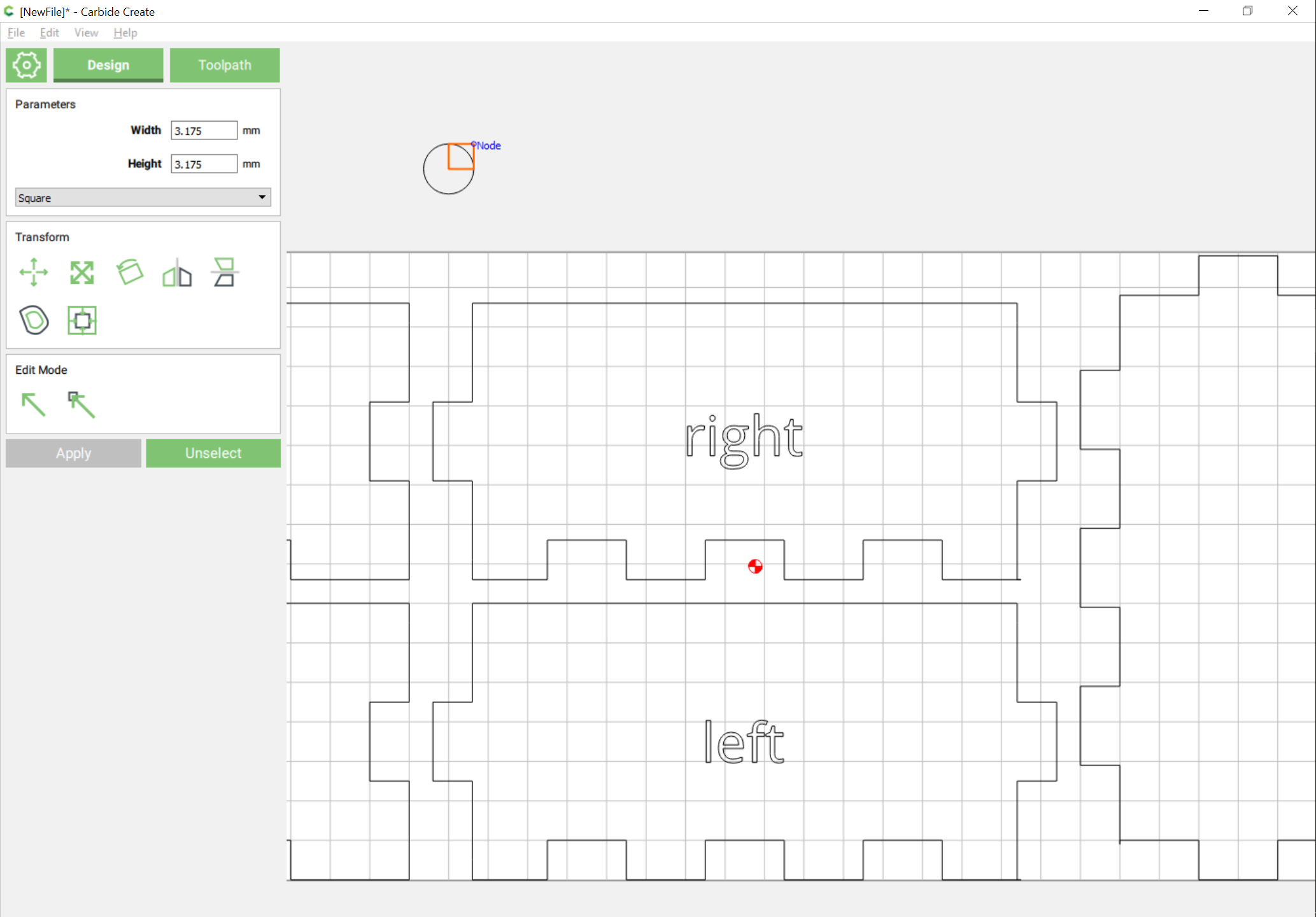
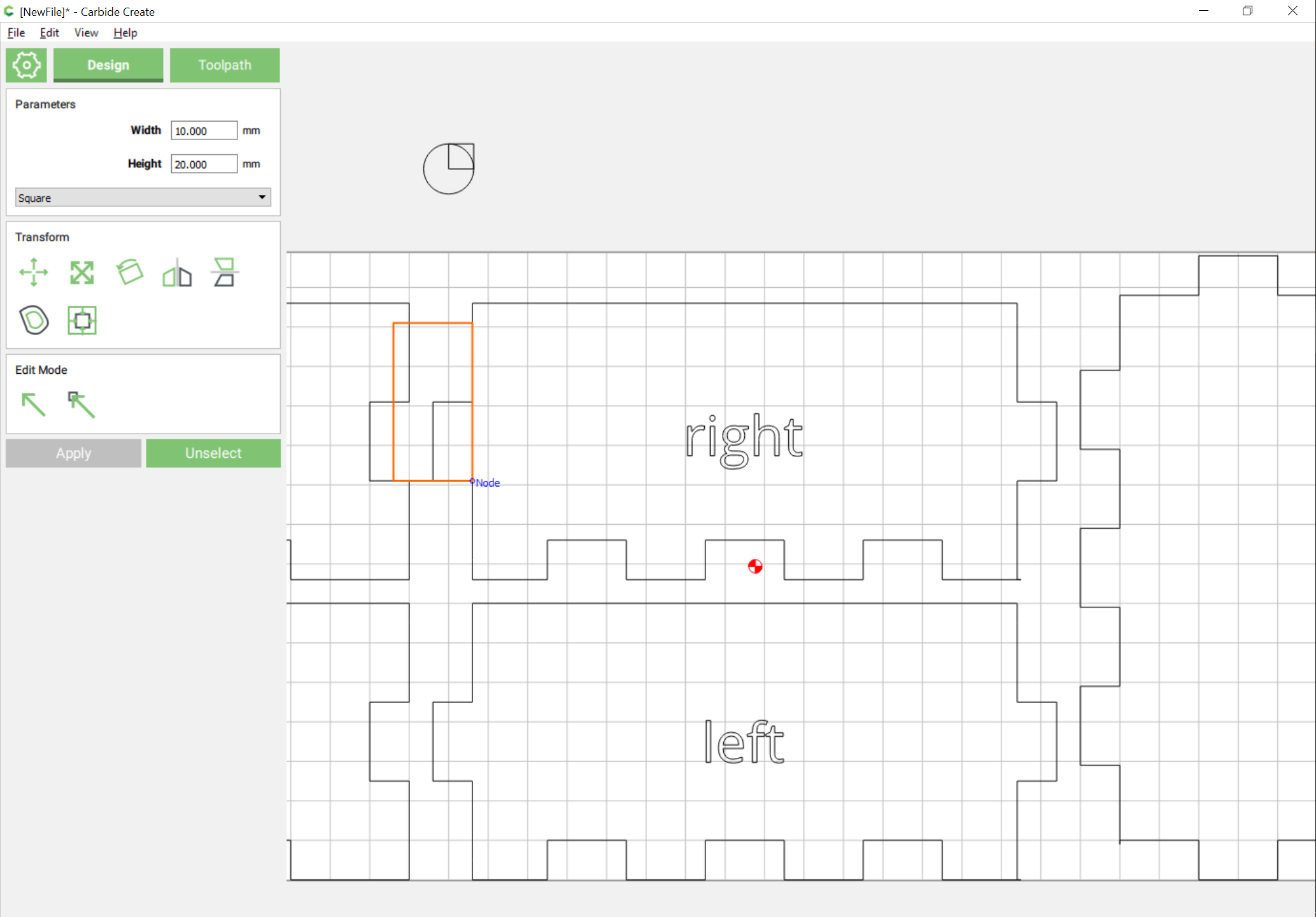
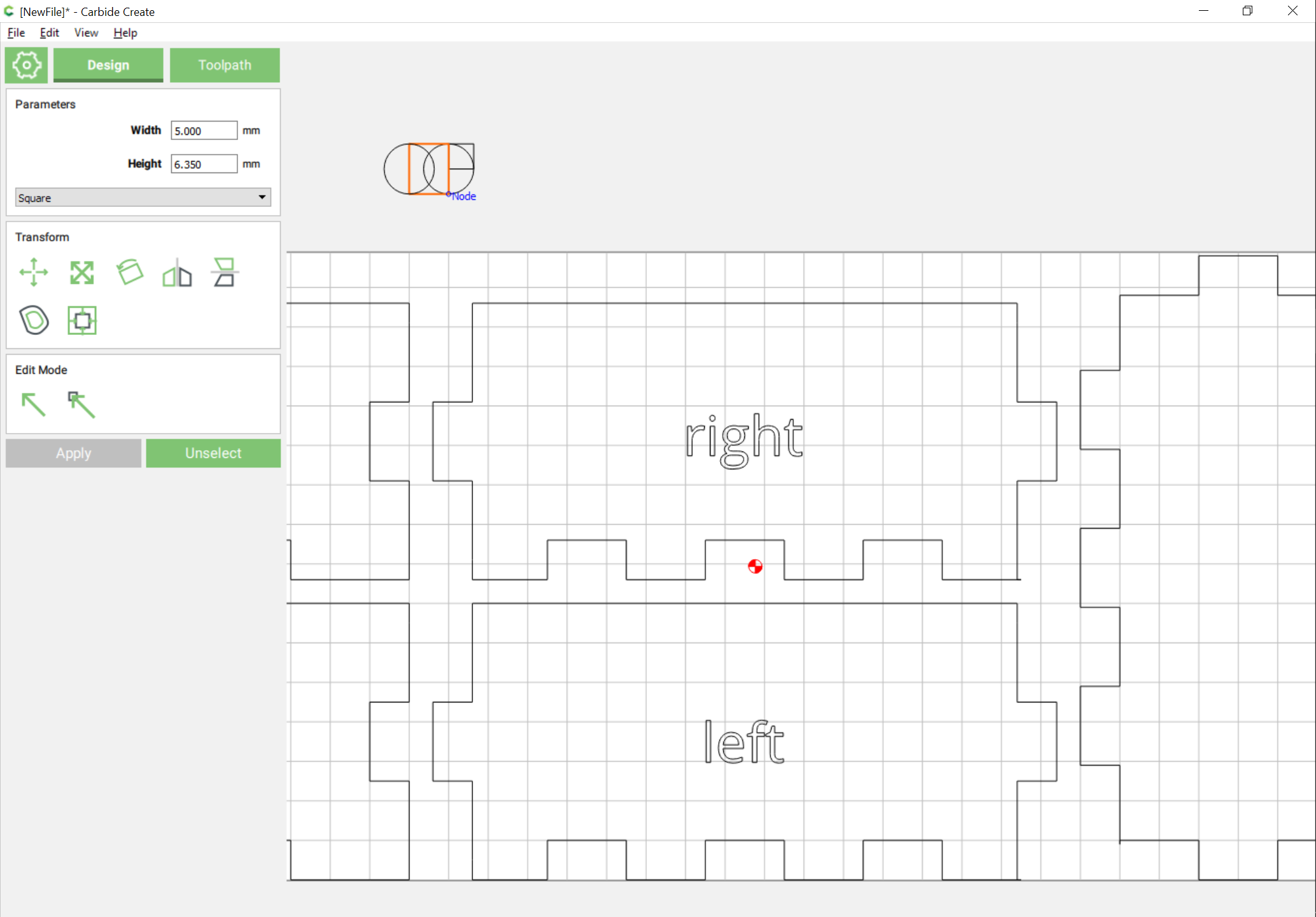
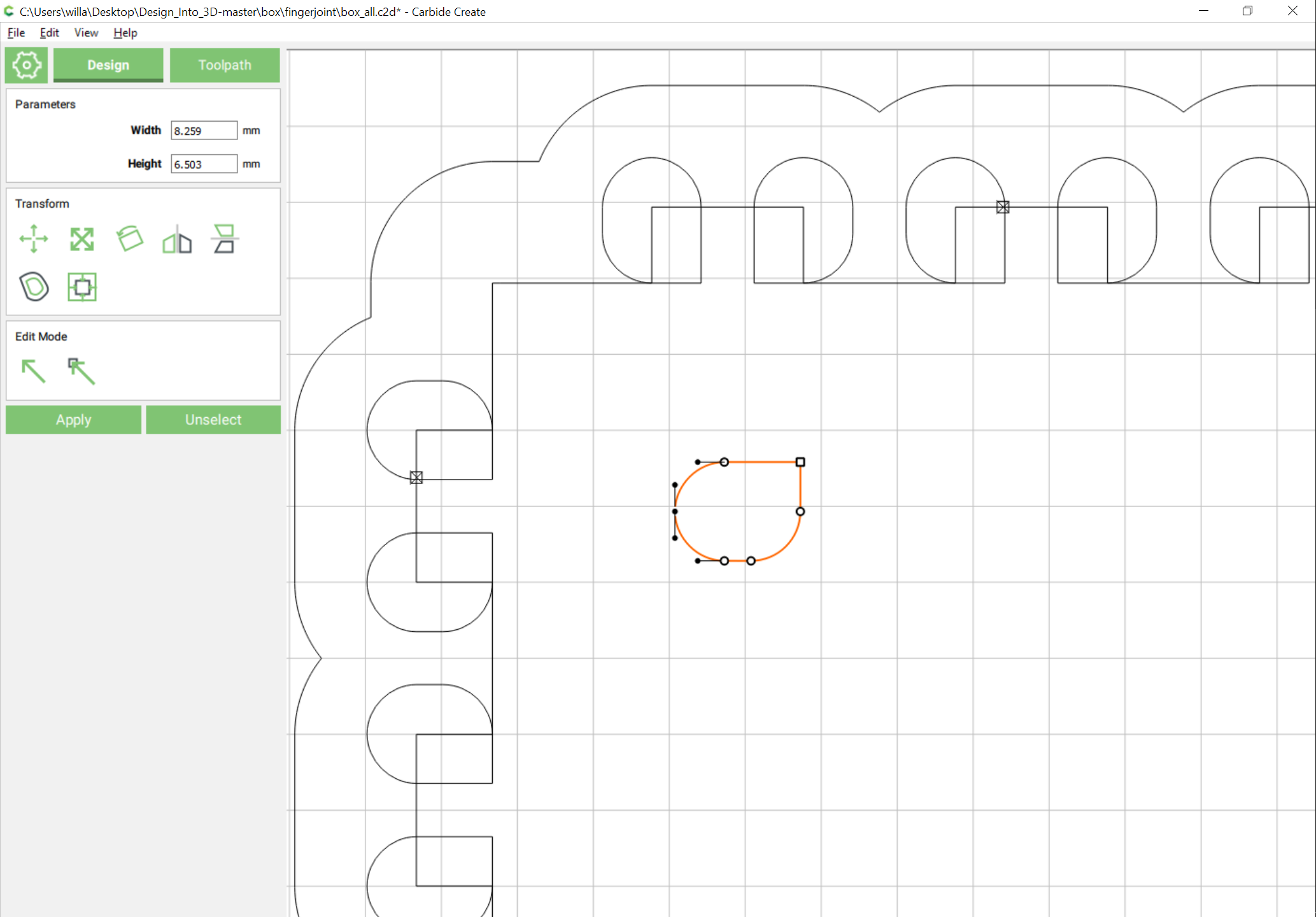
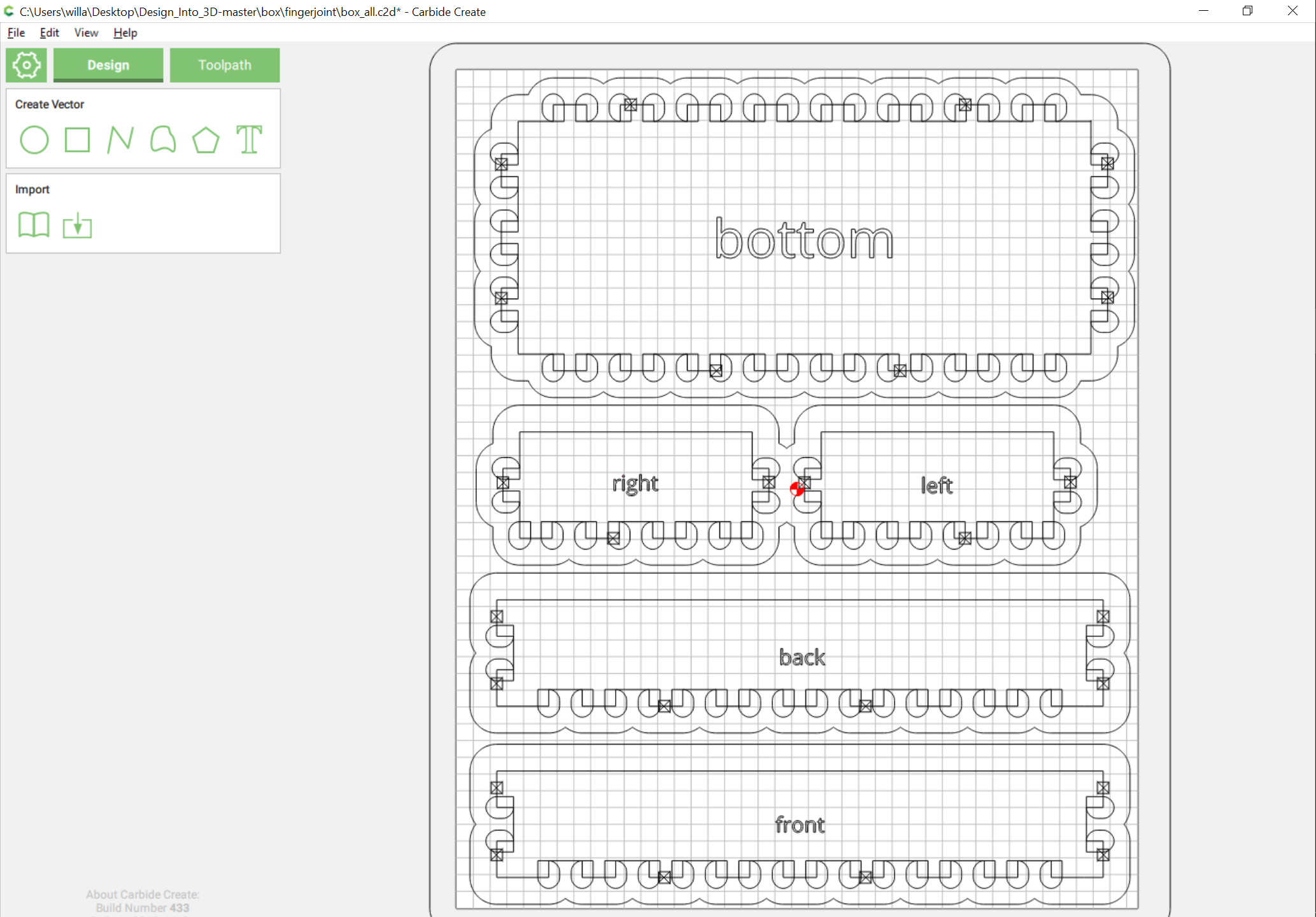
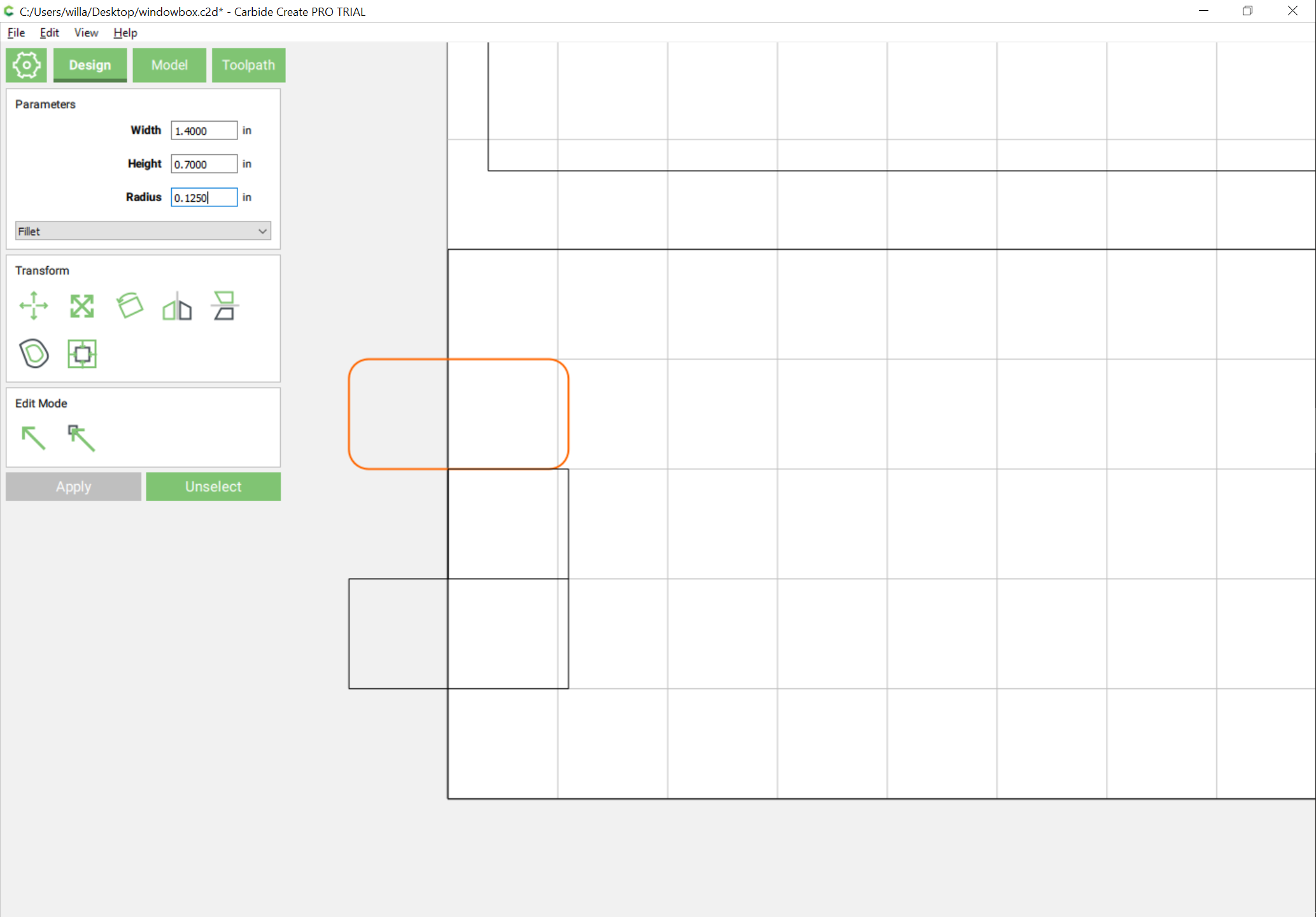
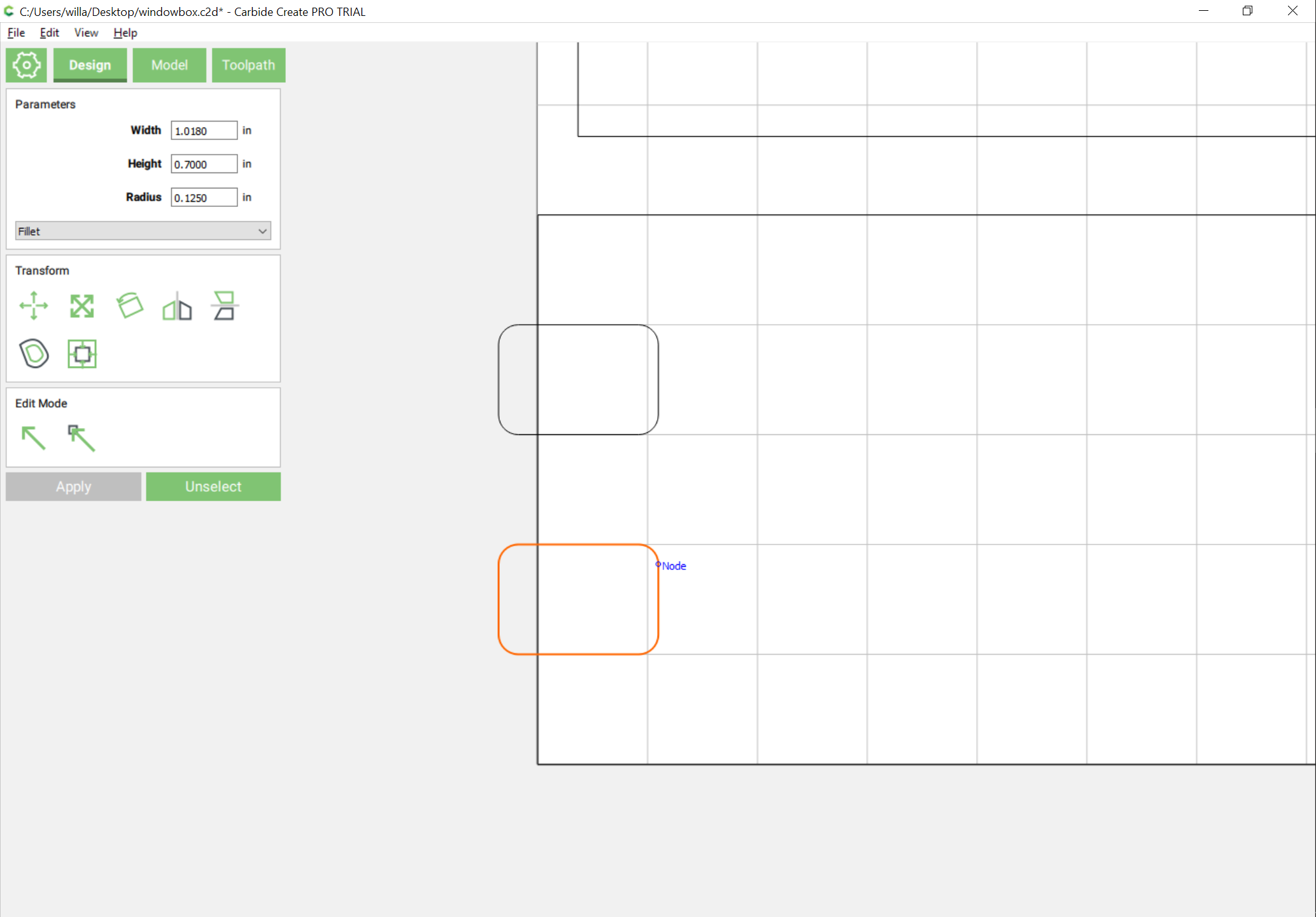
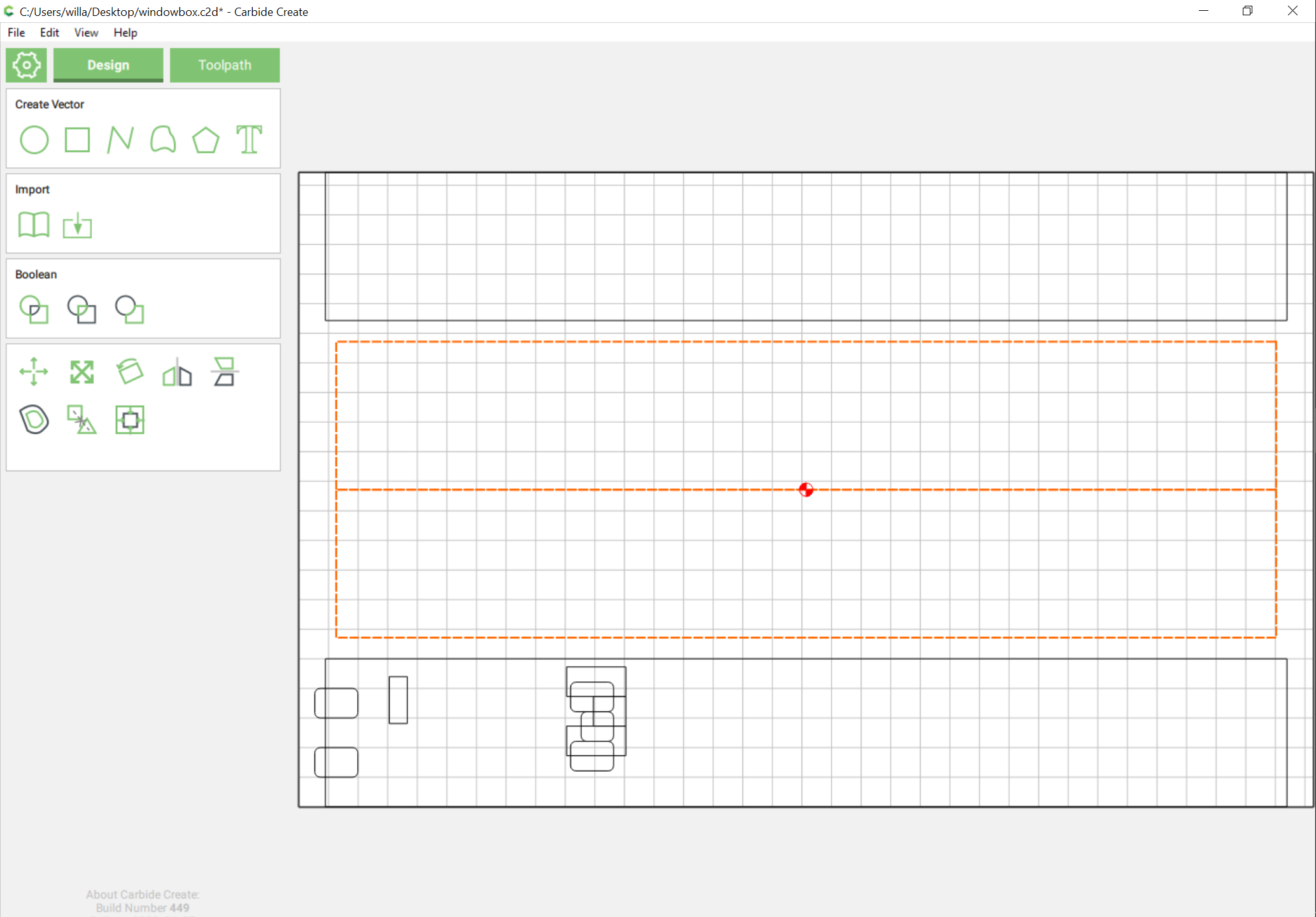
This shape may then be duplicated, flipped, rotated, and otherwise placed over the fingers, and the parts arranged suitably, with a surrounding geometry added:
Sorry, I don’t see it. I mean, I see it, but I don’t SEE it. Looks like somewhere in there you changed bits or something. Best if I try to duplicate what you’ve done on a real board.
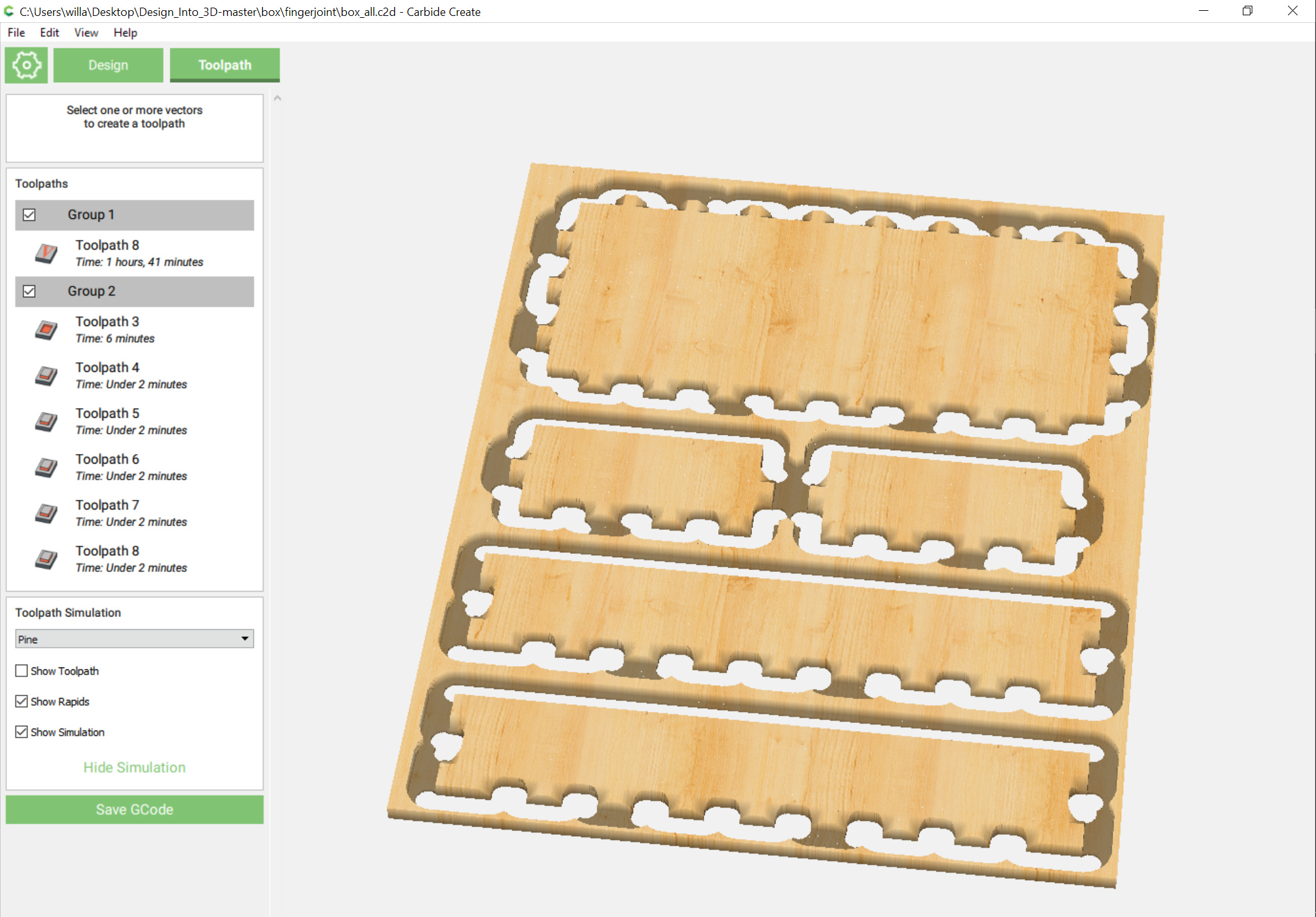
I am just wondering why you chose to use a .25 dia bit to cut the box out When it could have been done with and .125 end mill and there would have been tighter corners.Also why does the simulation look like the wood has been rounded over.
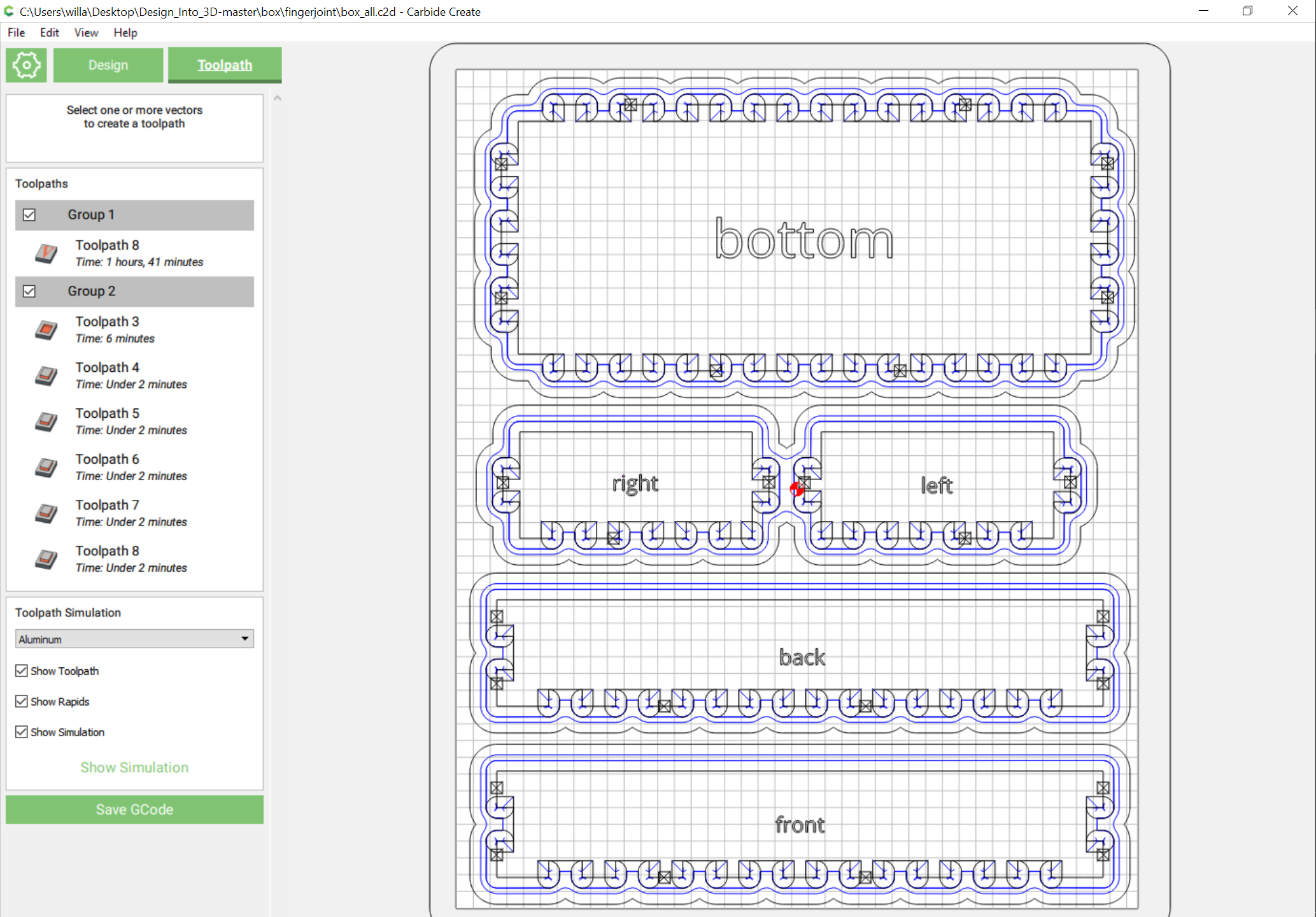
Used a 1/4" because that’s the size downcut endmill Carbide 3D sells (used a #251) and to ensure that the radius of the cut would interfere with assembly and the wood looks as if it’s rounded over because I added a V carving operation to chamfer the edges of the fingers, which will hopefully allow things to be assembled anyway.
Finally had occasion to calibrate the machine (the second cut was intentionally done with a decalibrated machine) and it fits together quite easily — probably one could use a few fewer tabs in the .c2d file.
A further improvement might be to try cutting the areas for the finger joints only 1/2–2/3rds the thickness of the board deep, and shortening the fingerjoints by the inverse of that amount — that would hide the joinery, and slightly increase the gluing area.
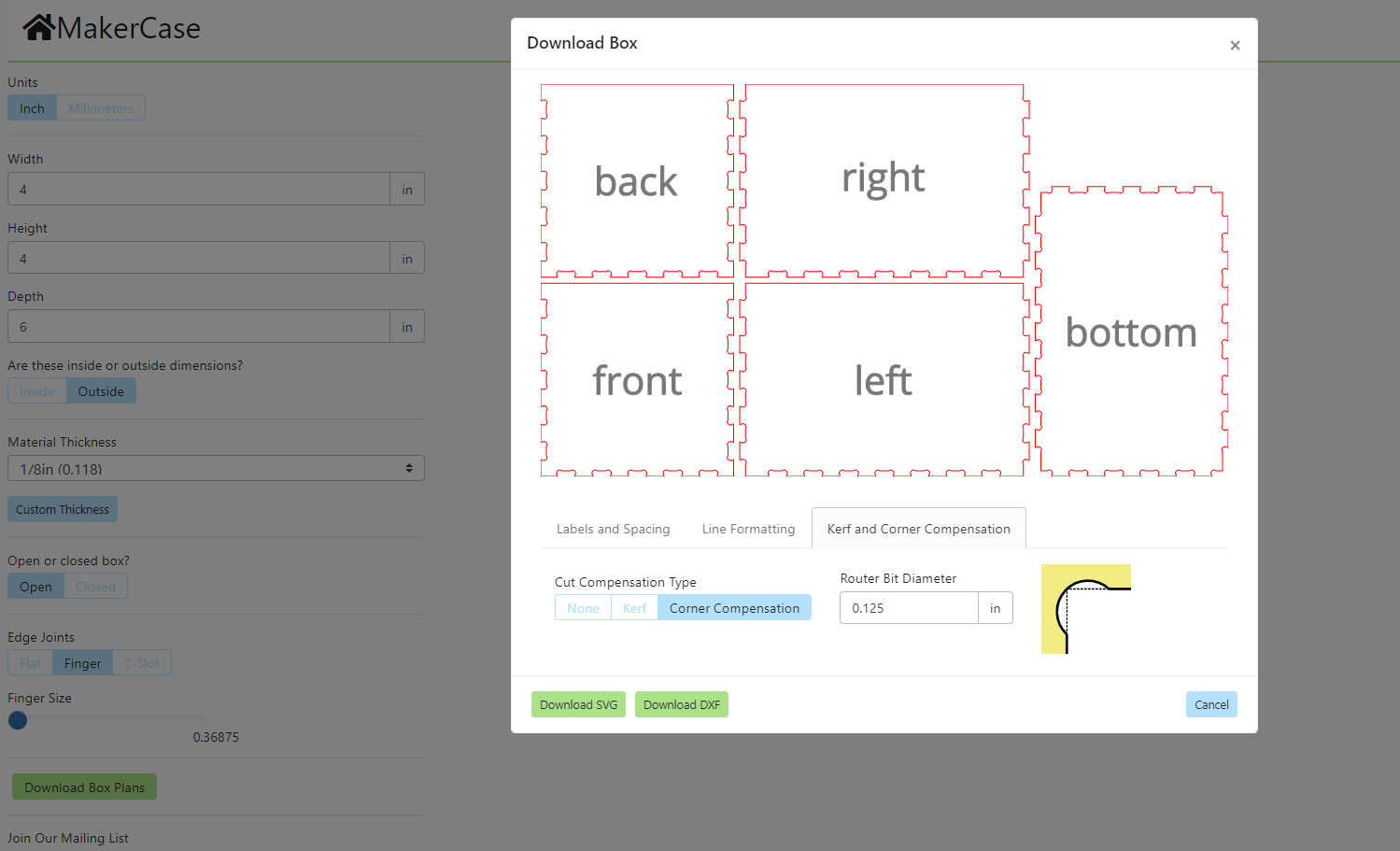
Is that new? I haven’t looked at boxmaker in a long time, but I don’t remember that.
I use an extension in Inkscape for laser cut boxes, but I may take another look. For irregular stuff, I just use Fusion, but it’s not quick.
I don’t like that because it leaves an obvious void — might be okay with a small endmill though.
I’m hoping to automate the V carving geometry/operation — worst-case is I program it in METAPOST as I’ve done for other files — I am also looking into Maker.js and FreeCAD and creating an extension in Inkscape.
If you’ll let me know the dimensions of the box you’d like to make, the stock thickness, and what you want for a glue/fit allowance I’ll gladly work up a file for you to try cutting.
The problem with finger joints done thus is one needs at least two setups in addition to cutting the boards to length and adding any features such as grooves or rabbets for tops or bottoms or dividers.
If you see the link I posted, I show a fixture which will let you do boards in pairs (4 is doable for thin stock), so only two setups for the joints, plus cutting to length and other features.
A further tweak here is half-blind fingerjoints — with thicker stock, these ought to be quite workable. For example, given stock 19.5mm thick, one could leave a third of the stock for the front and back panels (or whichever face mattered aesthetically).
This has the advantage of closely matching the diameter of the endmill, so ought to work out geometrically.
Given stock 3.5" wide, and wanting to make a square box which is 22.75" on a side, this should be easily drawn up, and should be able to be cut from an 8’ long board easily sourced from a home center.
Note that since we are using a 1/4" endmill it will be necessary to add a sacrificial spacer so that we can cut the side boards shorter, so we adjust the file a bit:
The top and bottom boards will be the plain ones with the blind fingerjoints, while the middle two boards need to by shorter by the 6.5mm material left to hide the joinery, so we switch to metric, select each board in turn, and reduce it by 13mm: