Hoping for a little advice to batch these out as efficiently as possible, and a check of my feeds and speeds and methods and tell me if I’m on the right track.
1" thick at 11" long x 2.7" wide at the top that tapers down to 1" .
They need to be double sided so I have your typical registration marks with dowels and took only two tries to get a perfect double sided carve. Love it.
I did my protos on Alder and two final samples on oak and maple, I prefer the maple though.
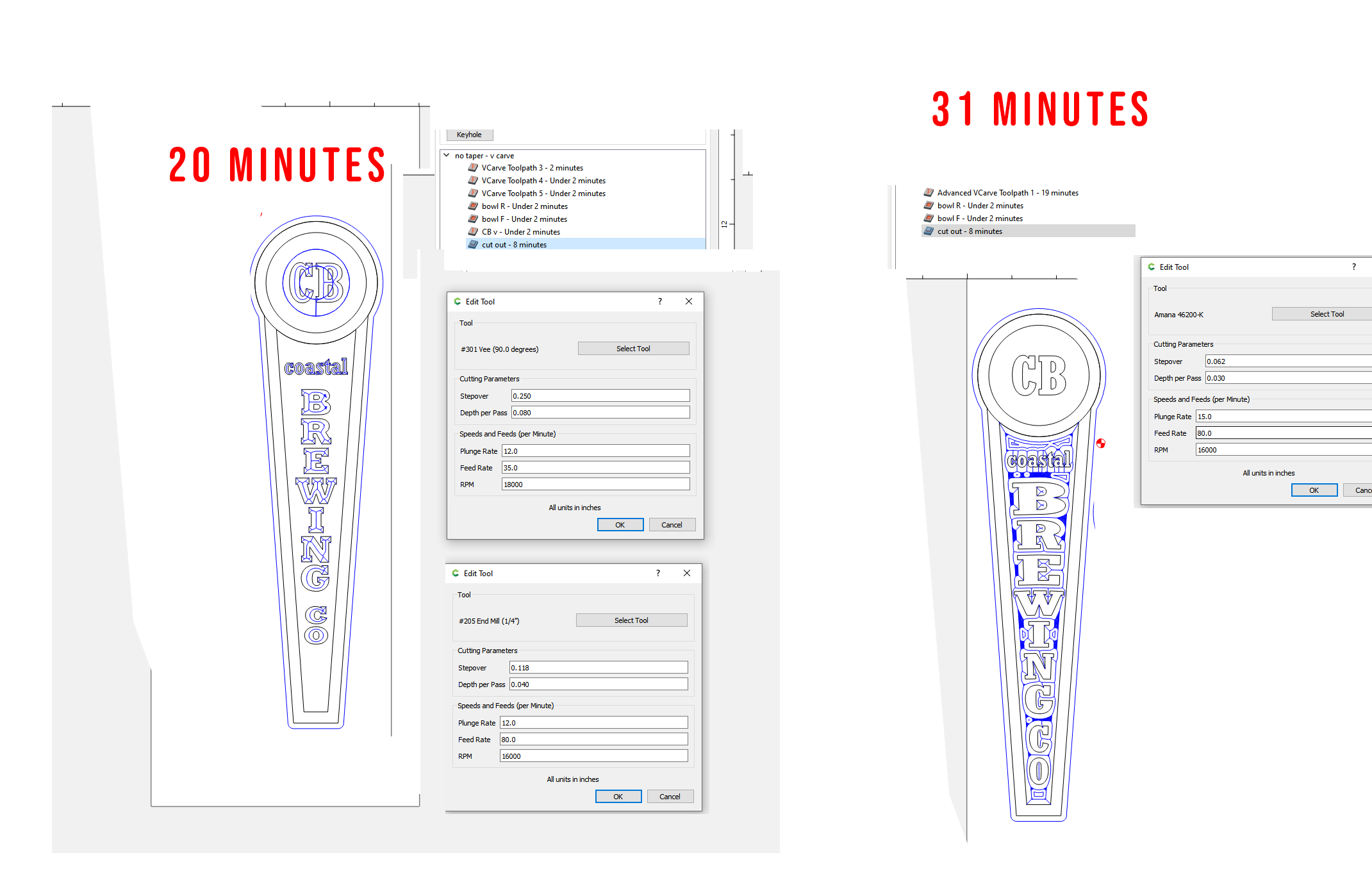
I’m getting about 30 minutes on the two sided advanced, that’s one hour for two sides!
20 minutes a side for the standard V, 40 minutes total.
It comes to something like 200 hours of cutting time holy cow.
Im not sure how high and can get these numbers to cut the time down. I’ve learned you want to balance those numbers to prolong tool and router life and undue stress on the machine.
Would buying a spindle cut the time down?
Im using 6" wide stock.
Their existing handles they gave me to replicate has a really shallow .03 , similar to the advanced function. Guessing it was done with a 1/32" bit.
My advanced is .12 deep, the default. I tried going .04 and its just not very exciting.
I’m giving them two options - advanced and regular v care.
Which machine do you have? Any Shapeoko in good working order could easily double those feed rates on the standard v-carve… that’s halfing your time right there.
Side topic: Are you planning to use the standard insert screw? 1" at the bottom doesn’t leave you a lot of room there. You definitely should do some practice ones to make sure your hole is straight and whatever screw attachment you are using goes in firm and doesn’t split the wood.
The3 S5Pro 4x4 is definitely a beast…in a good way.
Is XXXXX RPM too fast is also a function of how fast you’re feeding, the diameter of your bit, and how many flutes your bit has. I rarely run under 20,000 RPM, but I also run fast on the feed rate. With your relatively low depth of cut, 18,000 RPM is fine as the diameter of a 90 degree endmill at that depth isn’t big. I would likely start at 100 IPM, then use the feedrate +/- in Carbide Motion to increase it until it started sounding angry. I use the feedrate +/- a lot to dial in feeds.
Usual preface, I’m with PreciseBits so while I try to only post general information take everything I say with the understanding that I have a bias.
I wouldn’t worry about the RPM too much on anything but maybe the 1/4" tool of the ones you are listing. Typically decent tools can pull as least 800SFM in most domestic hardwoods. That works out to 24,448RPM on an 1/8" tool.
As Josh said though you need to match this with the chipload (feed). You’re already extremely conservative on that in my opinion. For the 46200-K you have it listed as 80IPM at 16KRPM and it’s a 2 flute cutter. That works out to a chipload of 0.0025" (0.0635mm). That’s barley what I start people slotting at in that type of tool (and you aren’t slotting). We regularly have customer going double that, just need the machine rigidity. Even if you just increase the RPM to ~22KRPM you could feed 110IPM at the same chipload.
I’d probably switch from a down-cut if possible as you are going to end up with more floor finish issues. You could also greatly increase the feed by going to a 3 flute. At the same 22KRPM cutting 165IPM would be the same load as your current cut (with like for like tool geometry).
The “V” cutter depends on geometry I don’t know. Short version would be that if there’s enough of a flat on the tip (flute volume) and it’s a true 2 flute vs a spade style cutter it can feed faster, potentially a lot faster.
In terms of your spindle question that too is a maybe answer. You aren’t limited from increasing chipload, stepover, or pass depth here on everything barring how aggressive you get with the 1/4" cutter. You limit will probably be machine rigidity (chatter) or tool geometry/strength first. On the other hand it would most likely end up with lower runout which you could use for feed instead (assuming good collets).
Hope that’s useful. Let me know if there’s something I can help with.