Hi,
I am very new to the CNC game and am coming up the learning curve (shapeoko 5 pro). I am running some test cuts to see how best to do dados on the machine.
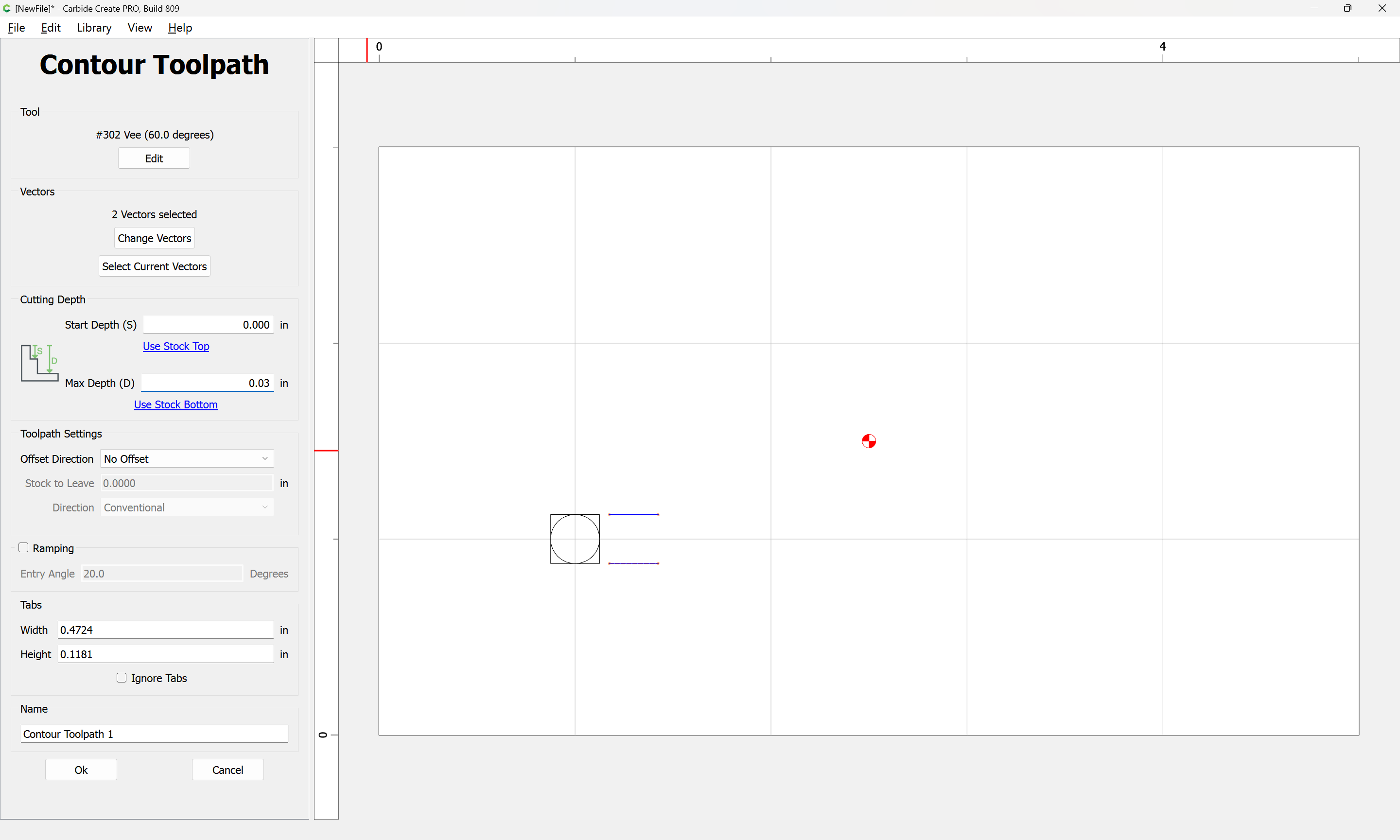
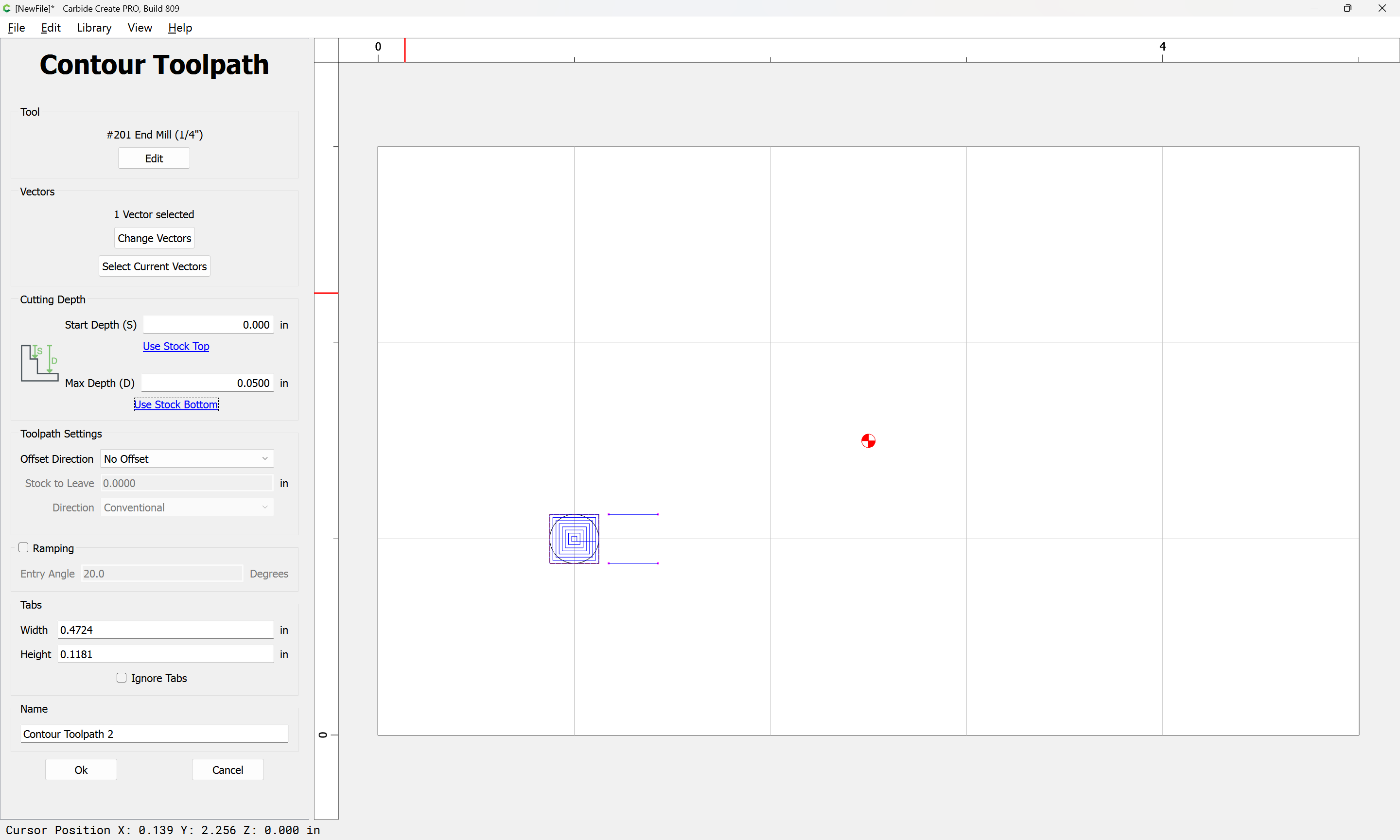
I set up a simple contour oath for 1/4" end mill to do a 1/4 dado. I am trying to see speeds etc I can push my 80 mm spindle. (the dado width is set at 6.35mm)
When I cut it the the machine is taking 2 passes and making the dado twice as wide (1/2) as I need. The depth is accurate. I checked the settings - I have 6mm depth per pass, plunge speed 500, feed rate 2000 (all metric).
Not sure what is going wrong. Seems like I am missing somethin here. Any help would be appreciated.
Thanks,
Mani
It sounds like you’re using the Contour Cut feature versus a Pocket Cut.
Ideally, for a dado, you would use a rectangle of just the right width and perform a pocket cut with a bit somewhat smaller than the dado’s width. I would use this method with a 1/8" bit or a larger bit that is less than 1/4" although the 1/8" is more likely one you have.
Since the width of your dado is the same as the width of the bit you’re using you could use a single line and make a contour cut along that line but this is not best practice for two reasons. If there’s any runout or manufacturing inconsistency in the bit your dado width may not be spot on. Also, it’s better for the bit to have one edge of the cut open as it does successive passes into the stock.
I thought the point of cutting a dado is to do it on one pass. Its only 6mm deep. I can do this on my router table either with a 1/4 inch or 1/2 inch shaft bit in 1 pass.
Yeah, I read that with many of the postings I saw. But, if my router (Festool OF400, or the Bosch1617) can do this in one pass with either 1/4 shaft 1/2 shaft with 1/4 CDs can do this, my 80 mm 2.2 KW spindle should be able to handle that, right? In fact, Peter from Studio Z has a video as speed comparison between 65 and 80 mmm spindles and it seemed like he was cutting using contour paths. One pass much deeper than 6mm.
if it takes 3+ minutes for a single dado, ~500mm long it may not make sense to me.
Besides, if I am using these for cabinet/drawer assembly, as long as they are straight, tolerance on the width of 0.5 mm range will be fine
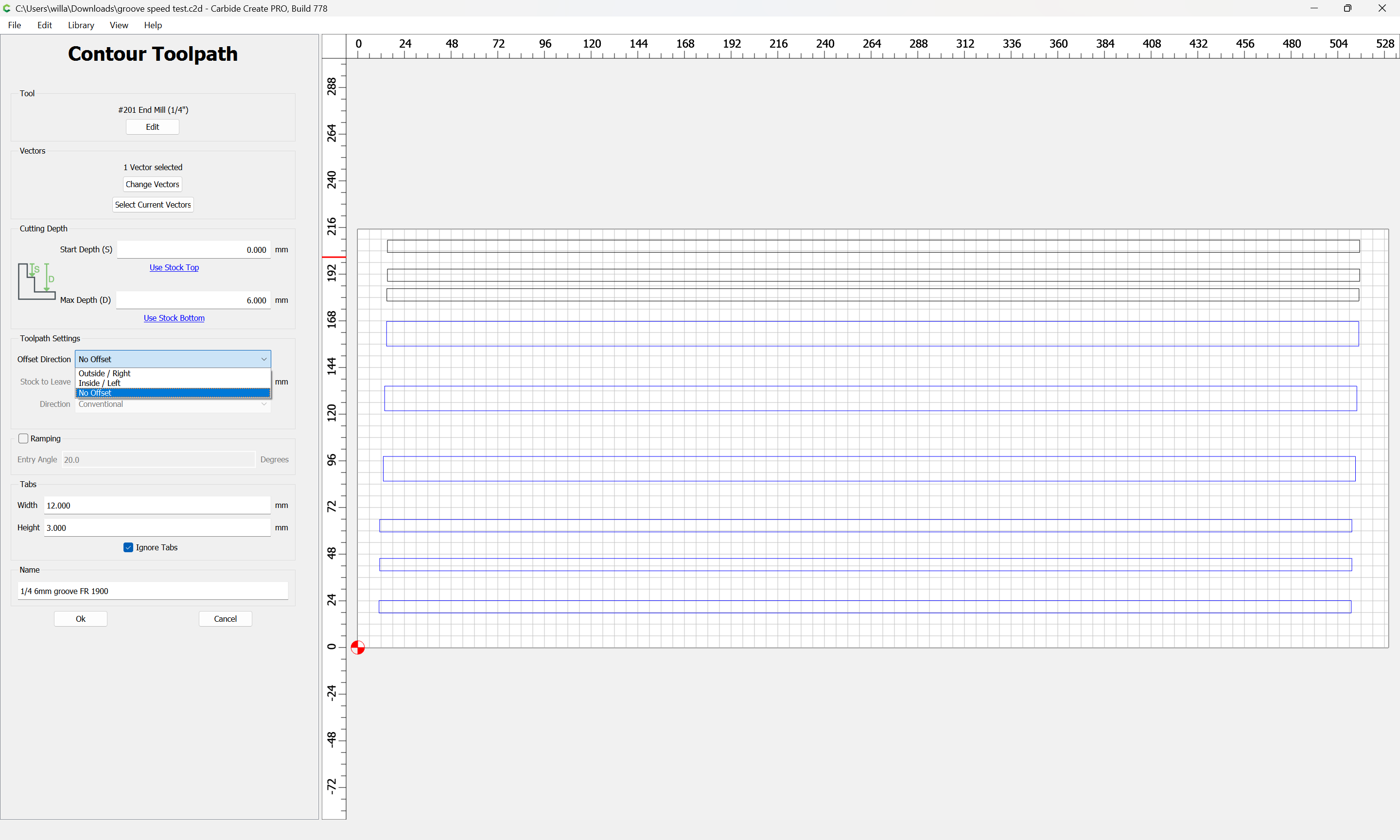
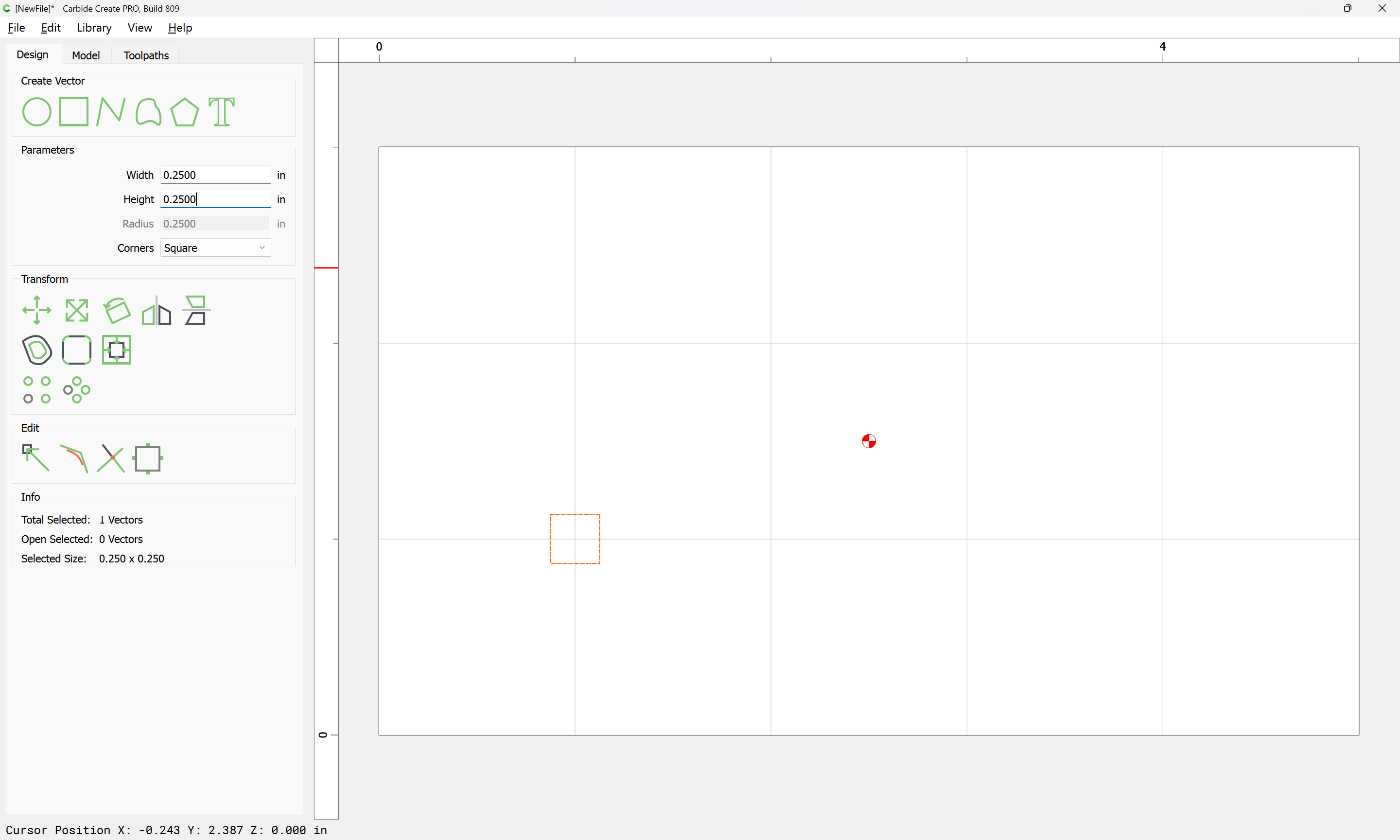
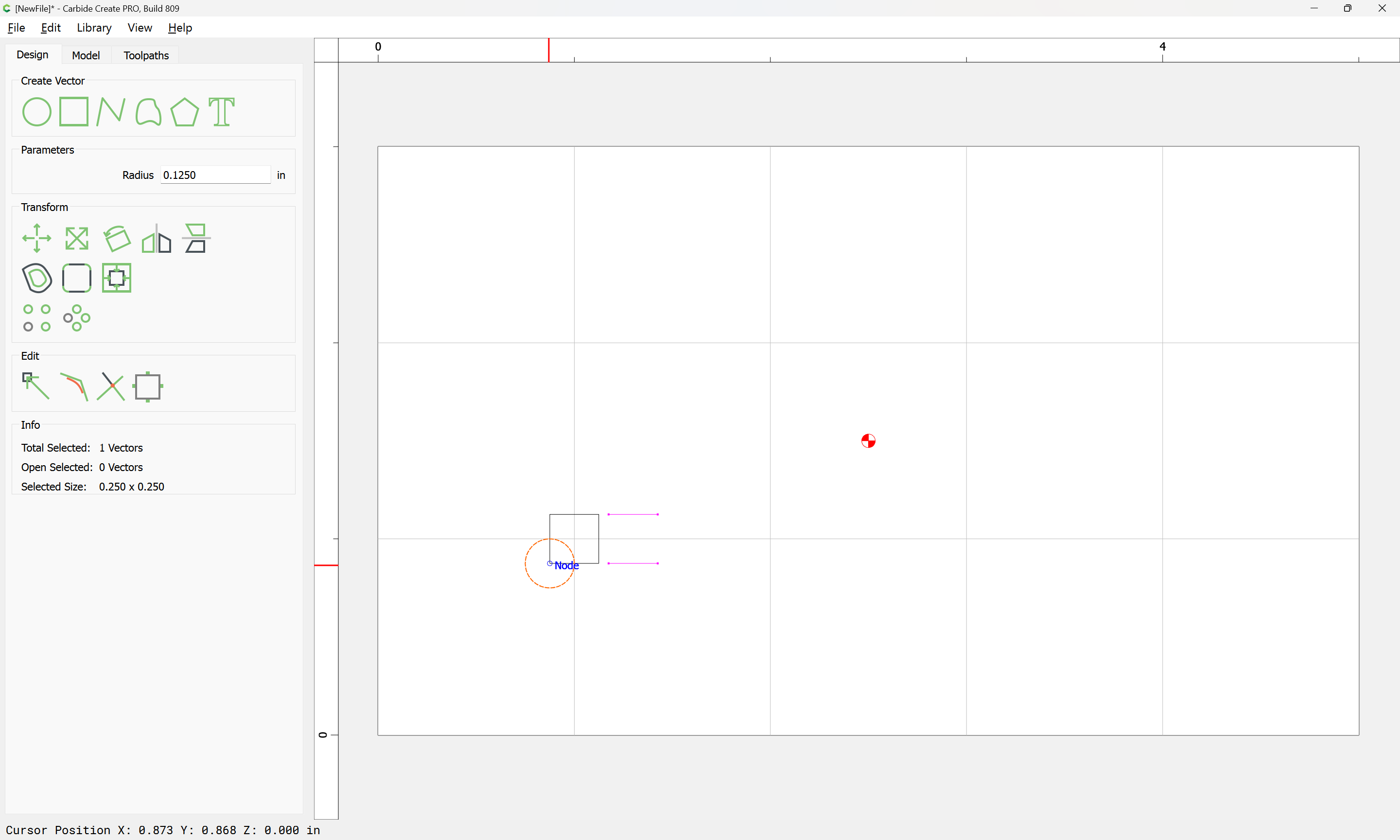
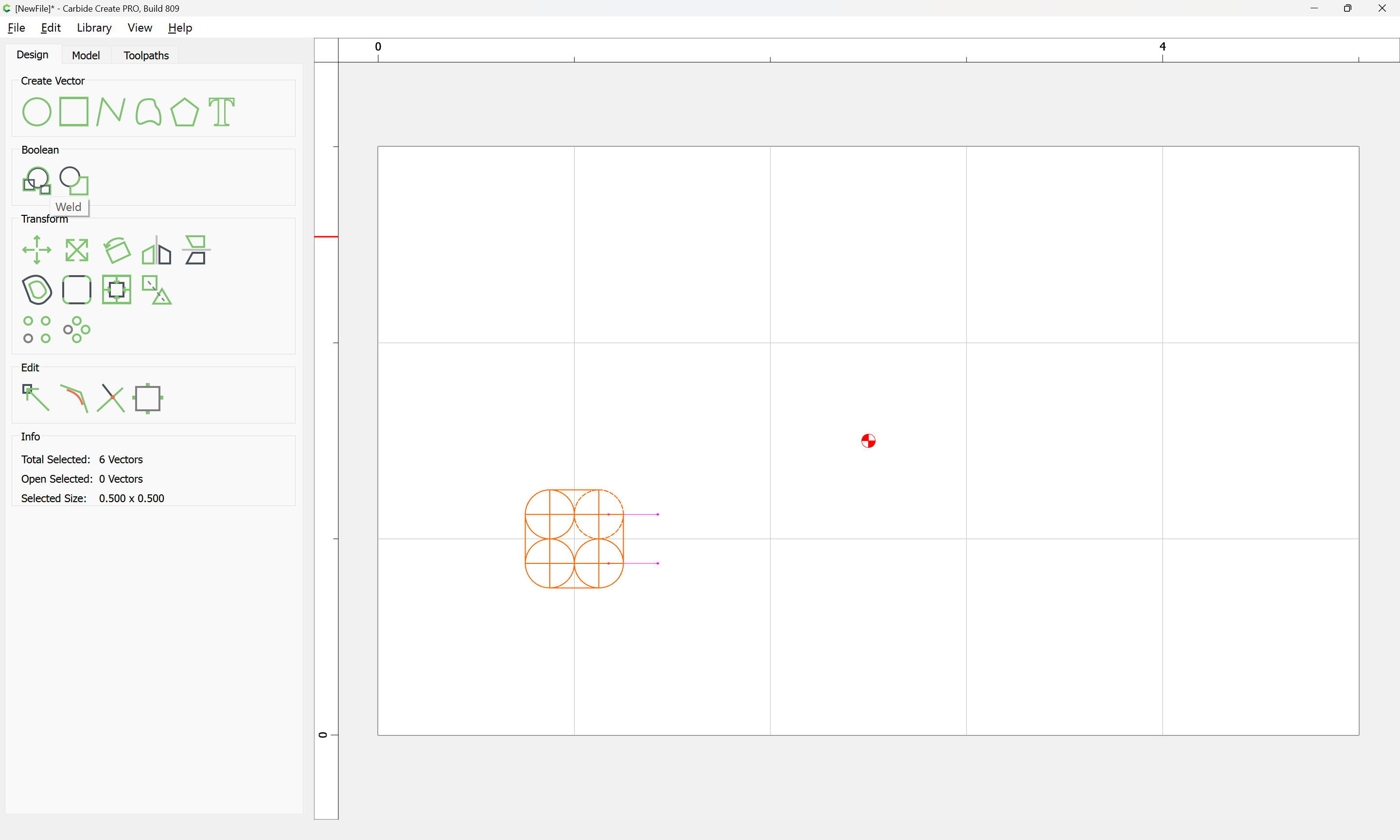
Looking at your first tool path, probably applies to others as well, You have a rectangle that the bit is following centered on each edge, since the edges are1/4" apart, so will be the center lines of the two long edges. There’s your 1/2".
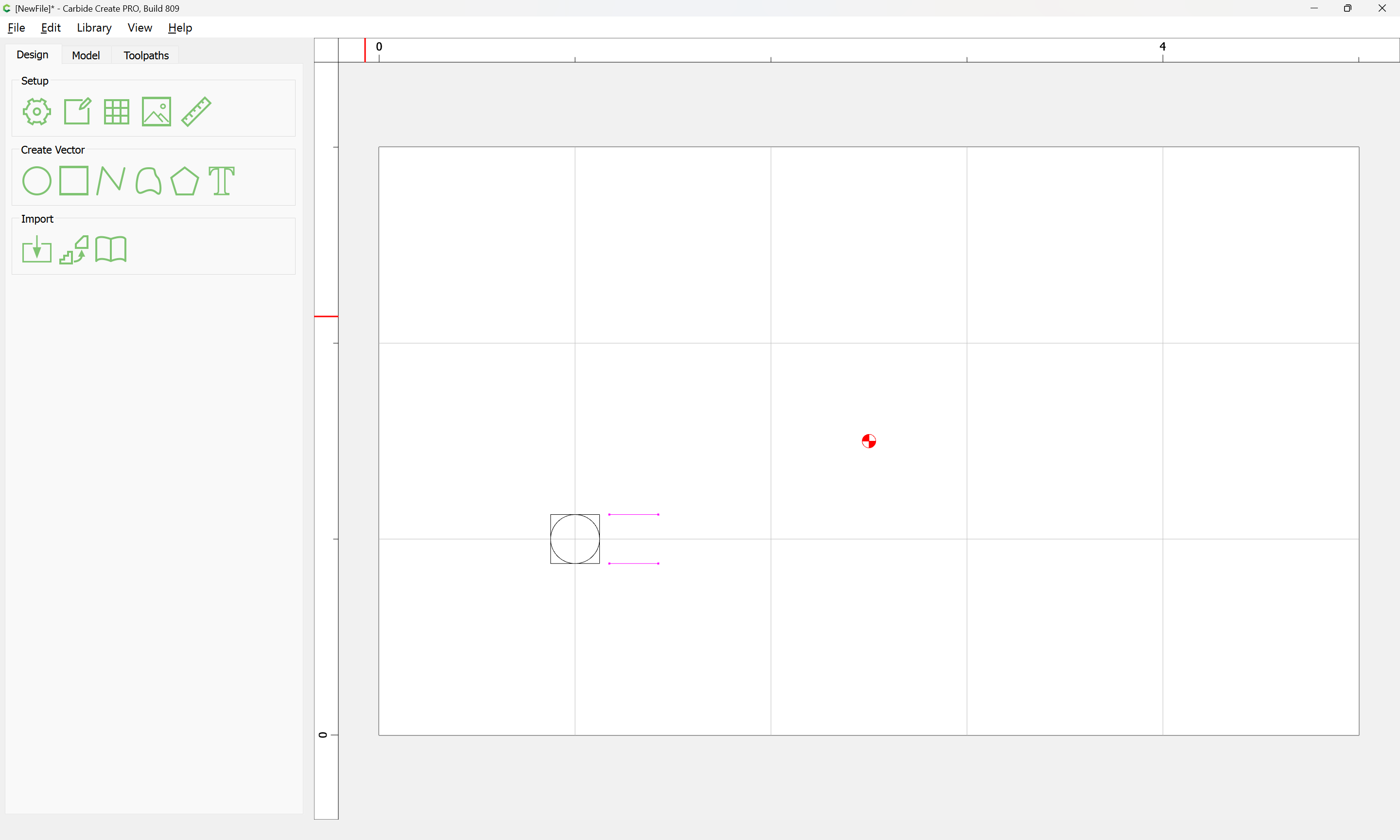
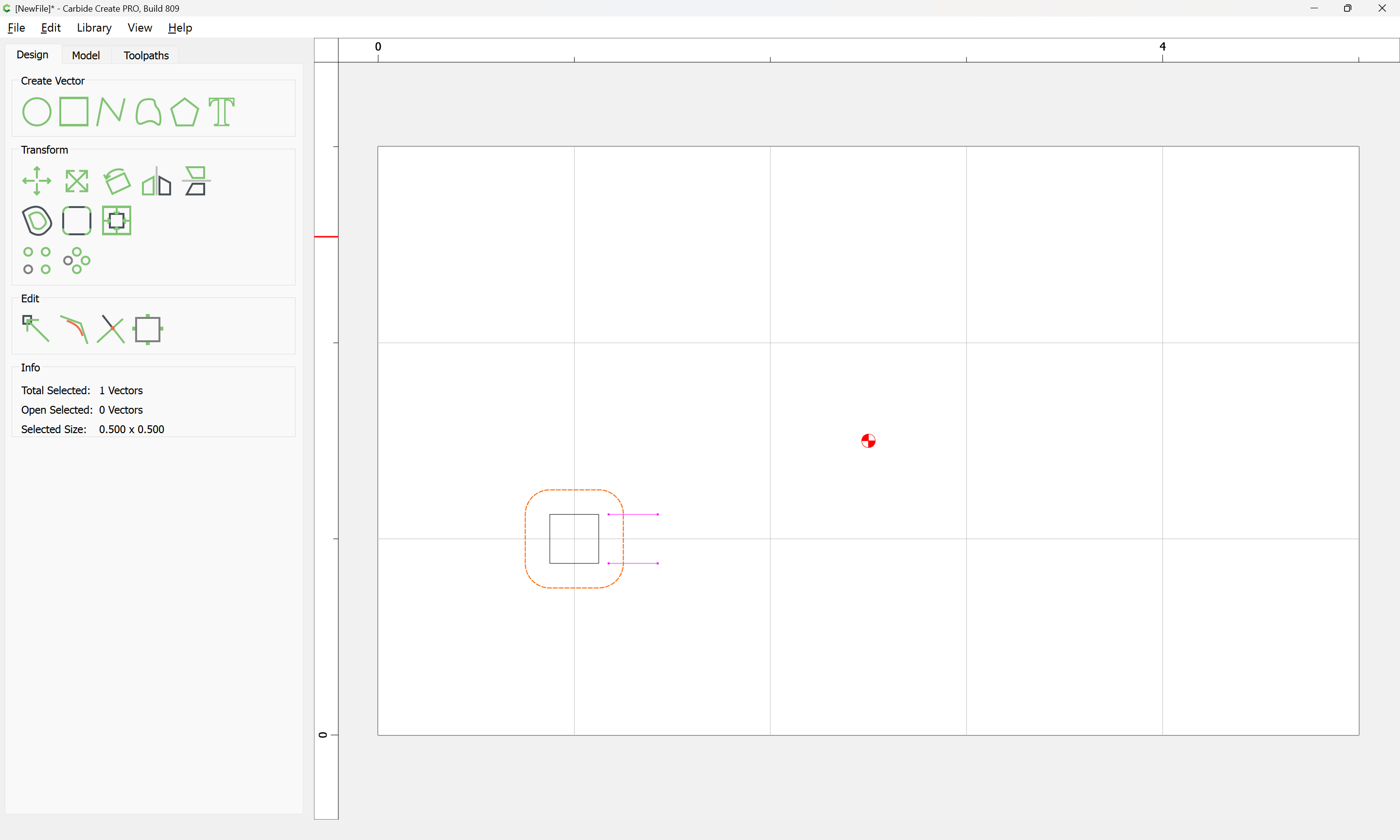
Eliminate the rectangle and use an open line since precision is not paramount and speed is.This is in line with more standard router work.
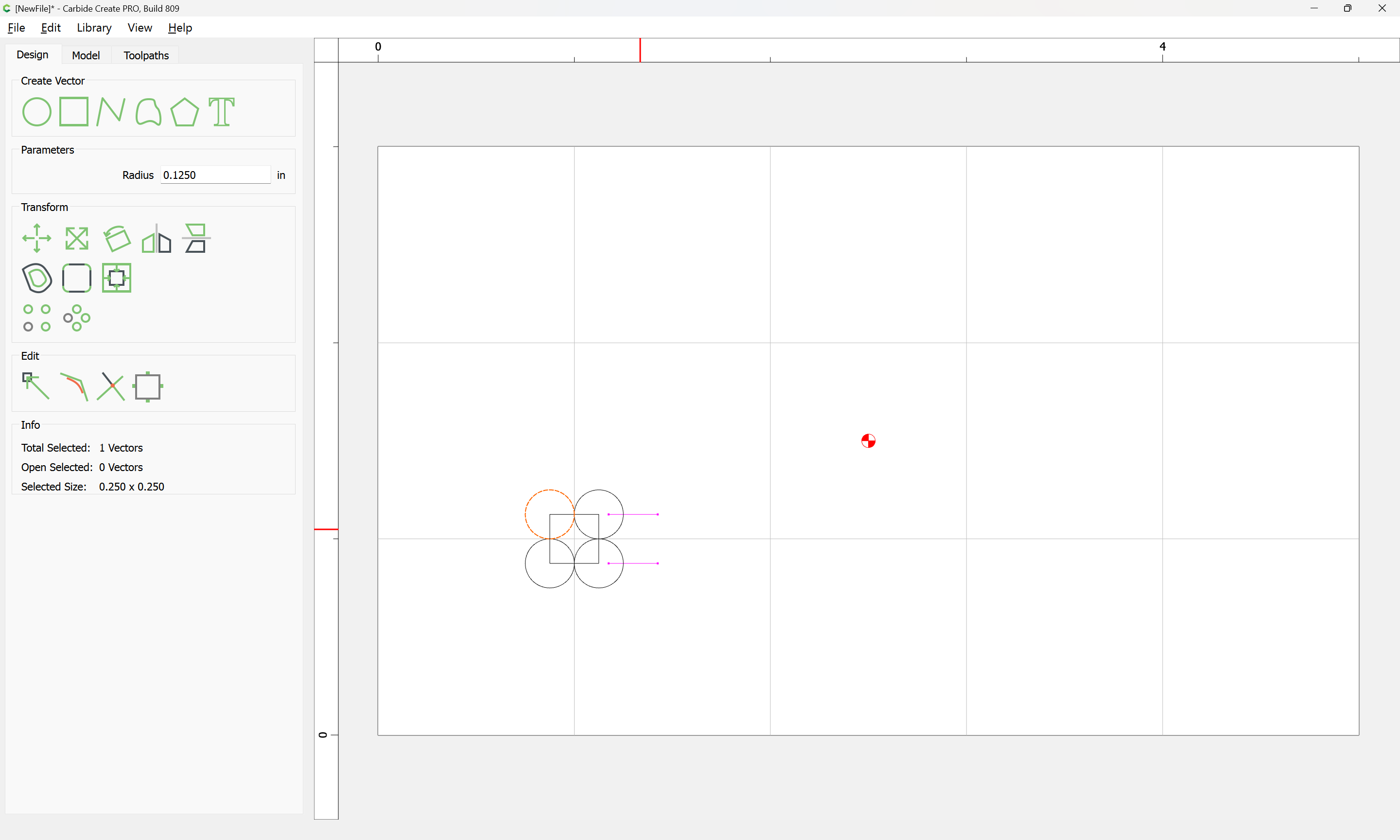
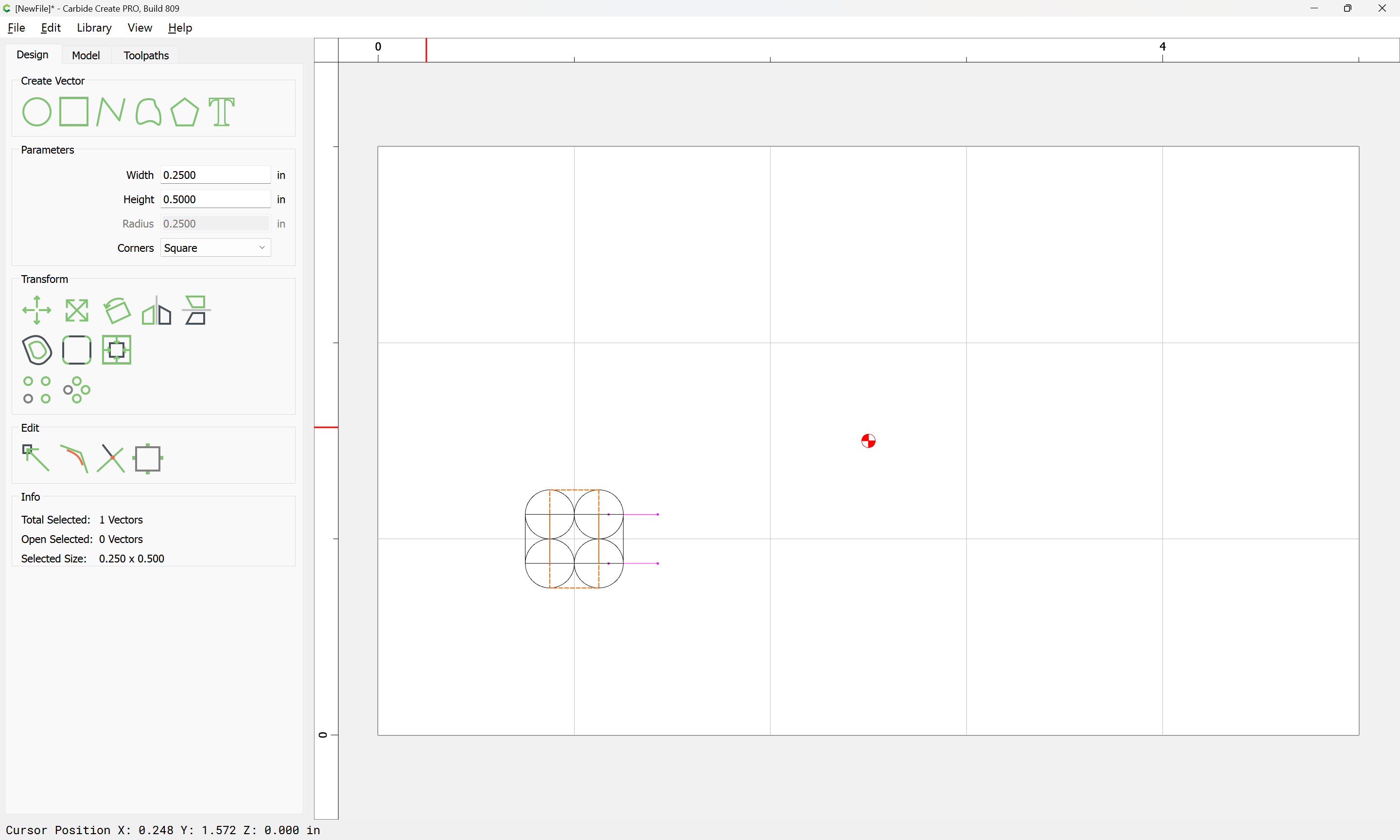
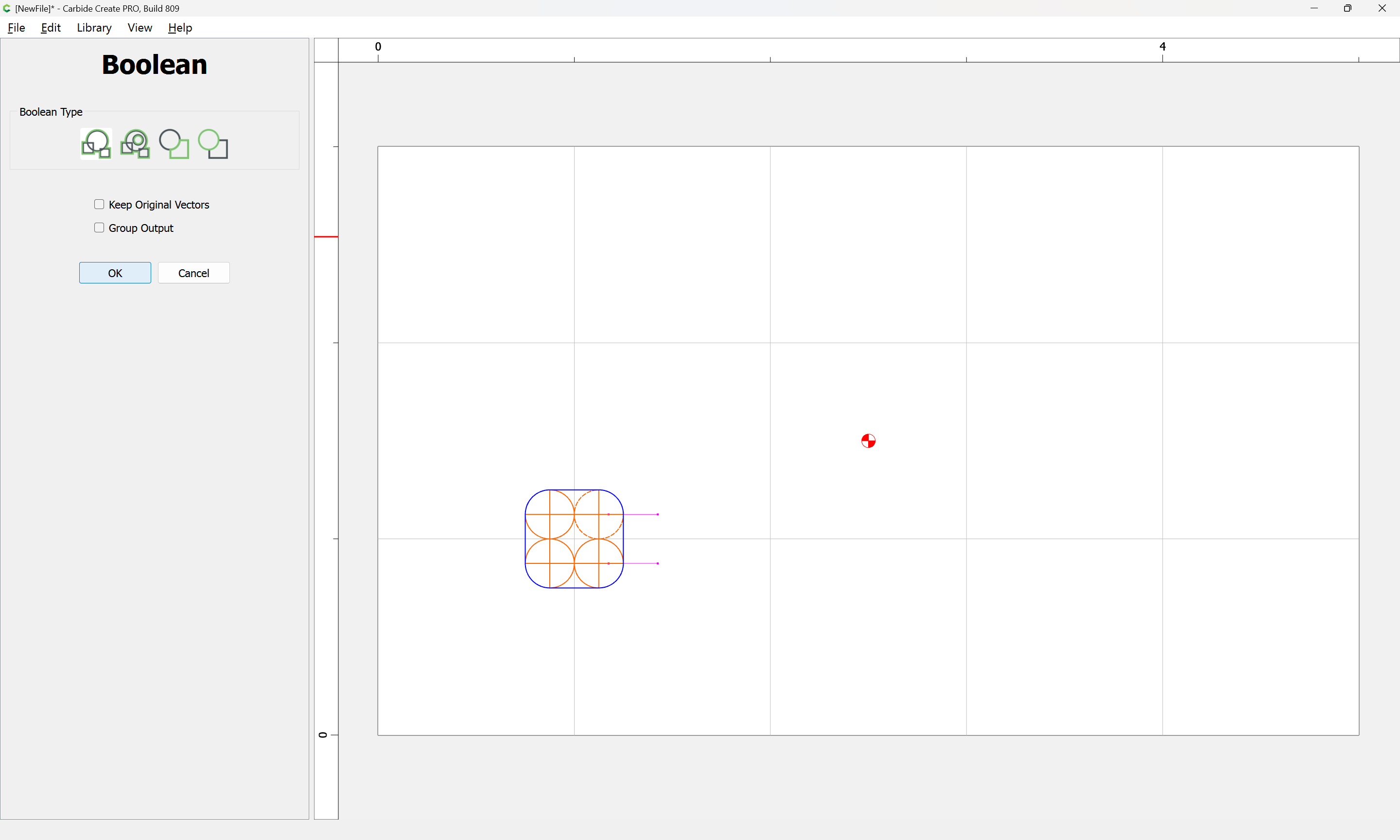
Or you could use the vectors you have and apply a pocket cut instead. I suppose CC will be okay with pocketing a path the exact width of a bit but I’d use the single line instead. I guess if you see a path in the simulation you’re good to go.
which I believe we will agree if assigned a pocket toolpath would remove the same material as is removed by the No Offset Contour toolpath applied to the original square with a 1/4" tool.
Thank Will. Wow - very complex. Not sure why we need to do all that if I can get the results I want by doing a line.
So, I tried the dados with a line with and without offsets. It yields a perfect groove with a contour tool path. Just that we need the exact size bits if we want to do this in one pass. i.e I did a 1/4" dado - offset 1/4 from the edge of the board, 1/4 inch deep. this is to fit a drawer bottom. worked fine on the scrap cut I did. Also was able to make Rabbets using the lines, a bit more involved in the design stages. This was the suggestion by Byrne above. Thanks both for help.