Finally, an update!
I’ve moved along relatively far since my last update. I’ve:
- Installed Aluminium spacers between the Aluminium extrusion and the rails. Between the spacers and the rails, I’ve added spring steel shims to bring the entire length to within ~5µm flatness.
- I’ve (finally) acquired a torque wrench so that I can properly tighten fasteners!
- I’ve machined:
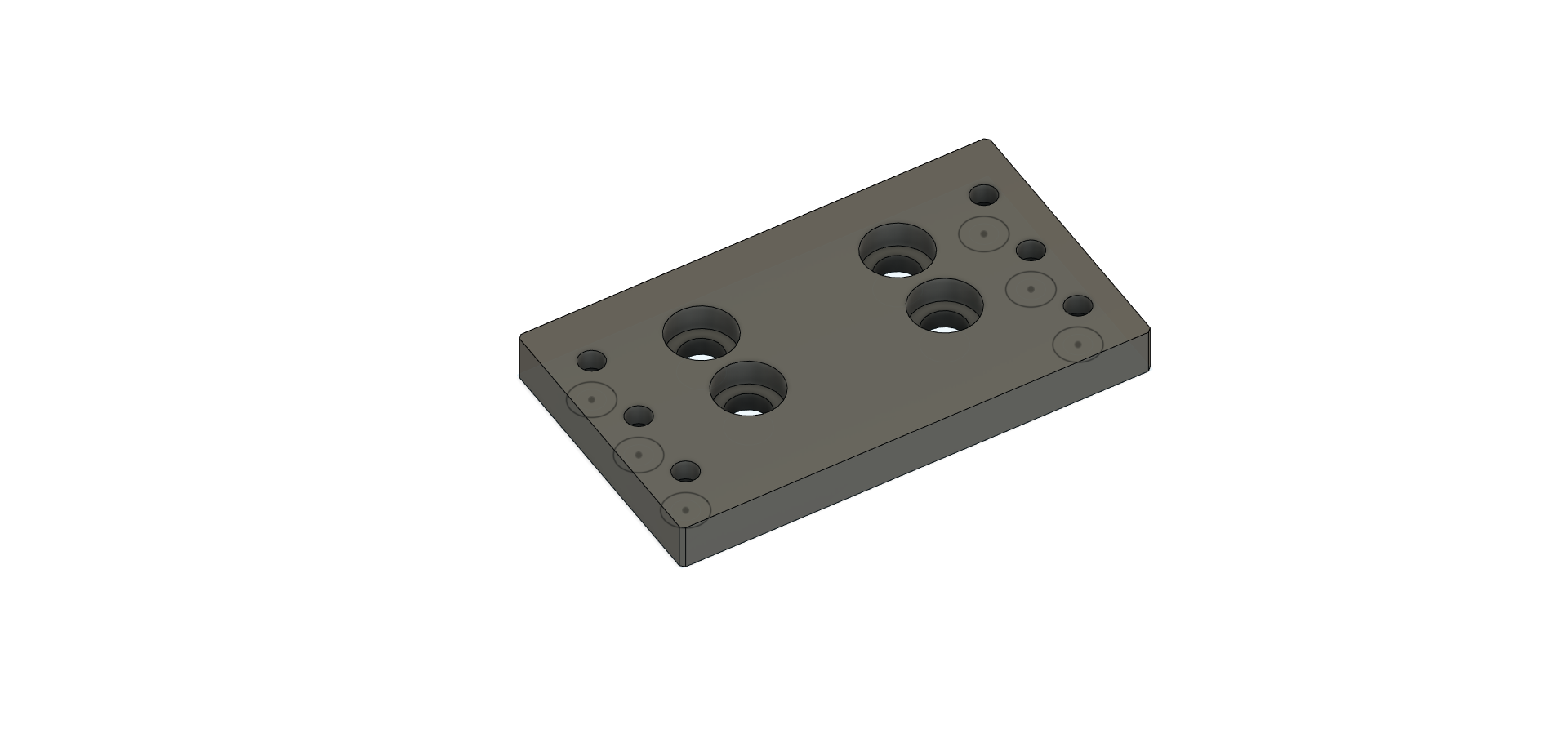
- A plate to attach the servo motor to the extrusion:
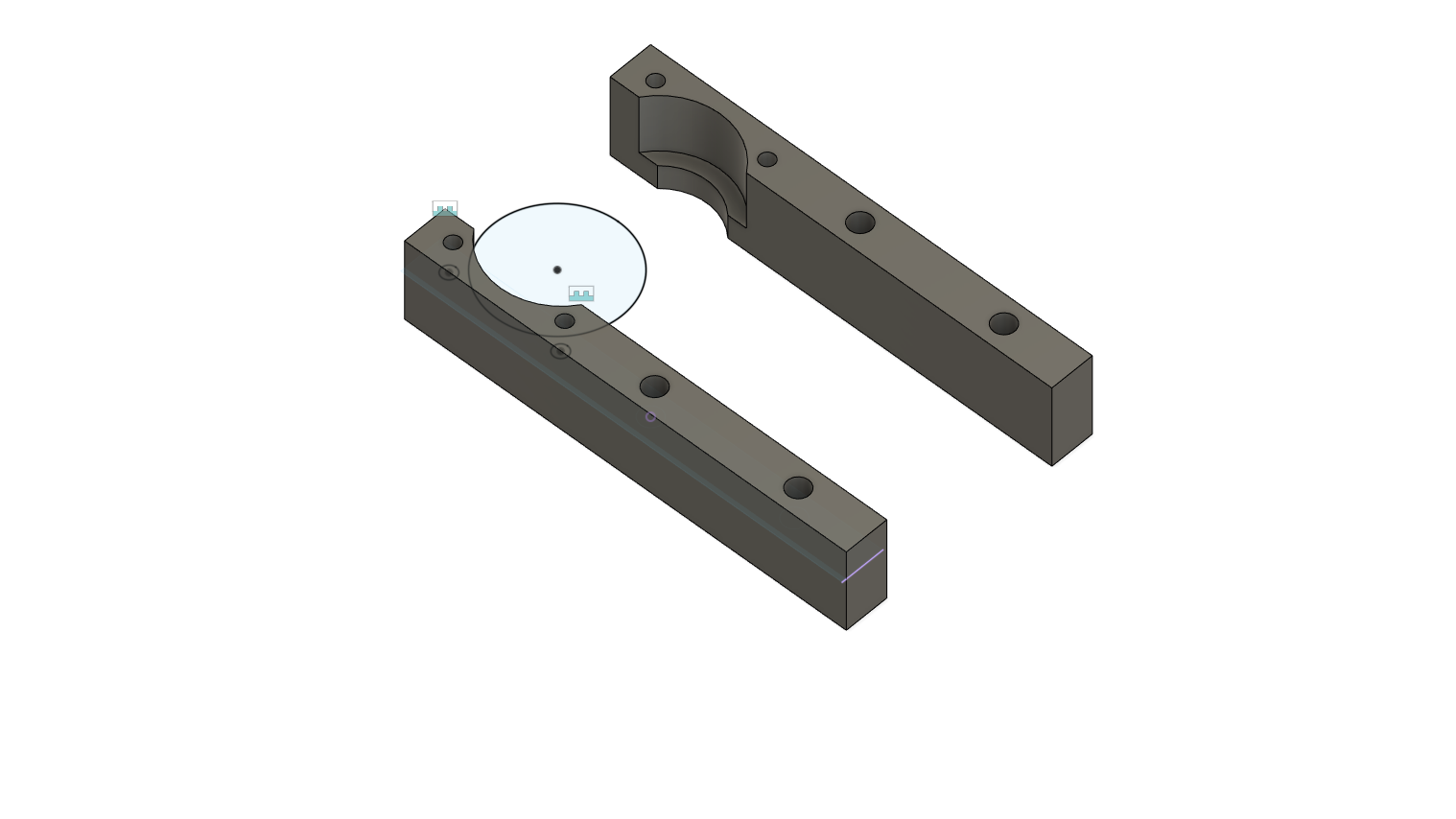
- A pair of supports to attach the ballscrew support to the extrusion:
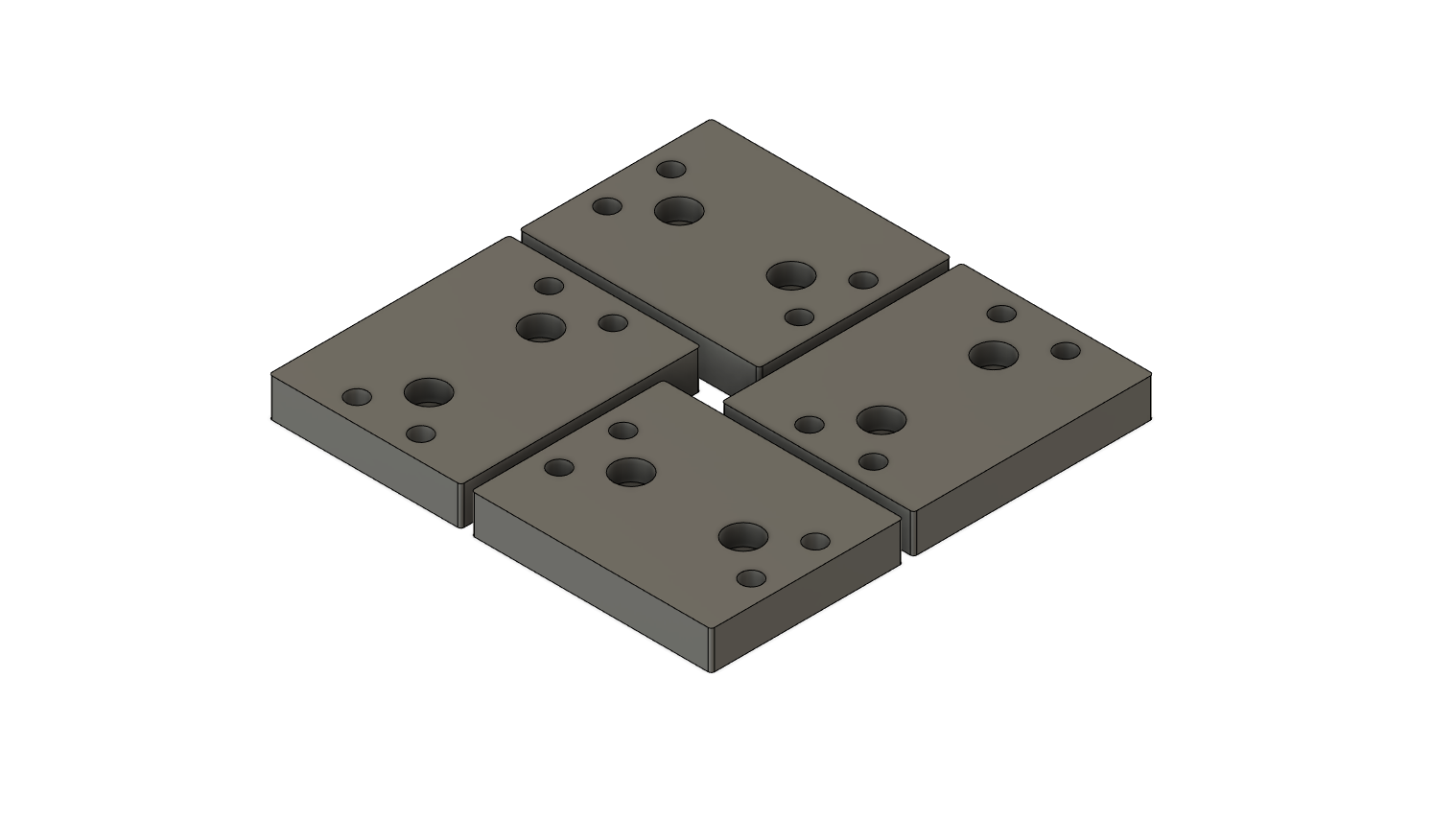
- 4x plates to attach the machine bed to the Y-axis rails:
- A plate to attach the machine bed to the Y-axis ballscrew
- I’ve assembled the lot.

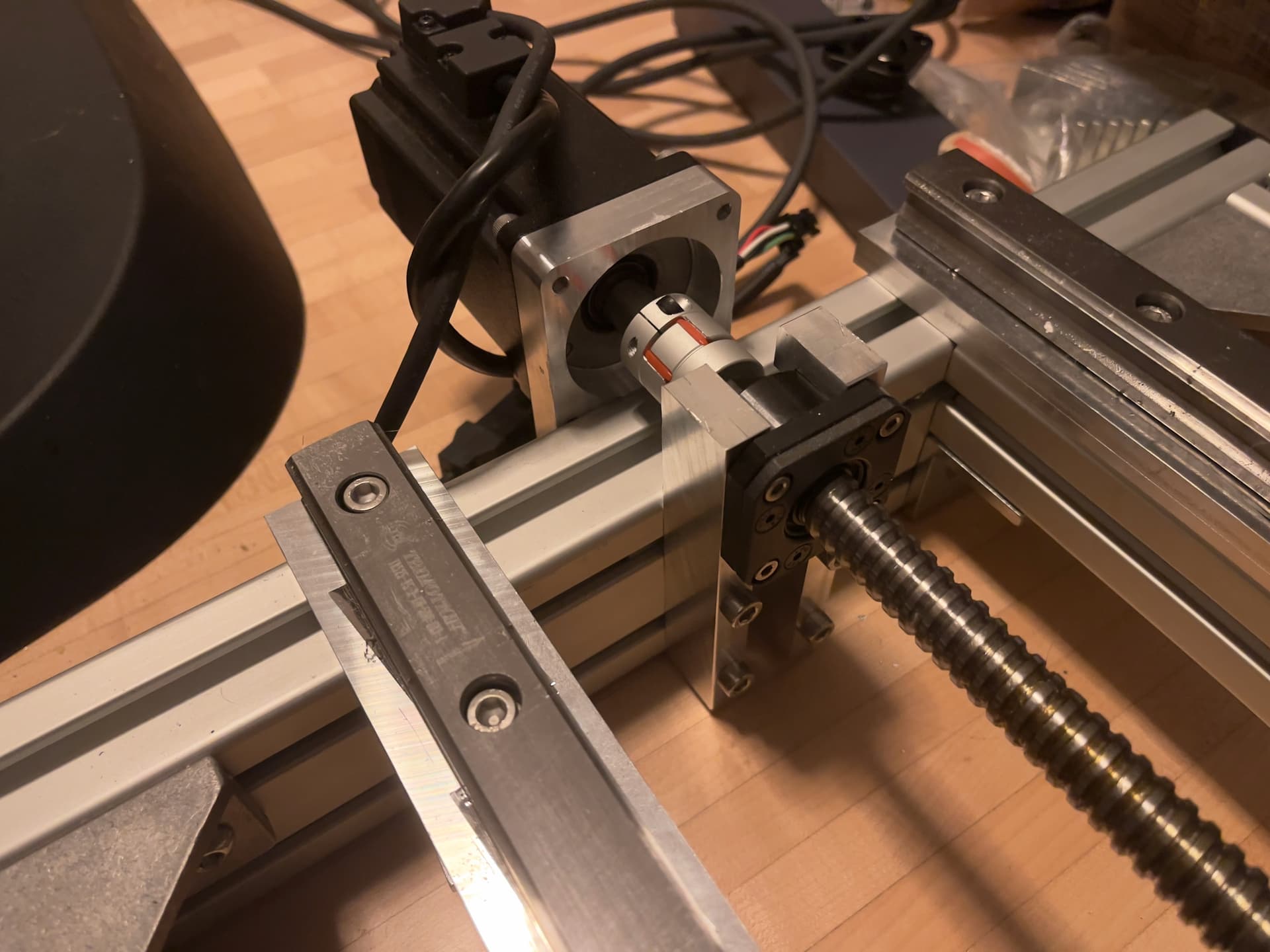
Here’s a picture of the servo assembly:
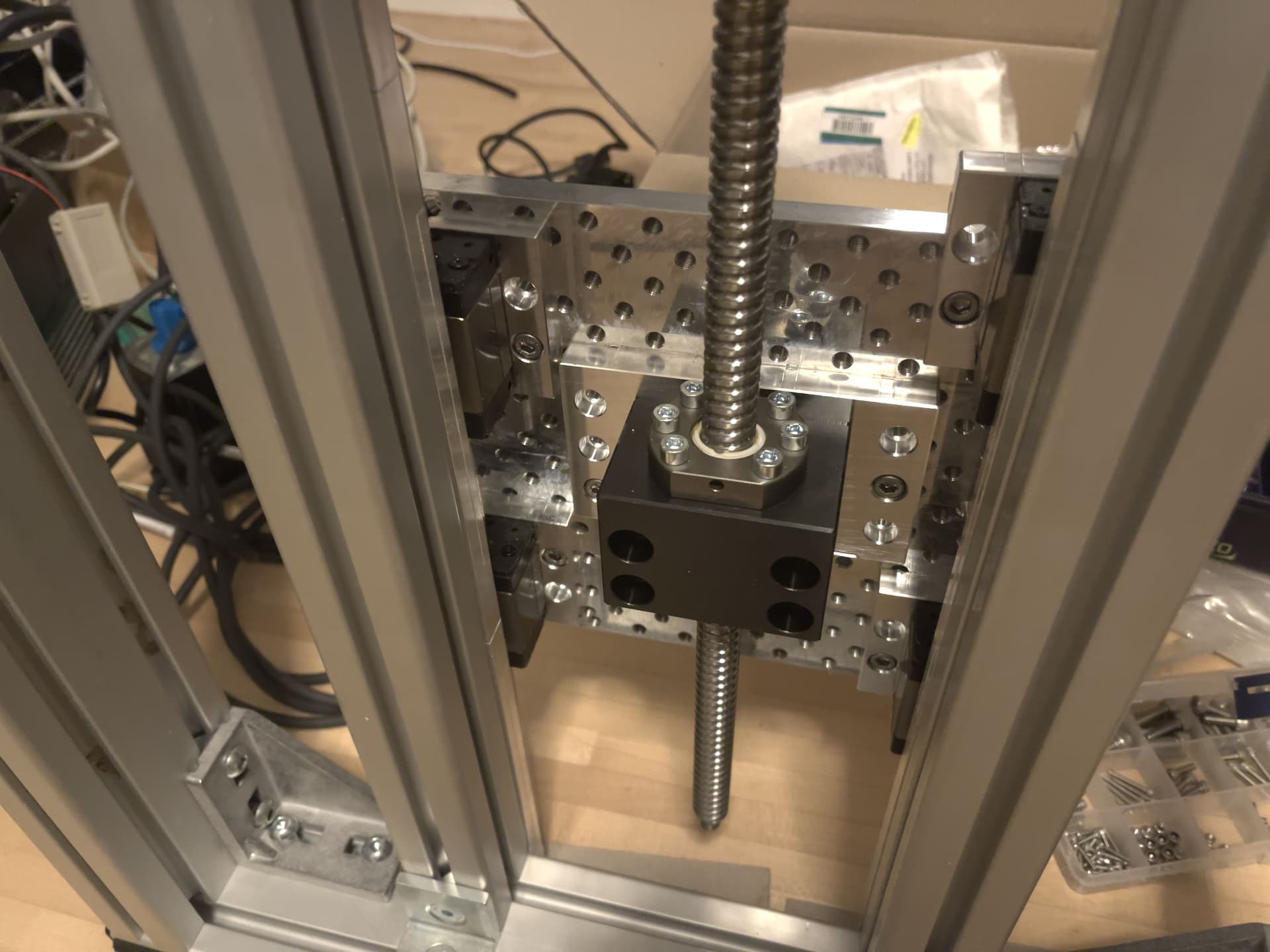
And the Y-axis from the top:

And from the back:
And a short video of the thing moving
I elaborated a bit on the process and reasoning over in the contest thread.