Evening, I thought I’d post my process of dialling in my Shapeoko and new Z axis.
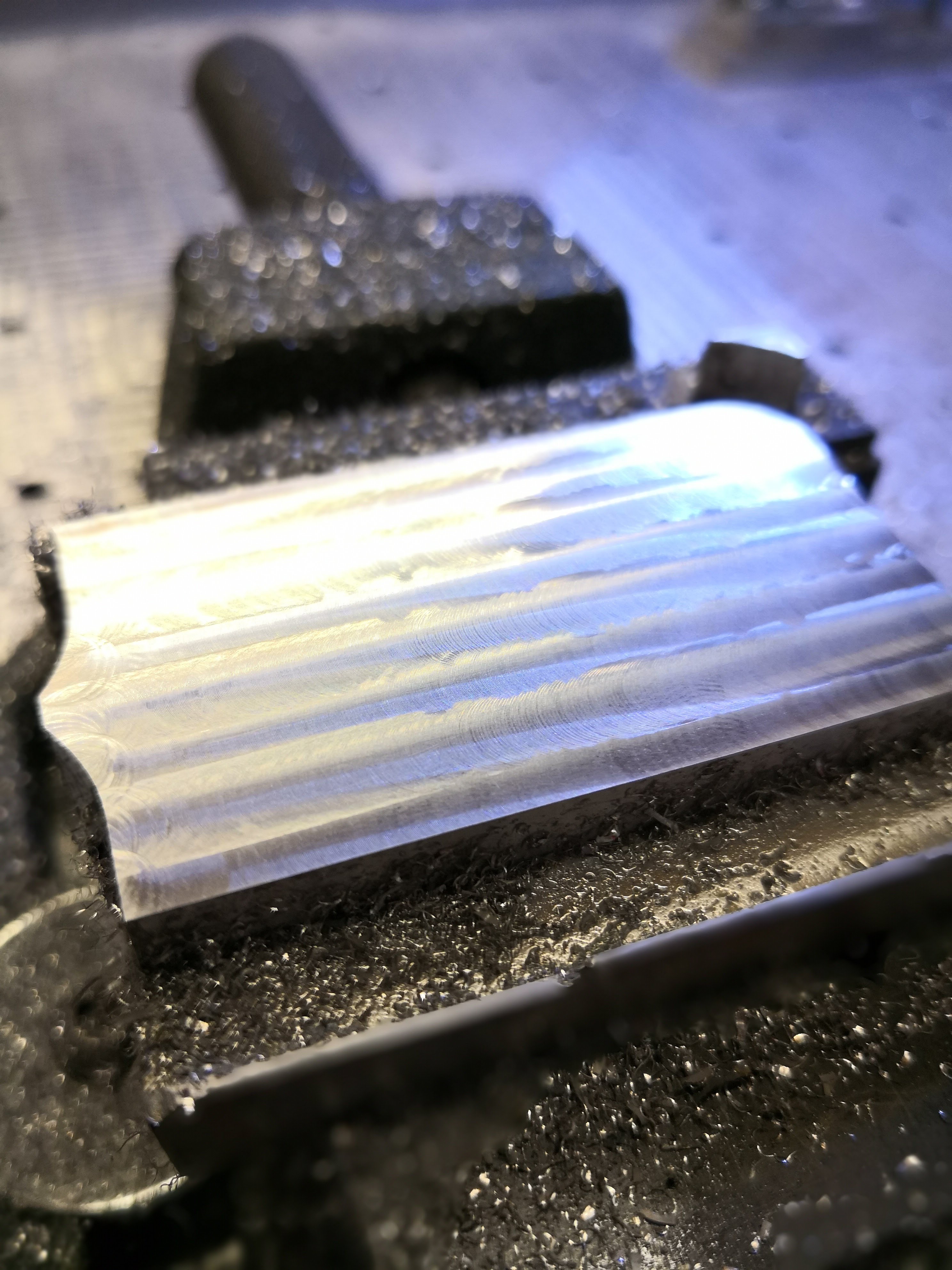
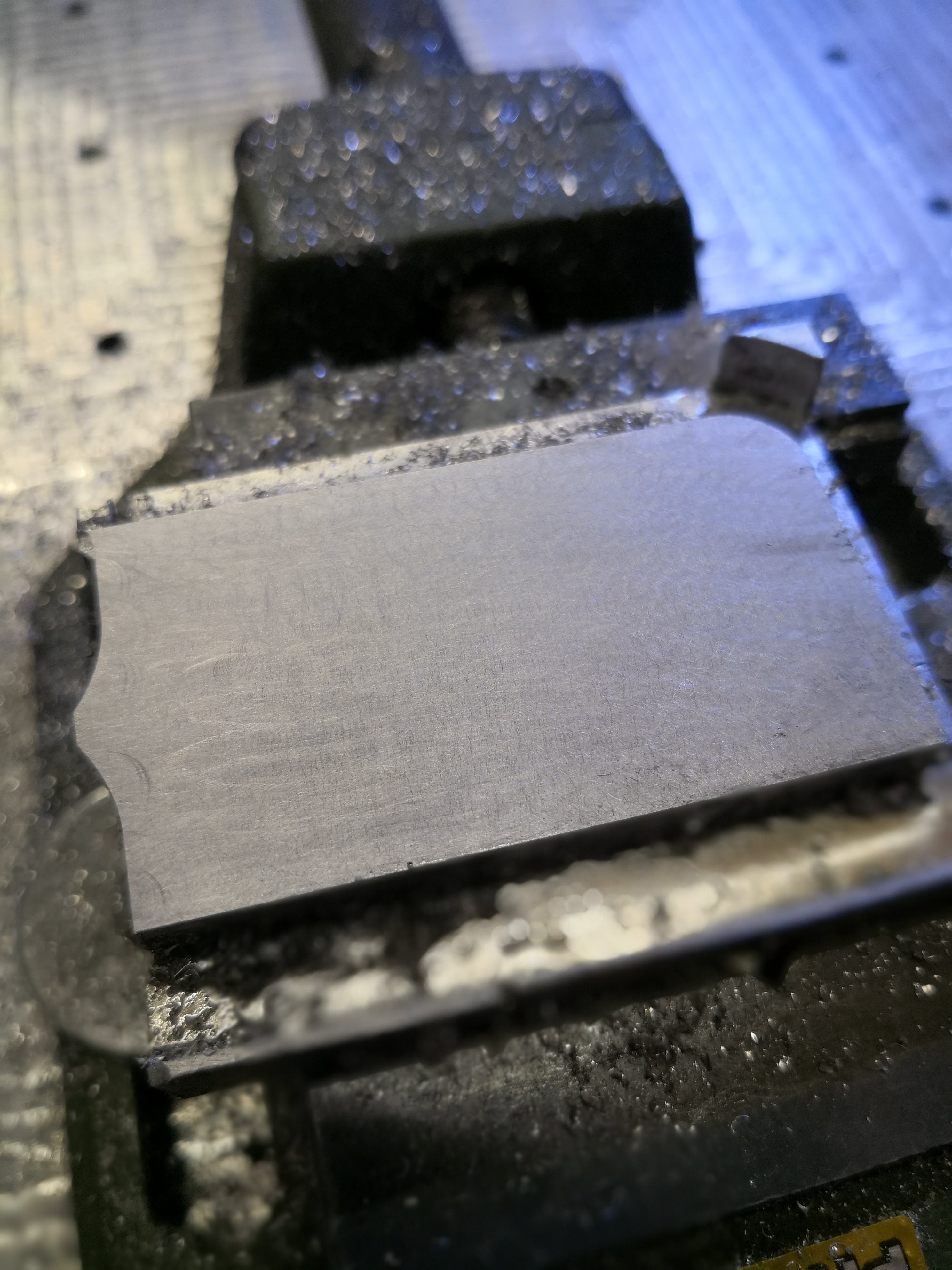
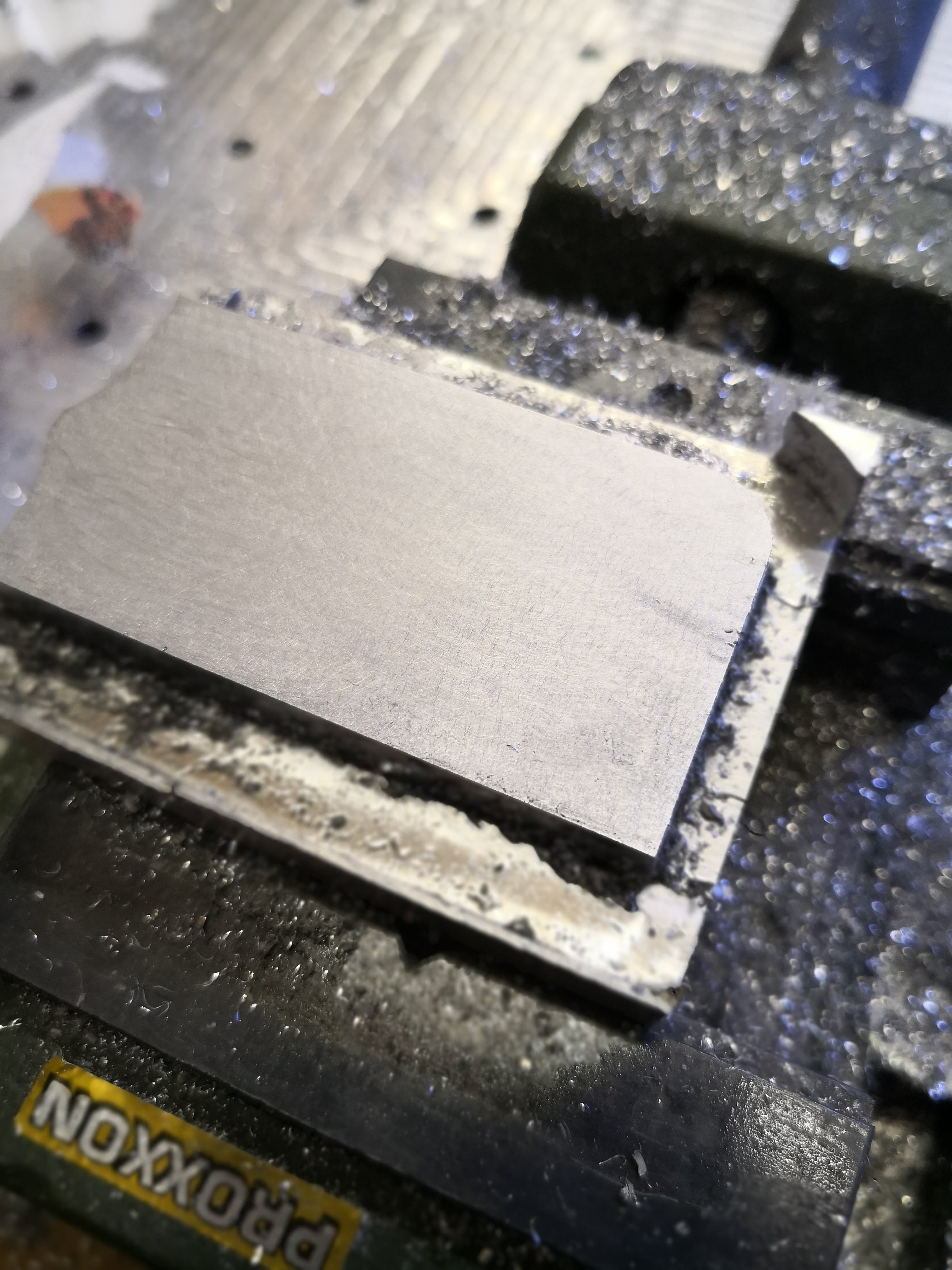
I know you can get dial gauges that are used to tram the spindle, however I have spent my pocket money this month and have dialled in my machine another way. I took a 1/4 bit to some aluminium. Shaving off 0.2mm at a time, after each pass I make small adjustments using foil shims to my router.
Starting with forward/backwards then left/right rotation.
Here are my results after 4 passes and 3 lots of adjustments - I used 3 widths of foil which gives you and idea of how fine it is. The whole process just too over 35min.
Luke , I have seen his work and I see that really with the screws this equipment is improved, I was glad to see the essay on the aluminum bloke and it really is very good, at this moment I see more clearly the future. A thousand thanks for the initiative you have shown us!
I’m not sure I’d put it all down the ball screw but I’m happy with the results.
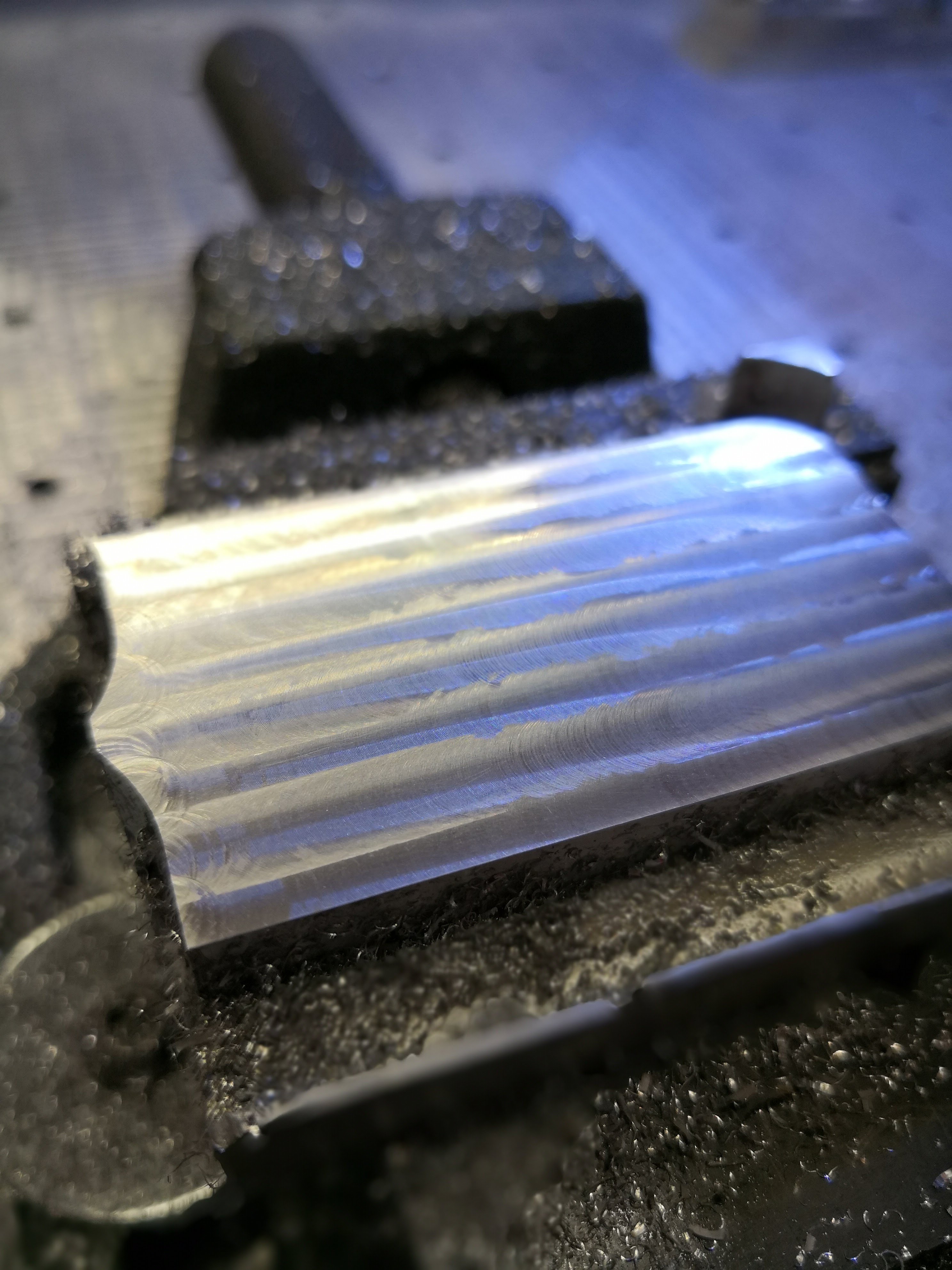
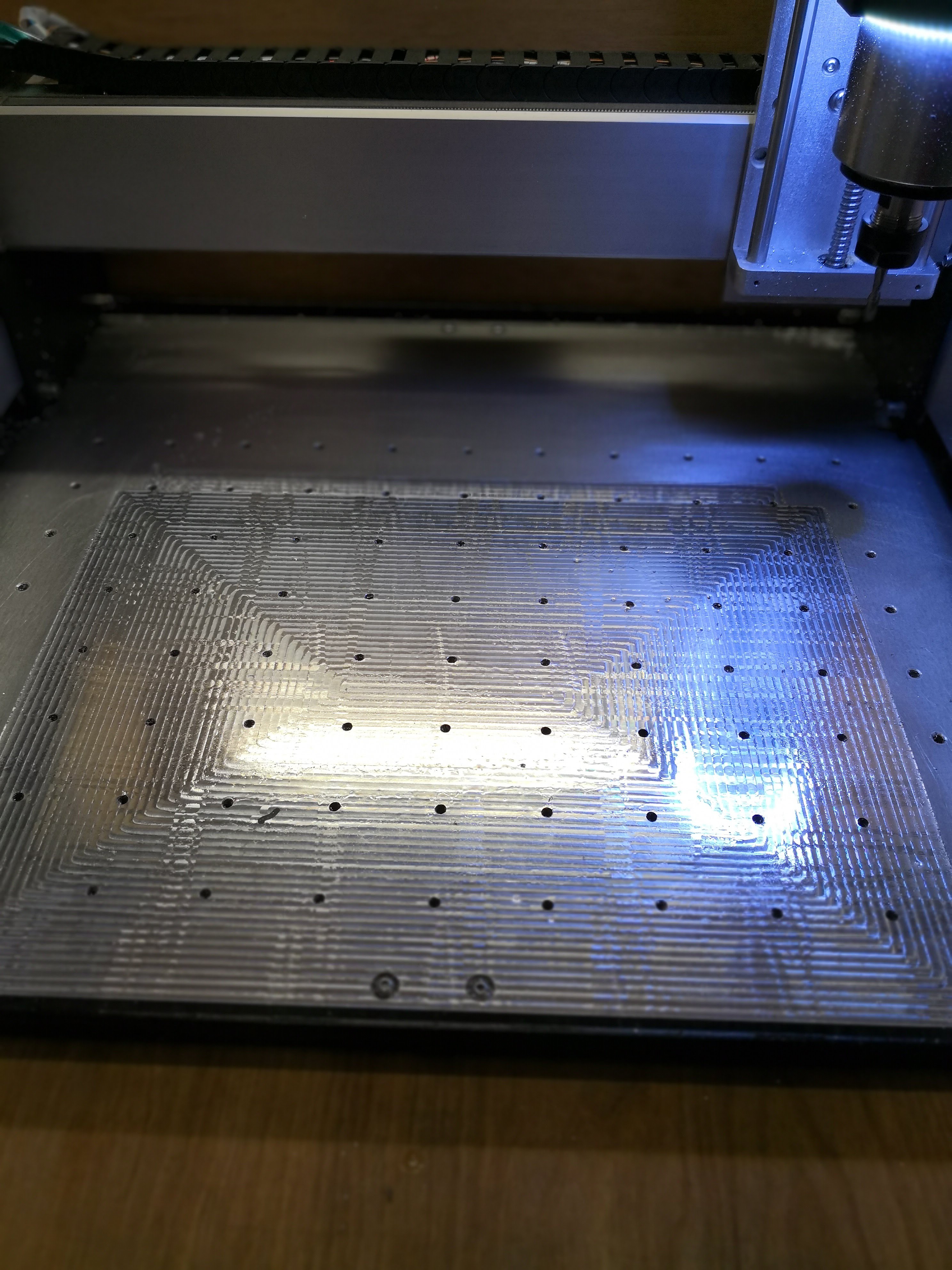
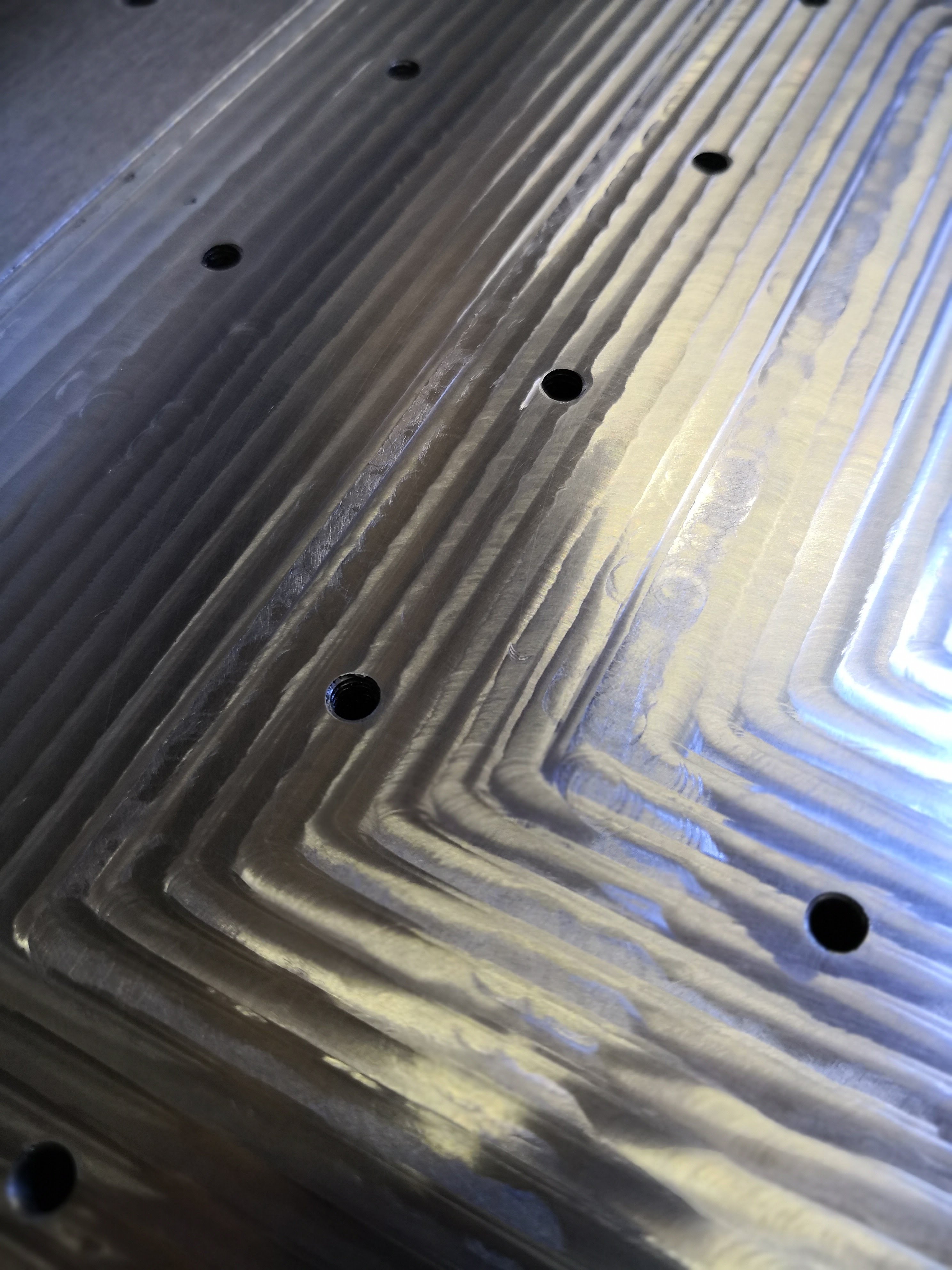
@Bonch - I decided to have a go at the bed this evening. I had some interesting results. Initially I took off 0.2mm with a 1/4 end mill - I did this as around 1500mm a min. it wasn’t quite deep enough to remove the scoring from a previous job so ran the job again. Part way through the job I accidentally speed up the feed rate. Then I slowed it down. When I came to sand it down I found that changing the speed made a big difference to the quality of cut. I’d consider it to be a significant amount, but we’re talking fractions of MM’s.
As you can see there is still some prominence to the surfacing - although I think the lighting is enhancing this.
I then though well best run it at a slower speed to clear the marks up, but why not using a bigger end mill.
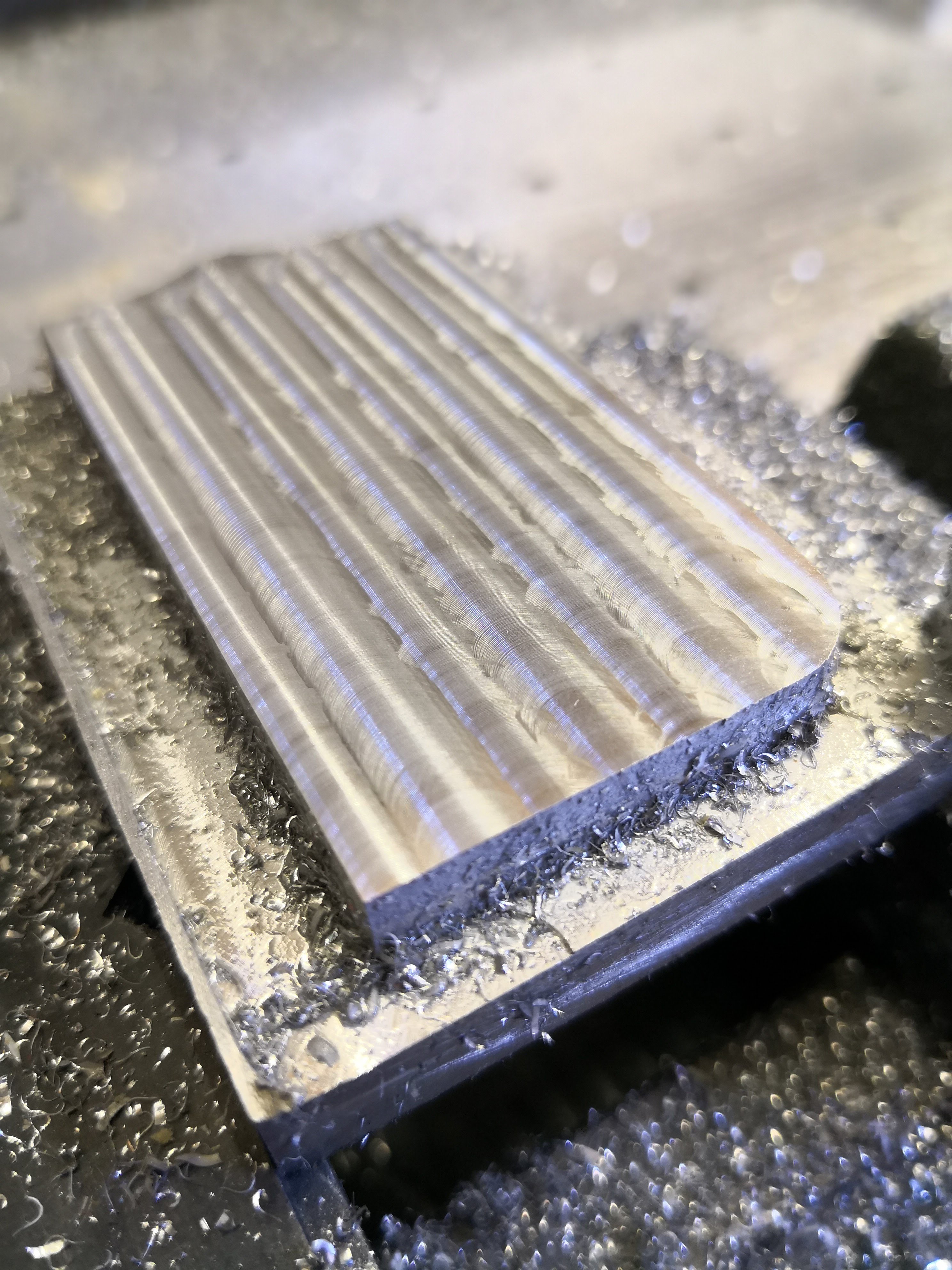
I then jumped up to a 10mm 4 flute cutter, but ran the job again without any edits. I did it so it would only take off 0.1mm but ran it allot slower at only 900mm a min, 10000 rpm.
This wasn’t quite enough so ran the program again - 0.1mm and could see a real improvement.
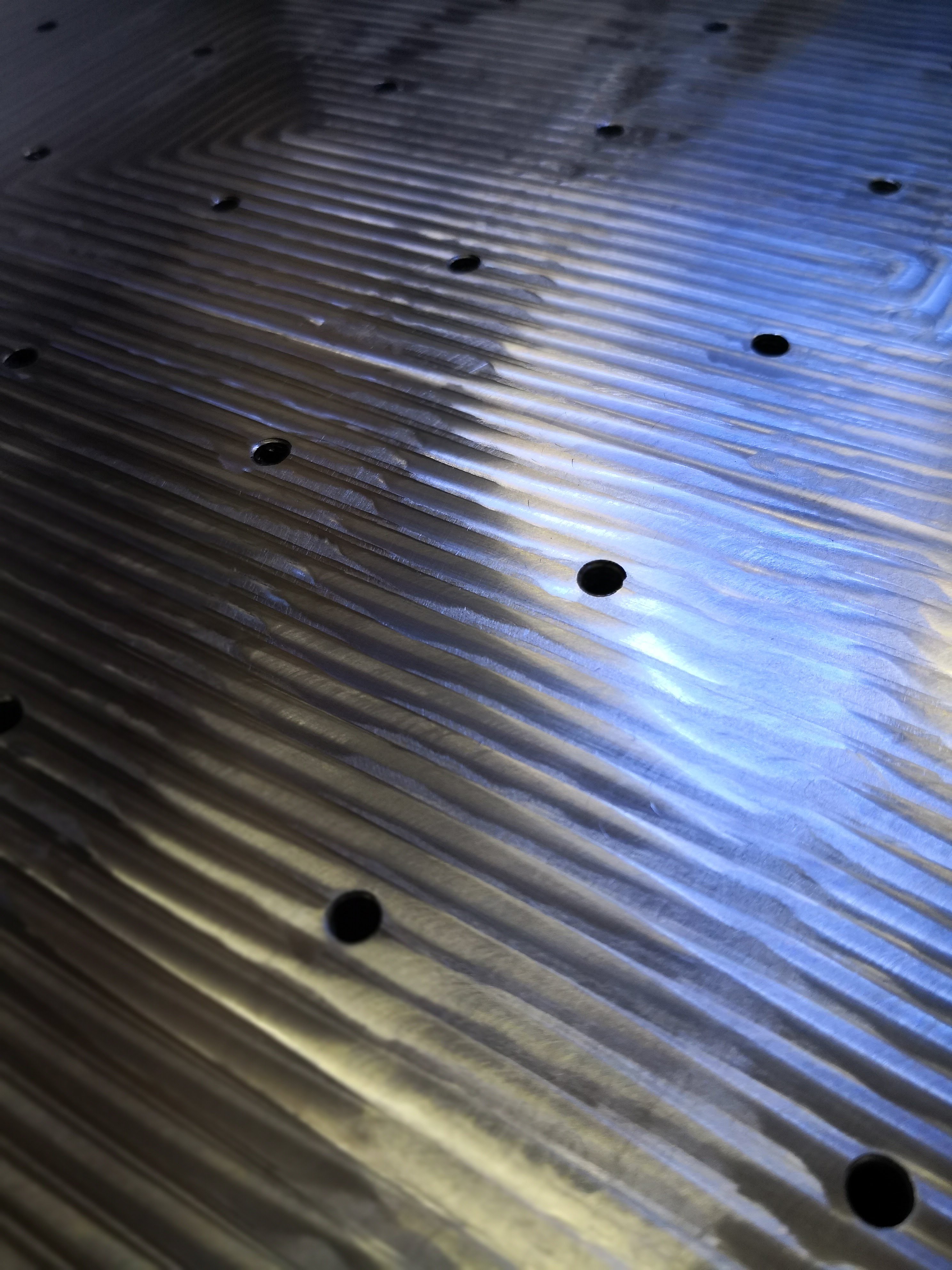
What is interesting, is even with 2 passes of 0.1mm on the 10mm cutter there were still a few marks left from the 1/4 bit. I could have removed these with another pass but am going to see what 240 grit does tomorrow.
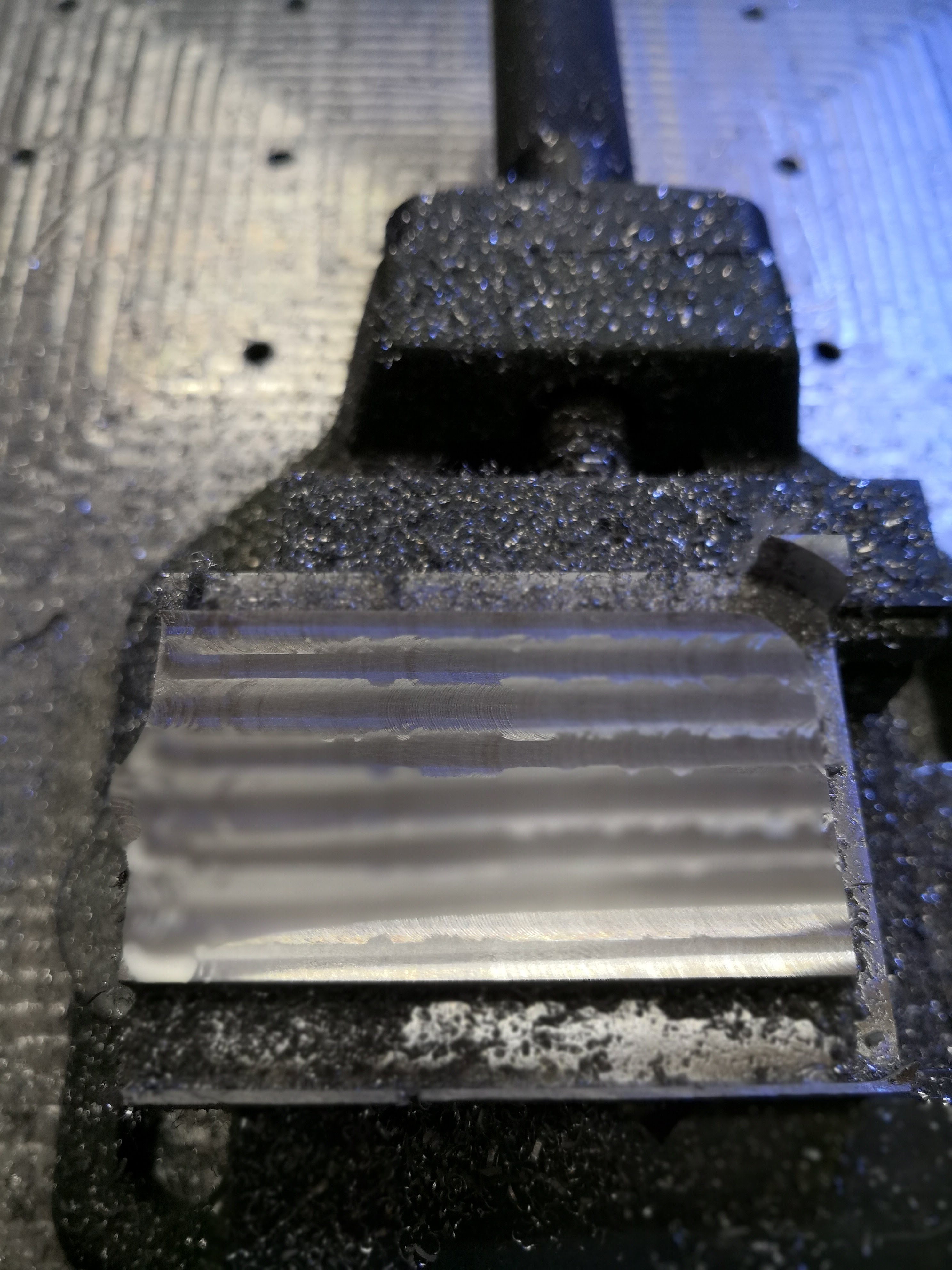
What is even more interesting is at the front it feels really smooth - no biting, but at the back I can feel more indentation. It’s only really noticeable from the back of the waste-board but gets worse from the centre back . I’m not really sure what could cause this…
The crazy thing is, even once sanded there are a few small marks left by the 1/4 Mill. It was obviously not in great condition as the 10mm bit did not leave any marks
My post refers to that we can have a machine similar to the Neo, which works with screws that we must give the greatest strength in terms of its installation, with shapeoko 3d we have a great opportunity to improve and bring it to an incredible work quality.
Yeah, I love the kit-like aspect of the machine (and certainly had a lot of fun upgrading my SO1).
Currently have a 65mm spindle mount on my machine, and am working up yet another dust shoe variation.
Ages ago, (on the original Shapeoko forums) I opined that a small-scale version of the Shapeoko with lead screws optimized for metal-work would be a very nice machine — I’m inordinately pleased that the work area on the Nomad 883 is the same as that of the original SO1, and it is a very, very nice machine.