@RichCournoyer Just wondering, what do you think of this planetary gearbox? Would it also require modification to reduce backlash or should it work out of the box?
Here’s a video of a 4th axis build using this exact gearbox.
@RichCournoyer Just wondering, what do you think of this planetary gearbox? Would it also require modification to reduce backlash or should it work out of the box?
Here’s a video of a 4th axis build using this exact gearbox.
They are too slow (because of the reduction) and most controllers and drivers can’t push enough current to spin them fast enough either. IMO
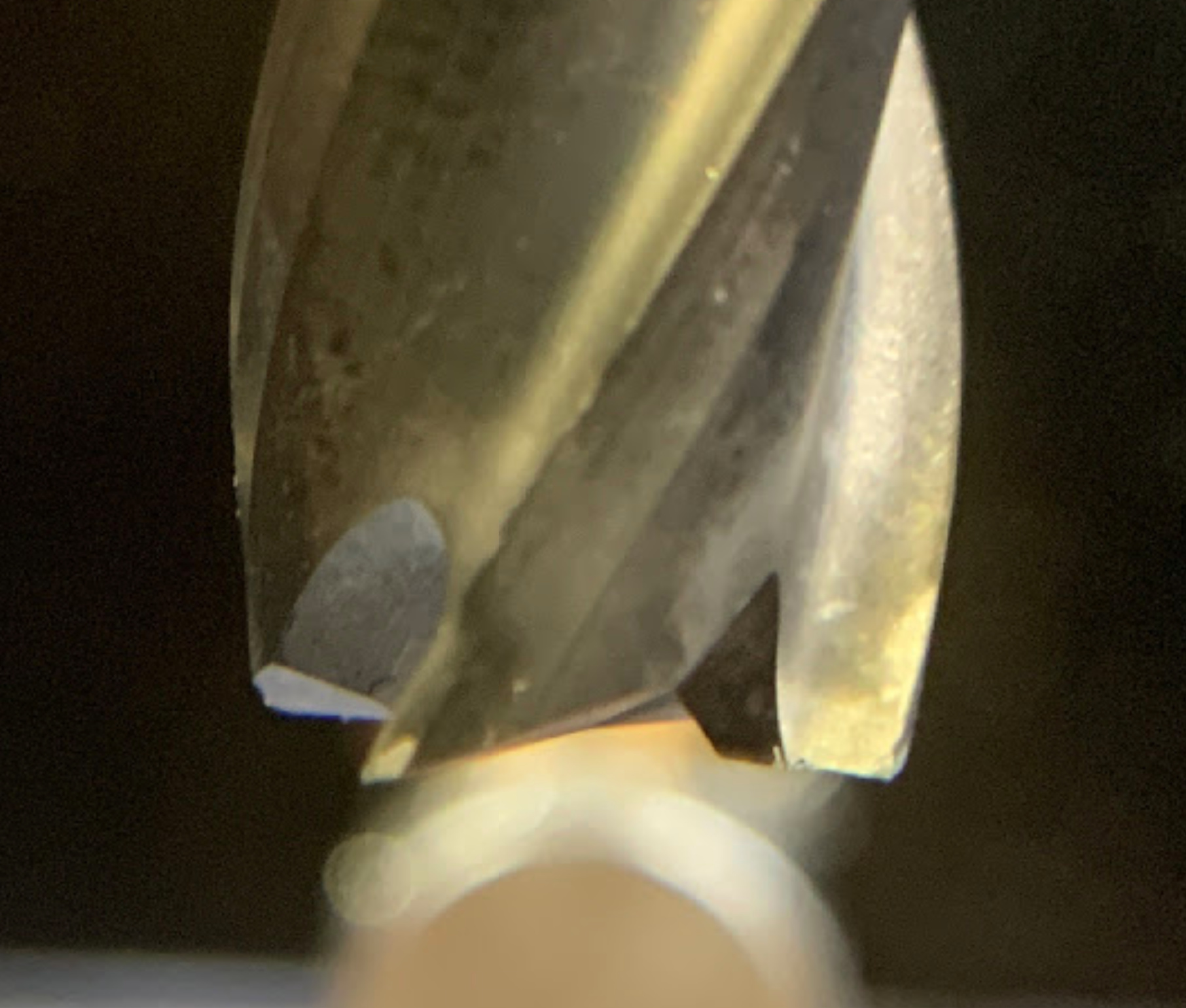
Well, not so awesome…one afternoon worth of roughing engine blocks and every flute (tip) is chipped…$187…gone!
Ouch. Imagine if you had bought that endmill… 
I used to see enough broken or chipped endmills in my aerospace shop to make a man cry. With that said pretty sure most suppliers offer regrinding services for endmills not completely snapped in half. It’s way cheap compared to buying new all the time. Maybe something to look into for guys shelling out for 8 flute whisper mills or $200 coated mills.
That’s one thing I’ve always been curious about — when a coated endmill is reground/resharpened is it possible to renew the coating? Or is it not necessary to do so?
I’m going to go with it’s not necessary. Here’s my logic. Brand new tools I always would compensate + knowing I need to work my tool in to hit my mark during prove out and first piece quality inspection. All our tools came set on a laser height setter so run out as well as overall diameter was dead on the money when I input my data into the register. With reground tools however they never matched up to the nominal value a brand new tool would (ex. ¼ being .25 brand new a regrind typically could be anywhere from .005 to .050 undersize).
More evidence to support you say!?
Our 5 axis machining area aka DMG MORI hangout spot found the hard way using regrinds was highly inefficient due to needing to go back and rework areas being left not to spec. Where as during the tool change and continuation of another tool path using a brand new tool they would be able to achieve the desired affect and amount of machining before the tool broke down. Company did a huge eval to find root cause and determined for the amount of tools and hours machining (20+ of inconel) it was far more time and cost effective to spend the extra on fresh cutters and have the part come off done then to cheap out and save ultimately 100s in cutters upfront. A gant or flow chart would have probably shown more wasted in scrap by going back to rework and needing to adjust compensation etc etc. rather then just load, tram and cycle start.
I don’t see the shapeoko cutting hyperalloys for a few moons I think it’ would be a safe bet for you guys to invest in a way to redistribute your cutters if that’s where you where going.
It’s not that the shapeoko couldn’t cut something like inconel or hastelloy…the NYCCNC sheet with k factor and brinell hardness doesn’t look tooooo bad.
Here is my take on sharpening a coated cutter from somebody who designed and coated cutters while working on my graduate degree…the primary (PRIMARY) purpose of a coating is to reduce friction…NOT to enhance the cutting edge (Really!) and in fact this is not known or understood my many people who use AND sell cutting tools.
Having stated the above, resharpening a tool still leaves the coating on the gullet, which is on the secondary friction zone (and the most critical of the three), so you still get most of the benefit on the coating. IM(educated)O
PS I (personally) have recoated end mills after grinding to test our theory and the added costs were not offset by the recoating.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.