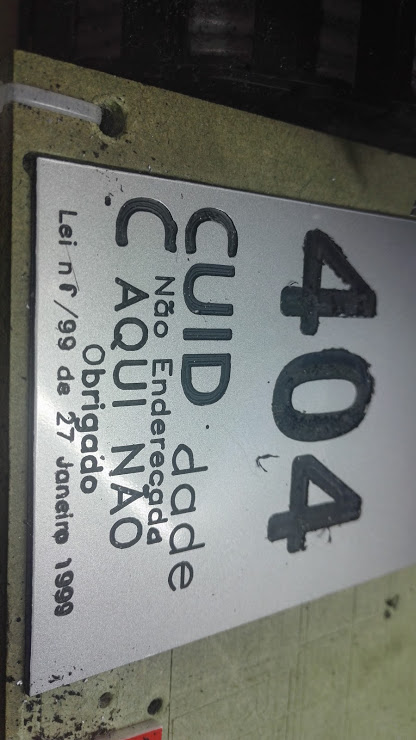
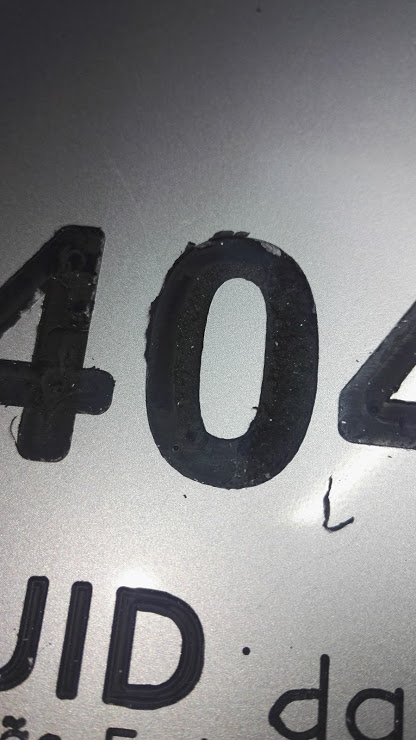
When engraving thicker letters like the 404 in the picture ( with flat end 3.175mm i never get good results:
For pet tags i use a spring loaded PCD diamond drag engraving tool is suited for soft metals glass and stone. It costed me 30.12€ Shipping included from a guy in germany. It’s great and lasts long with spotless results!
My current problem is the gravoply2 … i know it’s some kind of plastic but i cant find sources telling me if it’s abs pvc acrylic … in the oficial site from the material says to use FR 35 And PR35 (really slow) from 18k to 20k RPM.
(I’m trying to overlook the fact that your member name is a little unsettling…)
While I have not cut gravoply myself, it seems to me that what works for other hard plastics should work, and to me it you are using a 3.175mm endmill, that’s using a 0.002" chipload.
If your router is limited to 8000RPM and you set it at that value, the required feedrate assuming your 3.175mm endmill has two flutes is
FR = 0.002 x 2 x 8000 = 32ipm = 813mm/min
And after I wrote that, I checked what the datasheet you referred to recommended, it’s 35mm/s, which is 2100mm/min, which at 20.000RPM with a 2 flute endmill grants a chipload of 2100 / (2 x 20.000) = 0.0525mm = 0.002" (so spot on)
Use 8000RPM, a 2-flute endmill at 32ipm (813mm/min) feedrate, 1.6mm depth per pass (0.0625’’), and you SHOULD be getting nice plastic chips and a clean cut. Report back if you don’t ?
Got it. The feeds and speeds don’t depend on depth of cut (at least when it’s within 0 and 50% of the endmill diameter), so 0.2mm is fine. My only concern was that if you are going to cut pockets (letters) at 0.2mm depth across a large area, you need to be really sure that your stock is flat and level and your machine is really well trammed, or you might getting uneven depths during the cut. But we’ll see!
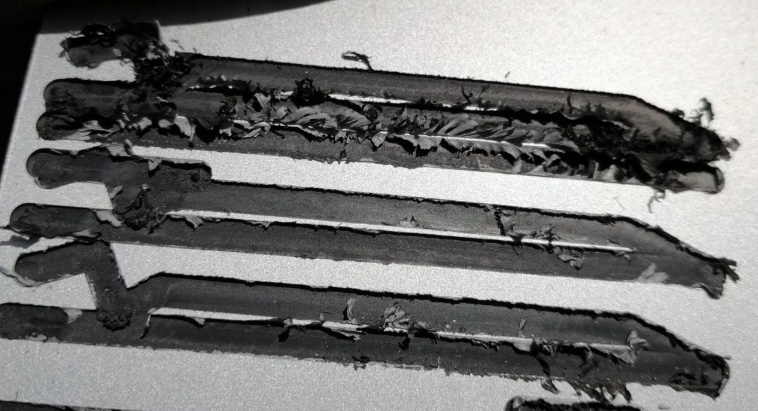
Way better!
The middle of the cut is clean and it doesnt burn…
But it stilll leaves chips in the edge of the cut still atached to the stock. with the finger nails most of it comes out.
Normaly i use doble sided tape to fix it to the wastboard!
the wastboard was flattened with this bit type and the result was perfect.
any improvements ?
feeding faster. If your G-dode sender has feedrate override, try bumping feedrate incrementally to 110%, 120% etc…during test cuts, to see if edges become cleaner. Often in plastics the answer is to feed faster, and at 0.2mm depth of cut you have a LOT of margin to feed faster if it helps.
Another trick you may try is running the toolpath a second time, it may help cleaning the contours with the machine to save you from doing it manually.
The answer to that question could fill a book or two
The feedrate value is basically the outcome of the process to determine feeds & speeds, so many variables comes into play (material, endmill, width of cut, depth of cut, etc, etc…)
If you are not familiar with the process or not willing to spend time to figure it out, you best bet is to use predefined/recommended settings: Carbide Create now has a decent set of material/endmills combination for which they provide recommended RPM, feedrate, and depth of cut: check there if you find what you need depending on what material your wasteboard is going to be, and which cutter you intend to use to make it
If you want to learn how to figure out feeds and speeds yourself, there are many resources and calculators out there, and here’s my take on it.
and then there is the third option: tell us which material and cutter you want to use, and we will provide recommended values (but you won’t learn where they come from, or how to determine them yourself next time…your call )
 is suited for soft metals glass and stone. It costed me 30.12€ Shipping included from a guy in germany. It’s great and lasts long with spotless results!
is suited for soft metals glass and stone. It costed me 30.12€ Shipping included from a guy in germany. It’s great and lasts long with spotless results!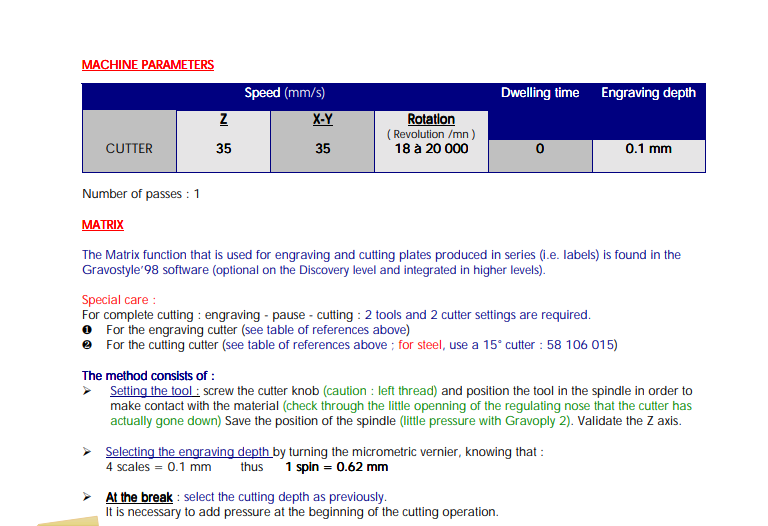
 and yes… i’ll test it right away.
and yes… i’ll test it right away.