Was getting an occasional dab of oil in there (about the best I can do), had two strong streams of compressed air blowing chips out of the cutting area. I think what I’ll do is get a hold of some known 6061 and see where that gets me.
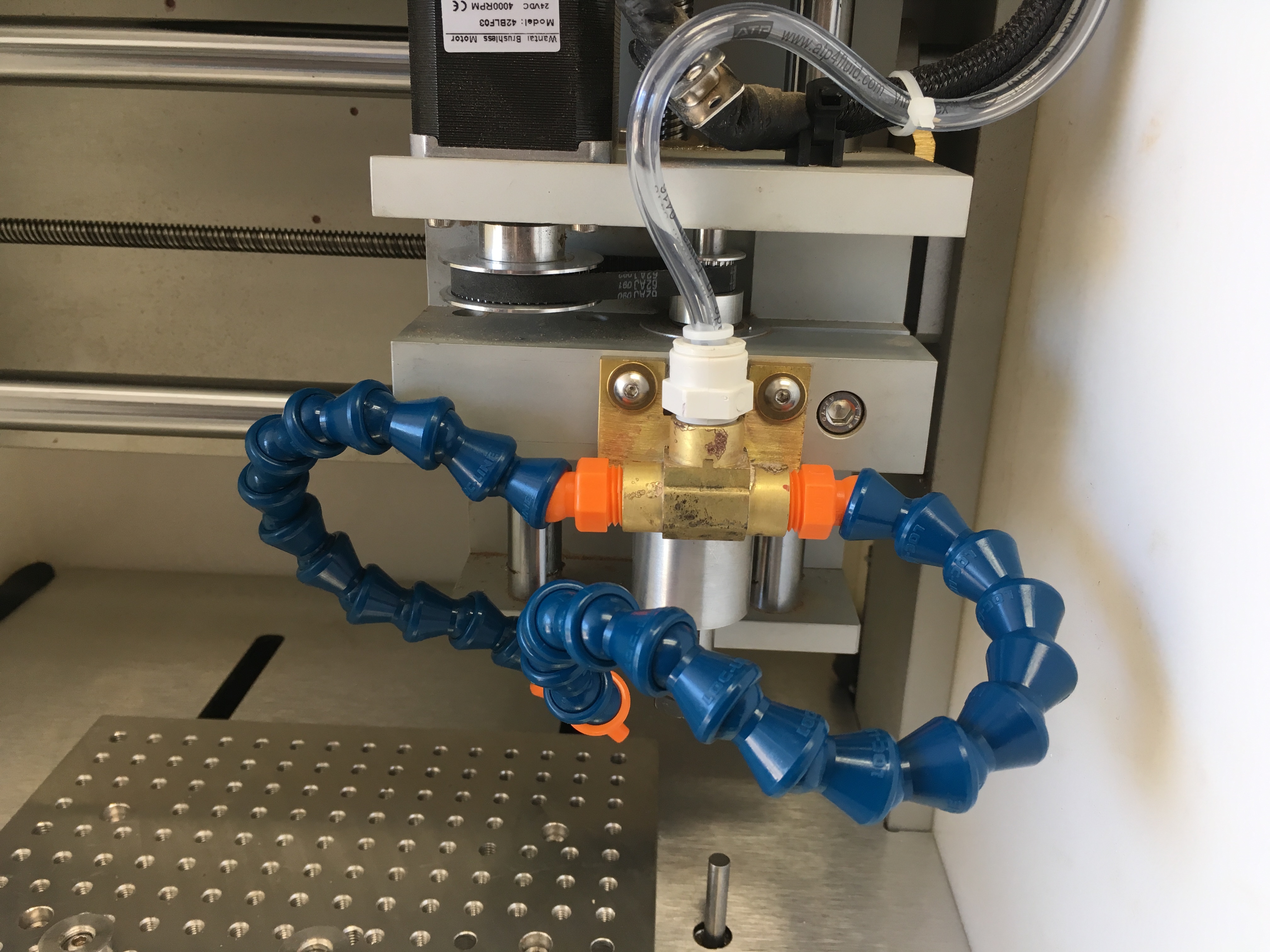
Here’s the air setup.