I would like to machine a large custom heatsink out of an 8" x 8" x 2.5" block of MIC60 (soft) aluminum stock.
I would want to cut a 2 & 7/32" deep 2" x 2.5" pocket in the center of the stock for a power electronic device. I would also want to cut a bunch of 2" deep 1/4" wide linear trenches to leave full height “fins” in the rest of the material. The #201Z end mill looks like it’s long enough to do this.
Is this possible on the nomad? Idea would be to use double sided tape to affix the aluminum stock directly to the table and do any through holes with a drill press as a separate operation. I would probably have to stop partway through to adjust how far the end mill is pushed into the collet.
My concern is that, as the cuts get deeper, the machine might run the bit into the material that hasn’t been cut, since at some point it wouldn’t be able to raise the bottom of the end mill above the fins that are left in the stock. Is the machine smart enough to avoid doing this?
EDIT: I’m willing to machine a pocket in the center of the piece that’s wider than the intended pocket size by the diameter of the spindle (plus some margin) and doesn’t cut as deep in order to have more of the end mill held inside the collet for the final passes on the deepest part of the pocket.
Haven’t made the file yet as I’m not sure about capability. Consider that the #201Z end mill is 2.5" long, and the bottom of the spindle is ~4.25" off the top of the table at max height. If the end mill sticks out by more than 1.75", the bottom of the end mill will never rise above the top of the material.
Ok, but as stated before, the bottom of the spindle lifts up to at most 4.25" above the table and the uncut stock is 2.5" tall. If the end mill extends more than 1.75" out of the collet, then the end mill will run into the uncut material, since 4.25" - 1.75" = 2.5".
If the tool paths could be guaranteed to not run into uncut material, it looks like it would be possible to make cuts as deep as the material thickness up to the 3" stock height limit by cutting in stages using end mills with progressively longer flutes.
However, I’m guessing the tool paths are not guaranteed to work like that, so the sum of the cut depth and the uncut material height cannot exceed the maximum height of the spindle above the table (~4.25" from https://community.carbide3d.com/t/nomad-3-z-clearance/66112/7). Is this the case?
Yep, the deepest you can really cut all the way to the bottom and still have remaining original stock surrounding the cutting zone, i.e. “in the way”, is obviously half the spindle height above the table.
However, with very careful toolpath calculation, it could be possible to have more cutter stick out than this IF there is a path to the cutting zone without a high wall. For example, if the slot between heatsink fins extends all the way to the edge of the stock, you can enter there.
But, with an ER11 collet which is limited to 1/4" a very long stickout may be problematic, even if you can work out a safe toolpath.
I love my Nomad3 but 3" height stock is not “plug and play” for this reason and also that toolchanges happen in the middle of the table (See another very recent thread).
I have done similar but it is definitely one of those incredibly difficult jobs where Fusion 360 is a must to make sure the toolpath and retracts don’t cause a collision. Once you mess around with the toolpath enough to prevent collisions DURING the job, the next part is ensuring collisions on the way in/out. I had everything lead in and out from the back right of the table. Lead in/lead out are your friend. Be prepared to learn alot of F360 tricks and possibly some manual gcode
And watch out for the tool change/measure at the start…
I might switch up what I’m planning to do here from air cooling to water cooling and cut a cooling block out of copper instead. The height would be much lower.
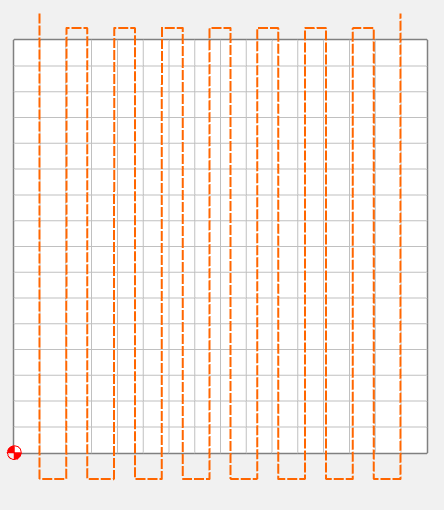
Contour that curve and the ‘stepovers’ to the next slot will be outside the part.
I would make the slots a little bit bigger than the tool. I made these 0.260
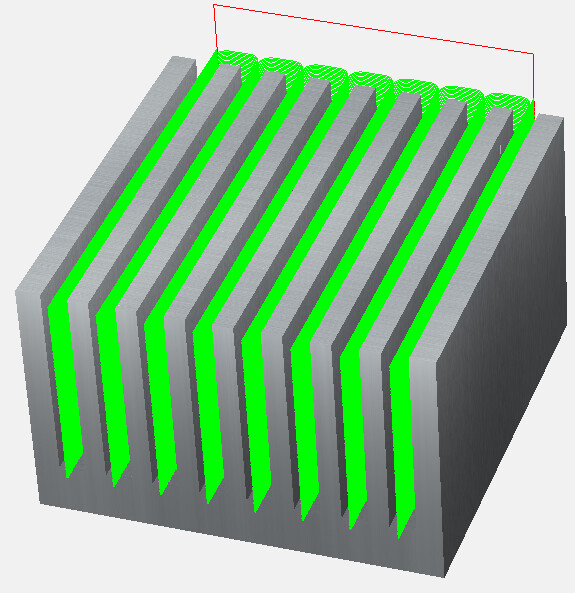
Cut this in 2 operations, one from 0 - 1", and another from 1" - 2" in which you move the tool down in the collet.
If the flute length is 1", you could cut the top 1" at 0.270, and the bottom at 0.260 to avoid rubbing the shank.
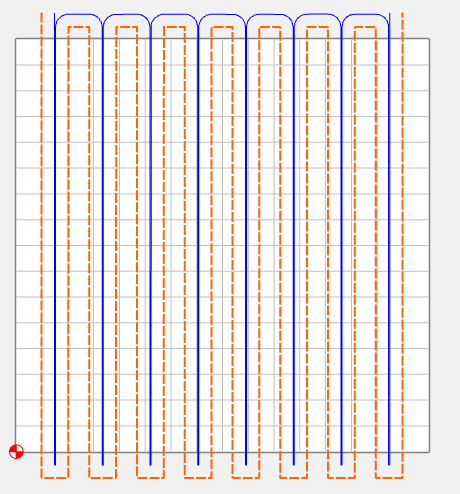
I joined the slots so the tool will cut all the slots at one level (depth of cut), then step down to the next level. This leaves material on both sides of the fin at each level, resulting in a more rigid stock & preventing chattering.
I also created the toolpath & simulated it outside of CC & determined it was conventional cutting, so I mirrored the curve horizontally, and now it climb cuts which will give a better finish.