Need a little advice. I am cutting a simple countor cut of the state of Texas. Stock is .75 in thick. Set the cut to bottom of the stock the cut did not hit the bottom. Next time around I set the cut up for .875 dept. This cut did not hit to the bottom either. Any suggestions to get the cuts to the bottom. I know the wood might not be the same thickness in some spot. But it should have went through when i increased the dept right. Thanks in advance for the help.
2 Likes
If you are doing just a contour, you are ‘slotting’, which is actually quite a difficult cut - high friction and high tool engagement.
Instead, take the outline, then do 'Offset Vector" toward Outside, and pick a distance that is about 25% greater than the mill you are using. So, if you are using a 0.250" mill, then try 0.300.
Now, select the original boundary and the new vector, and do a Pocket operation. The pocket is wider than the mill, so you will get much better chip clearing, and there will be a lot less friction on the tool.
If you are using Carbide Create, you can post the C2D file here so we can see how things are set up.
4 Likes
Michael thank you for that advice. I will send a picture of my file here shortly as well.
I’ve found that setting the Z=0 at the wasteboard is the most reliable way of getting all the way through with the cut without digging trenches in wasteboard.
If you’re doing things that have to be a specific depth on the top surface that means you end up surfacing with the machine, but then, if the stock surface is not level the detail would end up variable anyway.
3 Likes
I was just wondering how this isn’t also “slotting” if there is wood on both sides of the bit? I’ve never had a slotting problem unless my feed / speed was too aggressive. @Solanoo12000 What feed / speed are you using?
Gilbert, you have other problems if you cut ⅛" deeper and didn’t cut through. (I would never take that large of an increment. Its like “Here hold my beer, I’m coming through!” ![]() )
)
How did you set Z-zero? Have you actually measured your stock for thickness?
Well the zero was set in the lower left corner with a bit zero. Touching all three sides. Do not think my feed rate was to aggressive at the start. I progressively went larger in my cutt as frustration grew. I tried attaching the svg file.
texas.svg.c2d (140 KB)
I appreciate the help and advice.
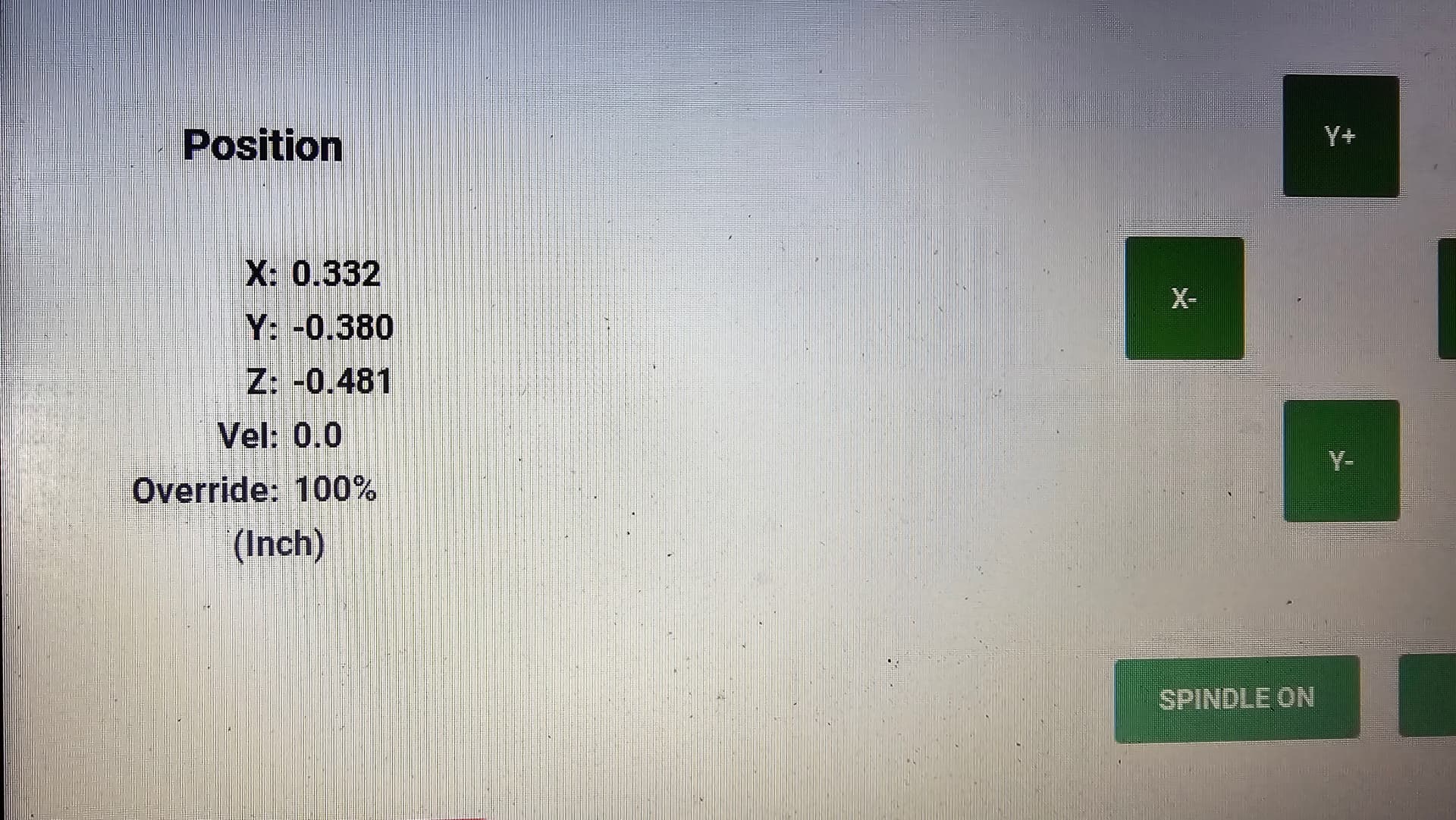
After setting your zero with the bitzero, jog the tool to the top of your stock & touch off. Note the Z value in the readout. It should be 0.000. Now jog to the wasteboard & check Z. It should be -0.750. Or whatever the actual thickness of the stock is.
If you’re cutting detail on the top of the part, I also check my top of stock Z at several places to tell me how ‘flat’ the top of stock is.
4 Likes
So i did try checking the z value after i zeroed the work. At the top of the stock it read 0.000. At the waste board it would only go down to .481 and my stock is .75 thick. Checked my limit switches it seemed to be working. I had my bitzero get a little warn out and the light would not stay on. So i rewired it and secured had it worked fine. But still not able to touch my waste board.
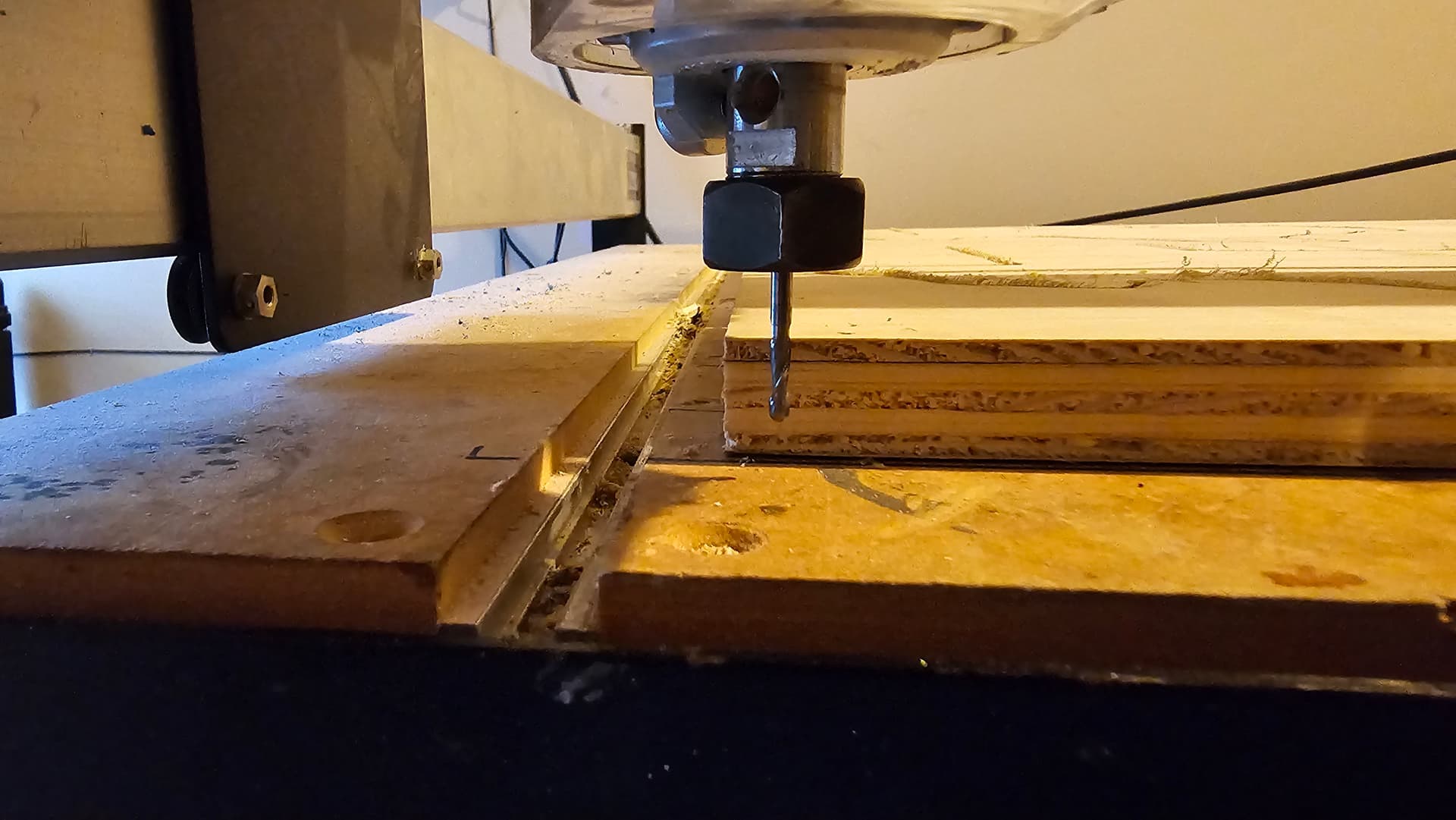
Looking at where the Z Carriage is, do you think it should go further down? It sounds like you just ran out of Z travel. Have you been able to jog down using this bit to the wasteboard before?
CM will limit your Z travel to how far it ‘thinks’ it can go. During a cut, CM will just send the commands, so it’s possible your Z distance is too small in CM. You can change this.
You can also look at how the router is mounted, if it’s high in the mount you could move it down.
Finally, maybe you need a supplementary wasteboard. When I got my S3 XL, I found that a 1/8" bit wouldn’t go down to the factory wasteboard no matter what I did. I added some MDF on top of the factory wasteboard. As an additional advantage, I can replace that instead of the factory board when it’s time.
4 Likes
One other thought. If your using that 1/8" bit for a through cut, don’t. It only has 1/2" long flutes and will end up rubbing the shank as it goes around for the last 1/4" of depth of cut. You need a bit with flutes as long or longer than the thickness of the stock when making a through cut.
4 Likes
The Shapeoko 3 w/ Z-Plus has its working area higher up relative to the baseplate — use longer tooling when you need to reach lower or add a supplemental spoilboard to lift things up.
1 Like
A bunch of us don’t use the “base” board as a “waste” board. We add another ¾" wasteboard on top perhaps with additional clamping points. Solved a lot of that kind of problem.
2 Likes
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.