I recently bought my 5Pro 2x4 with a VFD spindle. I’ve done some smaller projects and they have turned out well, minus some newbie mistakes. Most of what I’ve worked with is 1/2" hard and soft wood. I would like to be able to cut through 3/4", but I can’t seem to find 1/8 x 1/16 flat or ball nose endmills (except for the tapered ones) that have a cutting surface longer than 1/2". Any suggestions on how you mill thicker material and/or where I can buy bits that have at least a 3/4" cutting surface would be much appreciated.
Thanks,
Chris
Such long reach endmills as you describe are very fragile, esp. in carbide (it’s incredibly brittle — broke one just manually repositioning my machine once).
The Precise Bits folks carry some:
Click on:
and note that there are 3 options:
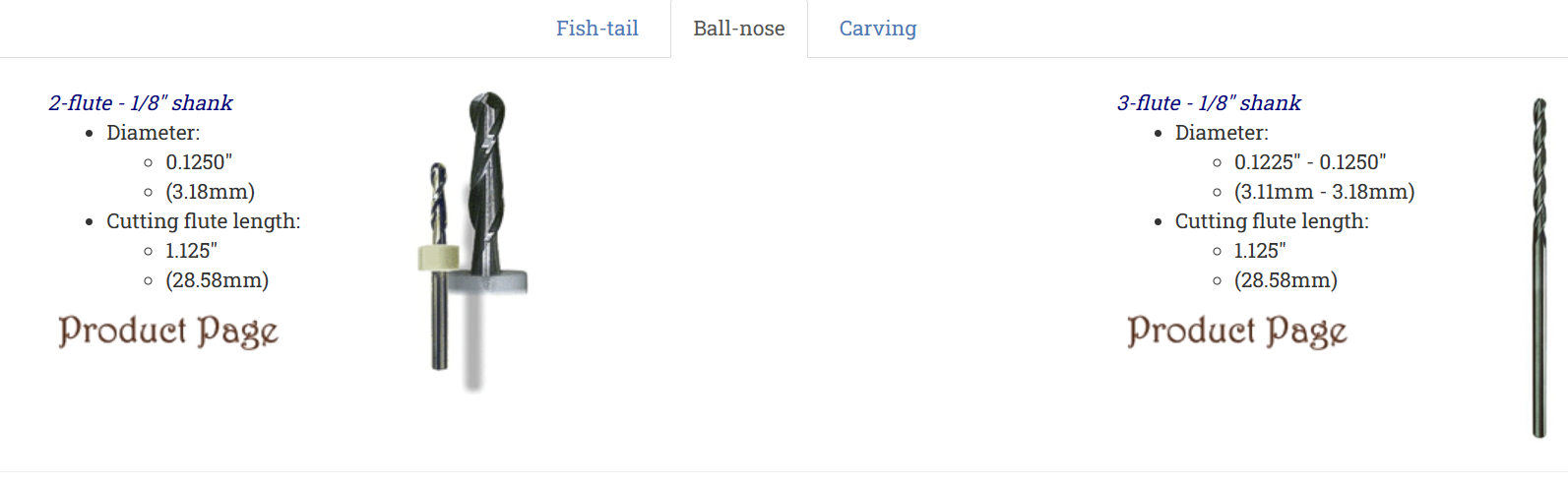
@TDA should be able to advise on their usage.
There are of course other vendors — carbidetoolsource.com is one I’ve ordered from and had good success with, and Garr Tools is well-known for long-reach tooling, and for a long while their 1/8" 3" o.a.l. tool (one of which I mentioned breaking above) was my favourite.
These are my go to.
https://a.co/d/dzepYAI
This is a good bit, but way more expensive.
I got this 1/8" down cut bit from Grizzly. It works great. It says 1/2" cutting depth but I have cut maybe 5/8". As @WillAdams said small diameter bits are very fragile. The thing I like about the Grizzly is it is a 1/4" shank so I dont have to change collets. I think the 1/4" shank makes the bit stronger.
If you get an 1/8" shank you can go deeper but you may burn the wood by the sides of the bit with no flutes. FYI.
1 Like
One thing I have done is to cut a pocket. Cutting thru material without a pocket creates drag and deflection on a long bit. I know that sometimes you need to do this. Just one way @WillAdams has suggested, takes longer just better in my book.
1 Like
Thanks for the advice and suggestions for places to buy long reach bits.
Usual preface, I’m with PreciseBits so while I try to only post general information take everything I say with the understanding that I have a bias.
Sorry I couldn’t get to this sooner. Been a weird week so far.
Do you mean 1/8" shank and 1/16" cutting diameter?
The above aside, the short version is that unless you have to, it’s not really recommended to go over a 4 or 5 to 1 aspect ratio (cutting length to cutter diameter) for the primary cutting (in this diameter range). The reason is that the tool gets more and more weak and prone to deflecting the higher the aspect ratio. So you loose a lot of margin and have to make more limited chipload (feed) and pass depth cuts. We and some other manufacturers make them but they are usually used for finishing work.
You can ease this a bit by using necked or reach tooling. These basically have a shorter length of cut but are necked behind the flutes to prevent rubbing the shank on deeper plunges. You still have a stickout issue with these though so it doesn’t solve the problem, just helps.
You can also help it with geometry changes like helix, core, rake, etc, and carbide grade can help too. However, the fundamental problem still remains that even carbide is only so rigid for a given size. It will flex and the more tool sticking out, mass removed from the tool, or smaller the diameter, the easier it is.
Hope that’s useful. Let me know if there’s something I can help with.
1 Like
John,
I did mean 1/8" shank and 1/16" cutting diameter. I appreciate the information. It makes sense the way you explained it. I will work on making sure that when I’m making deeper cuts that I allow for larger diameter endmills. But I think I’ll look into some long reach bits too.
No problem, glad it was useful.
The 1/16" diameter puts you in a tough spot. I only know of 3 suppliers of stock tools outside of mold tooling (which would leave a much to be desired finish). Us (PreciseBits), Harvey, and Micro100 (also technically Harvey). Pretty sure even we dropped all but necked fishtail versions from stock tooling.
To get a consistent and decent finish will be a little trial and error. You’ll want a 3 flute and have to play a lot with the chipload and cutting depth. If at all possible you’ll want to keep multiple flutes engaged during the cut to prevent chatter (deeper pass depth). But you have to balance that with chipload and stepover/chip thinning to keep the cutting forces down. It will also pretty much always require a finishing pass for a good finish. Runout is also going to be a bigger than usual issue here.
Let me know if there’s something I can help with.
1 Like
I rarely cut anything less than 1" thick. I have a lot of Amana bits but i’ve pretty much switched entirely to Bits & Bits, they are out of Oregon, really good quality bits, cheaper than Amana and great customer service.
I’ve got several long reach 1/16th bits from them, i break them all the time, but you do have to go SLOW, and i mean SLOW, like 10-15 IPM.
Most of mine are all at least 1" cutting, otherwise you can use a reduce shank bit and get away with a smaller cutting height.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.