Because it depends on the exact alloy and temper, what you’re using for lubrication, how your clearing chips, and a billion other parameters. 60 is a pretty reasonable number for me, using the depth of cut there, and the right size end mill.
I’m sure that’s true, but 6061 is the only aluminum listed in their feeds and speeds chart and Shepeoko 3 doesn’t come with lubrication or any instructions on how to add it…
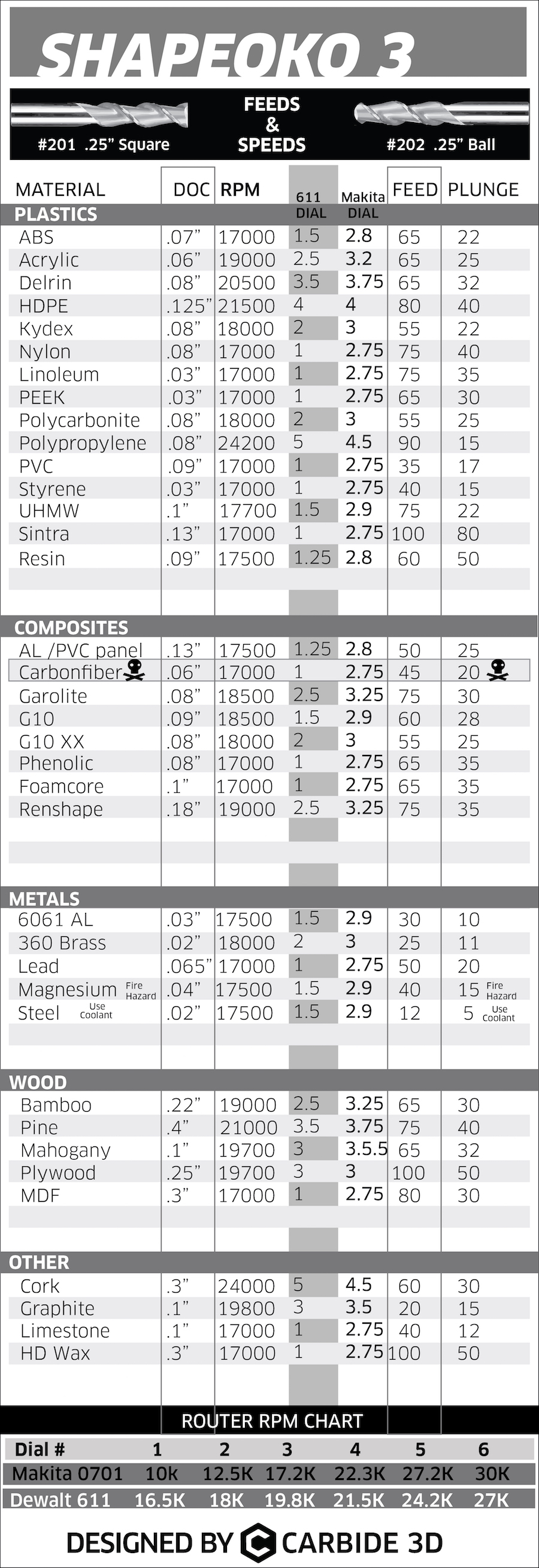
Anyway, I think the feeds and speeds on the below work OK and I wish they were the default in the software. But, at least there is a button to reduce the speed in carbide motion.
Also, Carbide Create lists speed in units of “in” when I think they really mean “in/min”. Minor point, but would be more clear with the correct units…
It also doesn’t come with dust control, but you can cut carbon fibre and fiberglass on it, both of which would “be a bad idea” without good dust control.
You can look around a bit and I’m sure you’ll see a lot of information (even here on the forums) about cutting aluminum, what influences a good surface finish and what cutting rates work with what sorts of endmills. The chart is not cast in stone, it’s a starting point, and pretty much sorta works. A .030" cut with a .25" endmill at that rate isn’t unreasonable, IF you have good chip control.
Cutting to a third of that speed is actually likely to give you rubbing, which will wear out the endmill really rapidly.