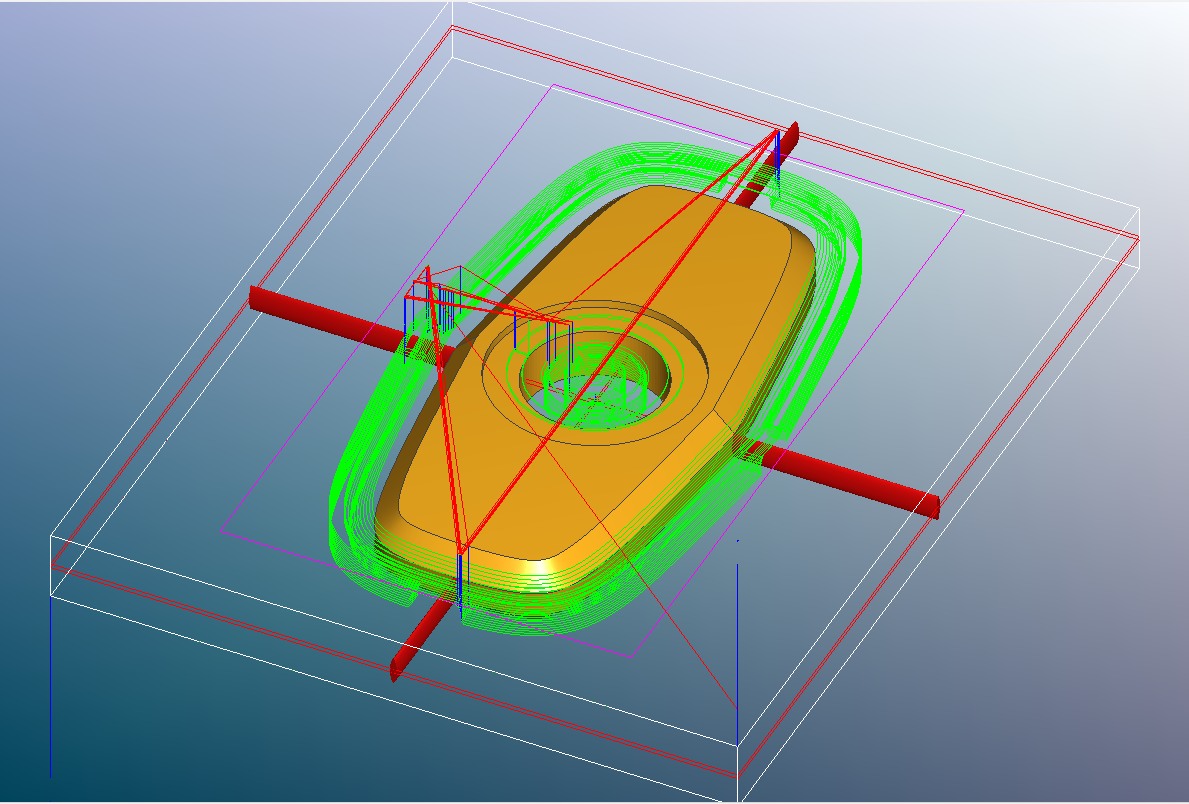
I’m running into a problem cutting aluminum when plunging (see video). The spindle is stalling momentarily and things…don’t sound good. I’m using a 1/8" 2 flute Zrn coated end mill running at 9500rpm with the below settings.
I initially tried a 2 ipm plunge rate, then switched to a 1 inch plunge. I had the exact same problem both times. It seems like after the first few passes (in which a very slow 1 ipm plunge goes smoothly), the plunge rate is much faster than 1 ipm as you can see by just watching the video, so I’m just not sure if it’s a problem with the g code or I’m doing something else wrong. Attached is the g code generated by Meshcam.
I’m a total newcomer at this, but looking through the g code I see multiple plunges like this:
G1Z-0.734F355.6
G1Z-0.749F25.4
G1Z-0.749F355.6
G1Z-0.983F355.6
G1Z-0.999F25.4
G1Z-0.999F355.6
Where it’s plunging at the feed rate right up until the last .015mm or so. Most other plunges are much more tolerant and the plunge is changed from the feed rate at about 1 DOC or .254mm before.
Hm. That doesn’t actually look bad. It’s plunging to above the current cut Z at high rate (you want this), then slowing down for the plunge, then as soon as it reaches depth, switching to the higher feed rate you’re using for x/y. The “Z” on the third command isn’t necessary, but it’s not going to do anything either.
Honestly, you video doesn’t sound -that- out of whack. I would look closely at the end mill and see what kind of shape it’s in. Use a magnifier of some sort. I suspect you’ve got some chip welding, or the flutes are chipped. Compare it closely to a known new tool. In my limited experience, if you get the feeds wrong, the end mill is rapidly damaged - loses a bit of leading edge on a flute, and after that the plunges are really awful. Once it’s moving along sideways, there’s a little more meat on the tool to do the cutting. Not saying it’s -the- answer, but it’s worth checking out.
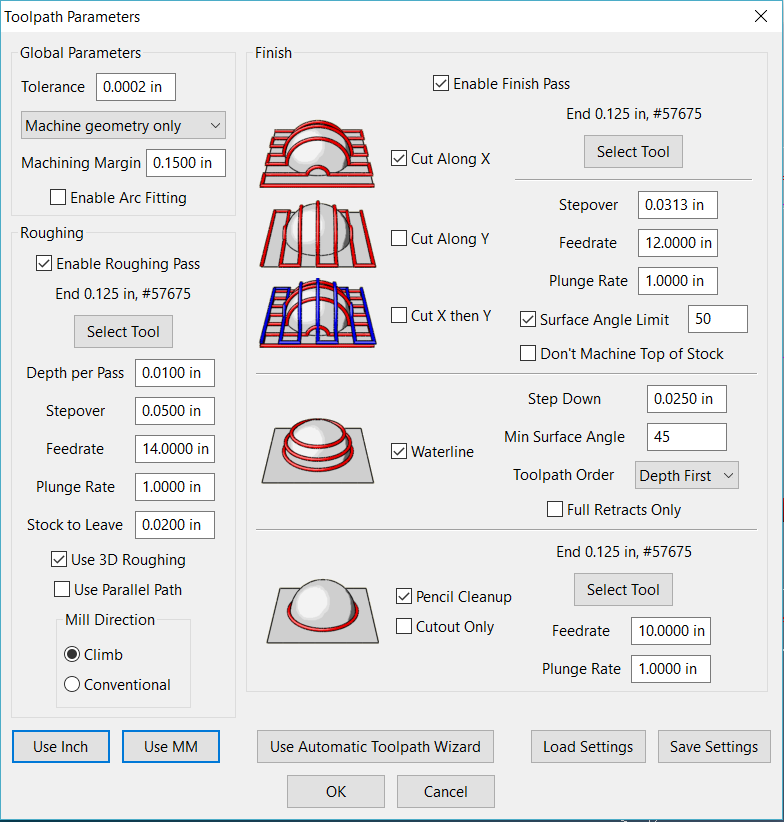
The feed rate you have is kind of high - I can’t do this on my nomad and get things working well above ~ 8in/min. You’re leaving a lot of material to be taken off (.02) in one pass on the waterline (which you have at a .025 step down)
I looked through some of the other g code files generated by Meshcam on some more successful cuts and they all use the feed rate to plunge down to very close to the stock and then slow to the plunge rate just before, so like you said, I don’t think it’s that.
I think you’re probably onto something with the cutter. I’m going to look at that under a magnifying glass and see how it’s doing.
I feel like the machine is cutting pretty well at that feed, but being less aggressive for now couldn’t hurt.
Thanks for the tip about the waterline pass. If you’re willing to expand on the relationship between the stock to leave and the waterline pass I’d be grateful.
I usually leave about one step-over (a little less) of material, but the step down for waterline finish should probably be less than the step down you’re using on the roughing pass. That’s my 2 cents anyway.