I’m trying to do a pocket cut but at the start of the cut the tool is plunging straight to end depth which is then too deep to mill.
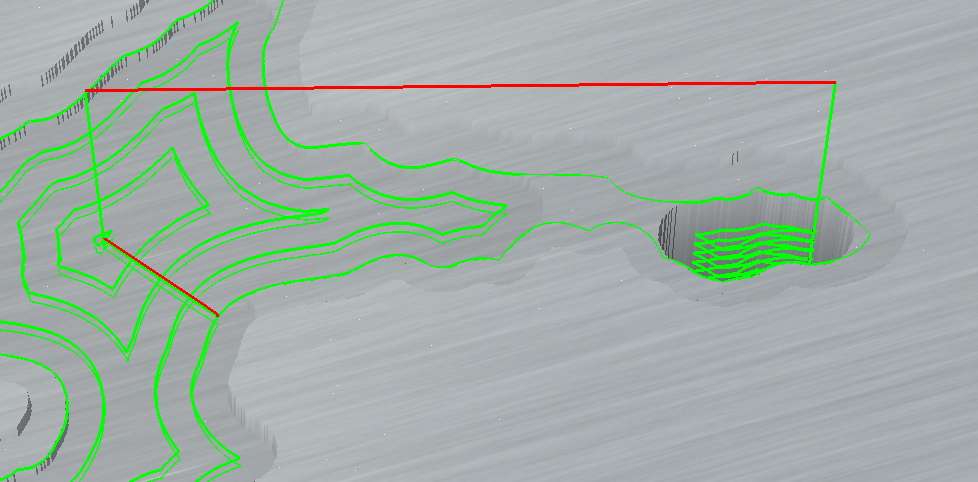
Checking in the simulation in Carbide Create (running it slow) I can see that it does the same there. I have attached a screenshot of the paused simulation where you can see the deep pocket to the top right and the other partial pockets as expected to the left.
In operation it ‘appears’ to just plunge down to the depth and then try to move/machine off to the left with the tool still at full depth and I have to stop the machine as it is clearly laboured and I fear a broken cutter, or worse.
Could it be a stopover problem as it tries to move to the next area?
I really don’t see anything wrong with the tool paths.
CC wants that first little pocket cut starting at z-.075 to a depth of z-.350, line 203 in the g-code. At line 249 z comes out of that pocket to your specified retract height of .500, moves x to a new location then starts a new cut at z-.075. Sounds good to me. The only thing that could possibly go wrong would be for the tool bit to pull out of the collet a bit and you not getting the full .500 clearance between the tool and the work piece. That’ll mess things up in a hurry, especially if the bit pulled out further than the retract height.
Thank you everyone for taking the time to look at this for me. I really appreciate you taking the time to look through the gcode (maybe I need to learn gcode myself so I can look at these things myself in the future).
Perhaps I bailed out too soon stopping the machine before it had finished with the initial pocket, but it was making an alarming sound and it is only a small hobby machine.
Sorry guys I’m thinking now that the problem may lie with UGS.
I tried a very simple pocket on another piece of wood and had the same problem with the machine dragging the wood out of the clamps before I had chance to stop it. Just about frightened me to death!
So I had the idea to try the project on something seriously soft and put a piece of thermal insulation board in the machine so it could go where it wanted with little risk of damage.
Watching it do it’s thing it moved over to the starting point then plunged down about 4mm and then started the machine process from there, effectively making the firs cut depth the project depth plus 4mm.
I had zeroed the Z axis with the tool just touching the top of material before I started.
In any event I suspect I’m going to have to look into the UGS operation more.
It’s a cheap Chinese job, from Bangood if memory serves.
But, and, apologies all round, I’ve sussed the problem. It was so obvious, if I’d just listened to the machine rather than watched it. The problem was the retract height trying to take the spindle higher than its possible height. The stepper motor was grumbling when it reached the end of its travel but I never noticed. Of course from then on the z height was completely wrong!
So, once again, my apologies for wasting everyone’s time.