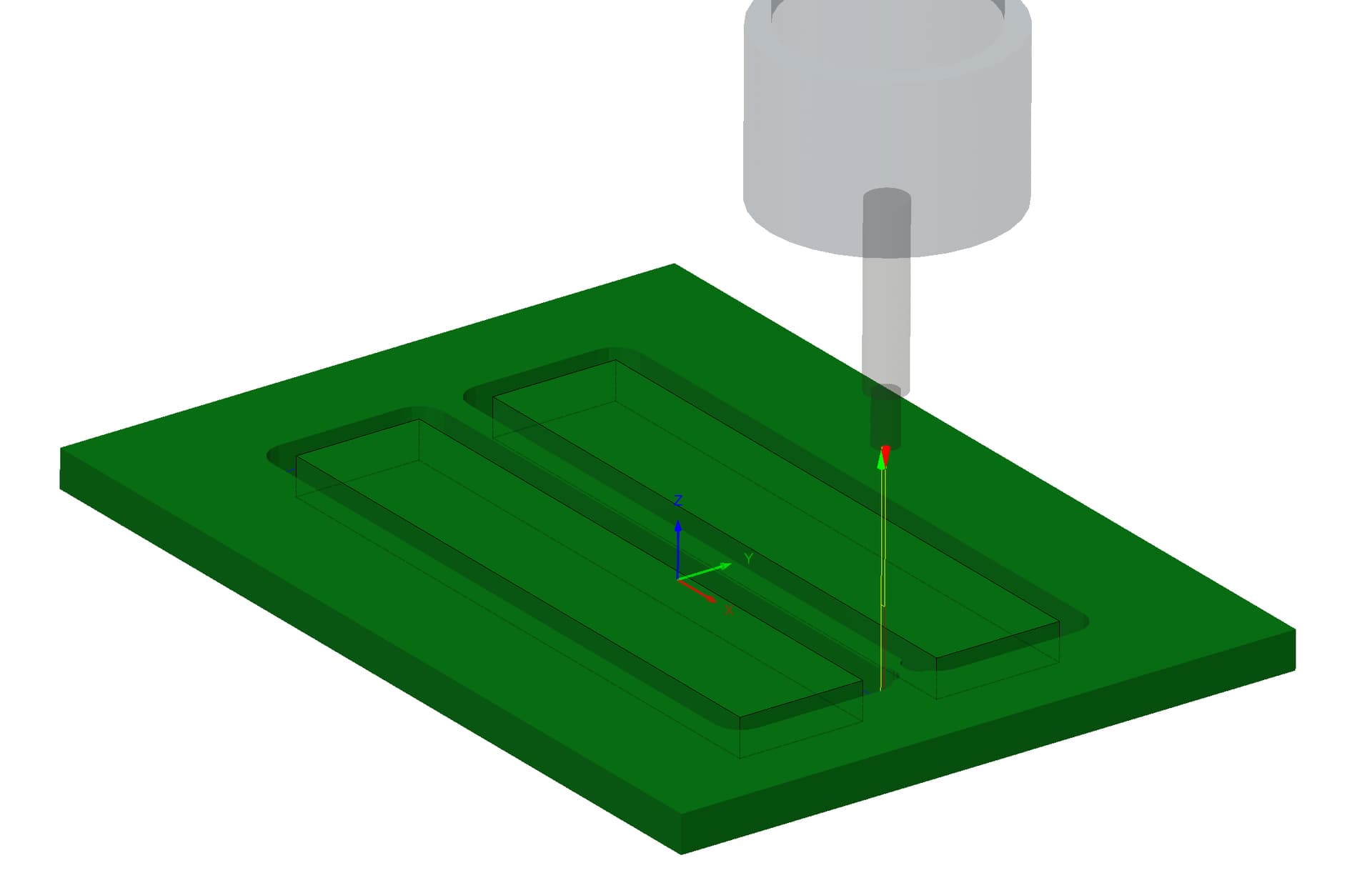
I’m looking for advice on how to improve cutting precision on a Nomad 3.
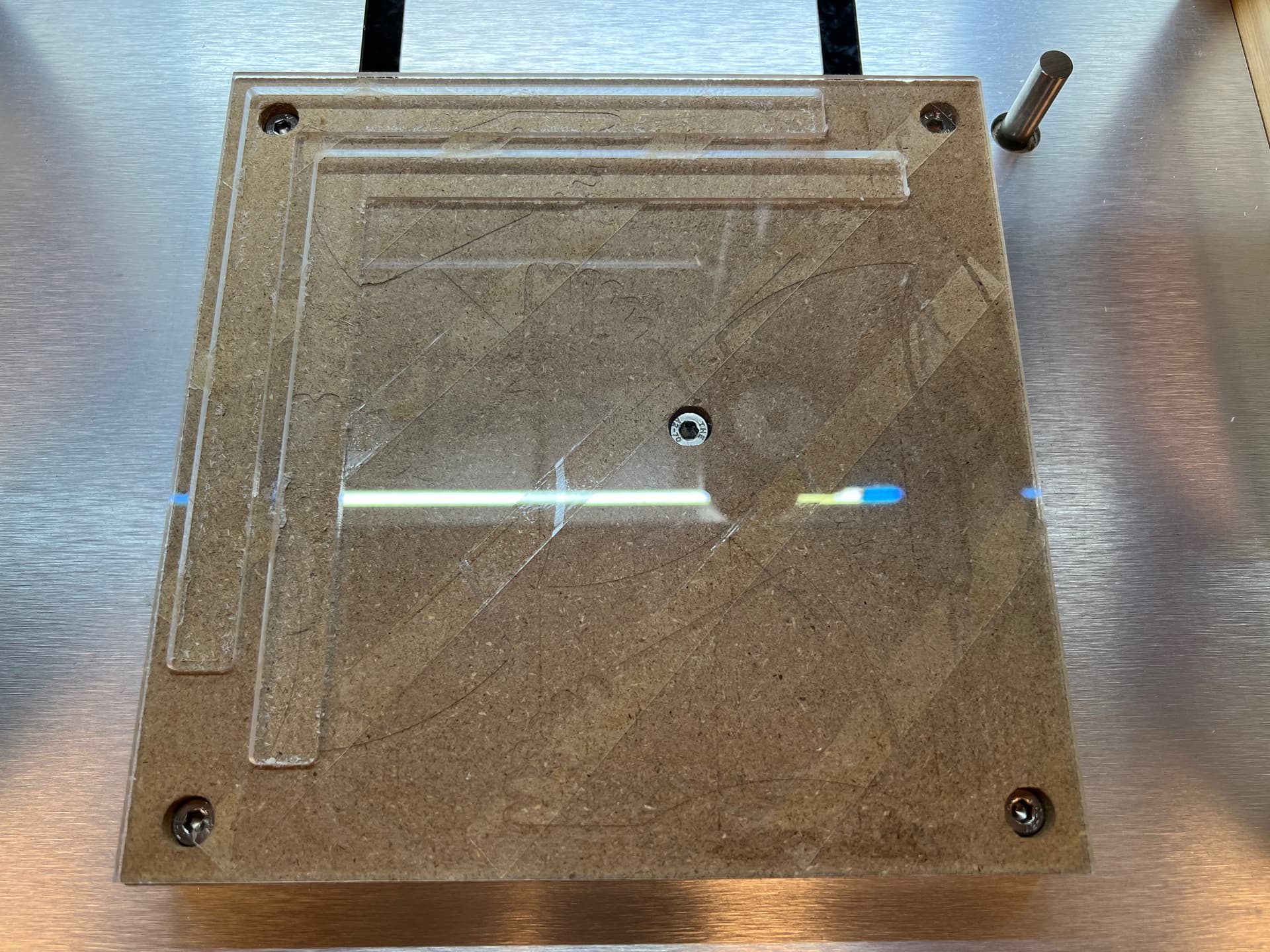
I cut out some parts in acrylic (PMMA, extruded), and I was surprised to find them all slightly too large. 16.1mm instead of 16.0mm, 200.0mm instead of 199.7mm. It mattered, because these were for a mechanical assembly where some parts were 3d-printed and some were CNC-cut. Stuff didn’t fit together.
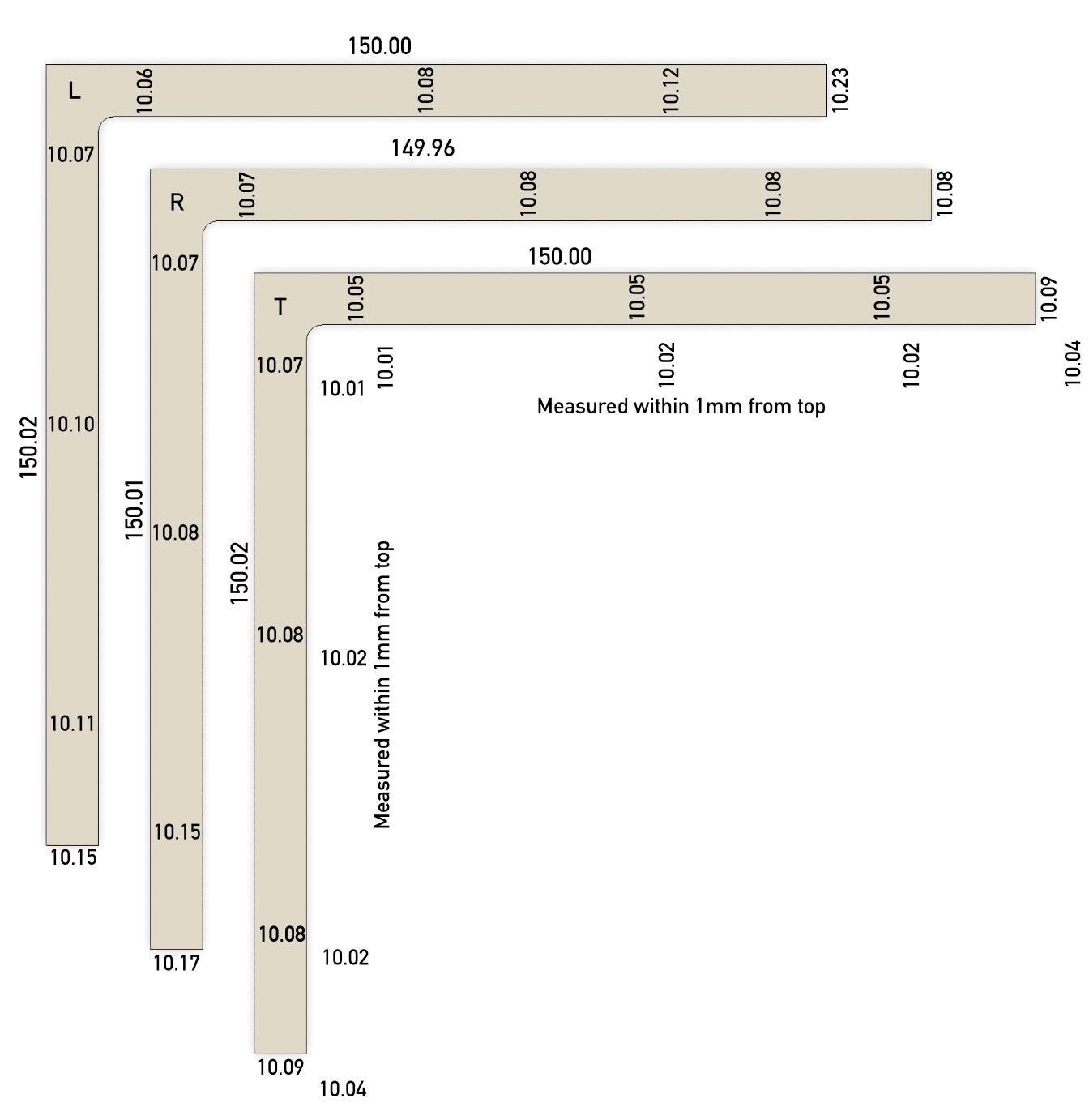
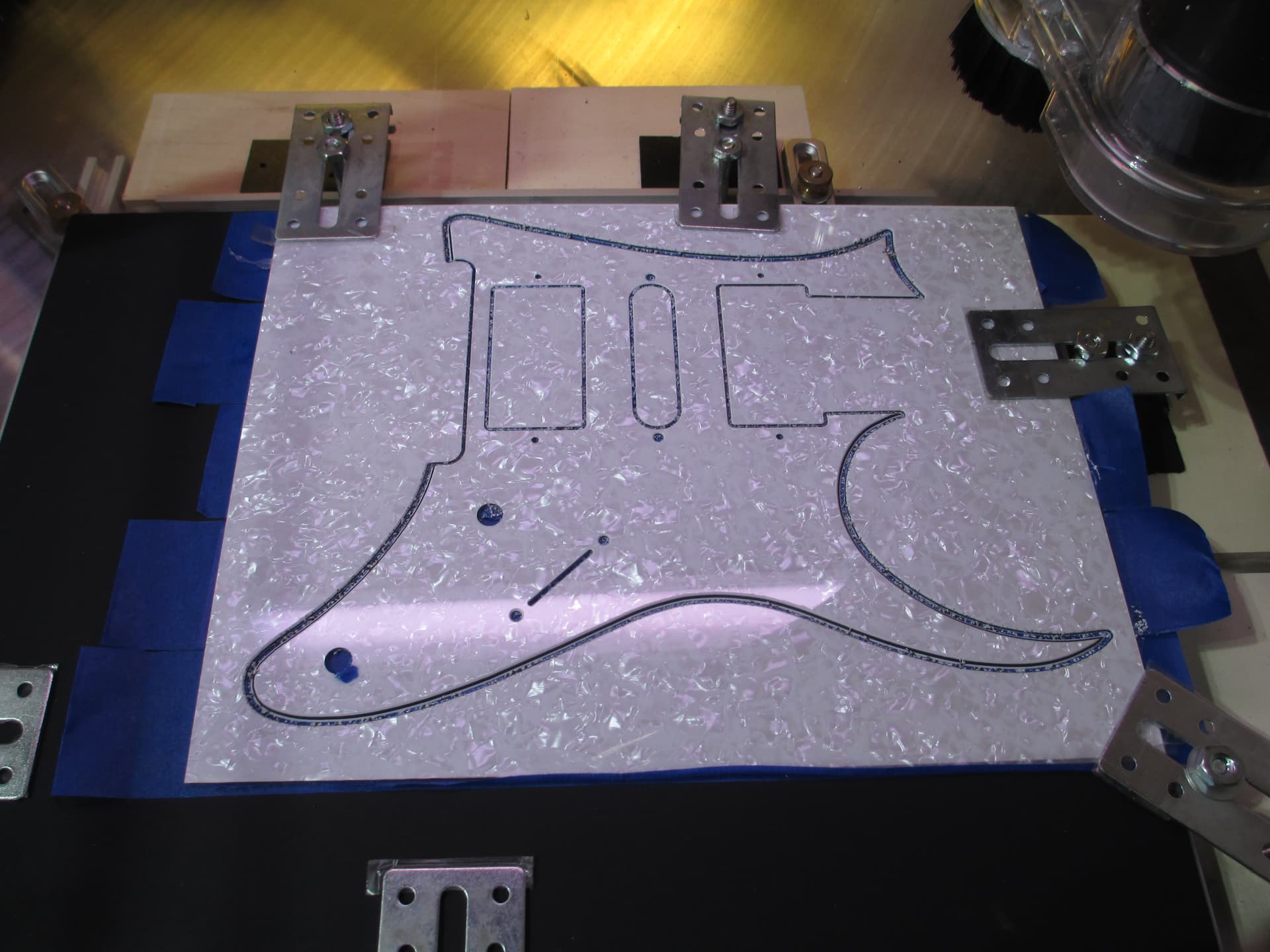
I investigated and followed some of my suspicions and did test cuts in a piece of PMMA (cast). The test piece was designed as 50.00mm x 10.00mm. Here’s what I got on that test piece:
Climb milling (left sideways compensation in F360): 50.06 x 10.09, so off by +0.06 x +0.09.
Conventional milling (right sideways compensation in F360): 49.97 x 9.95, so off by -0.03 x -0.05.
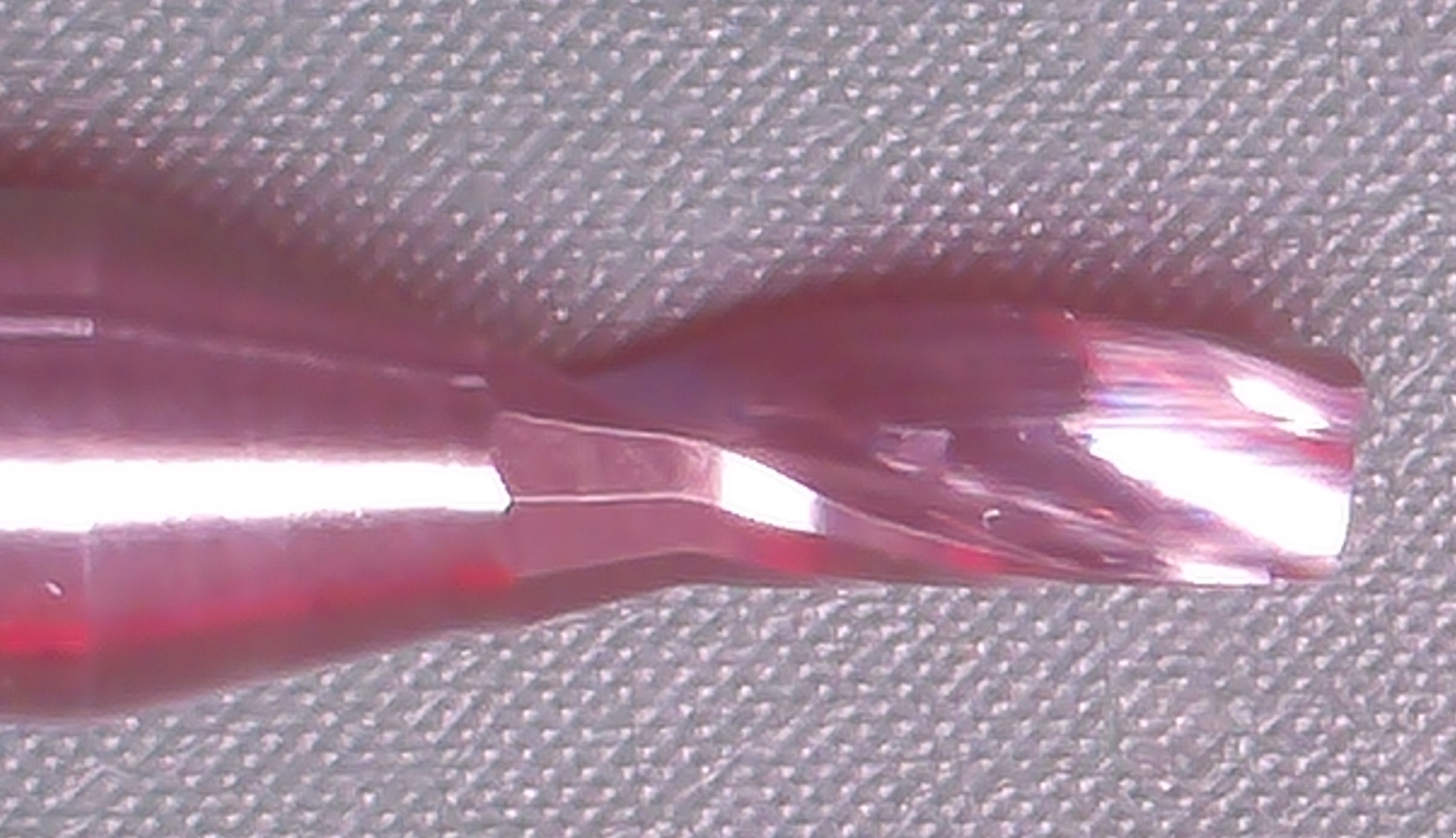
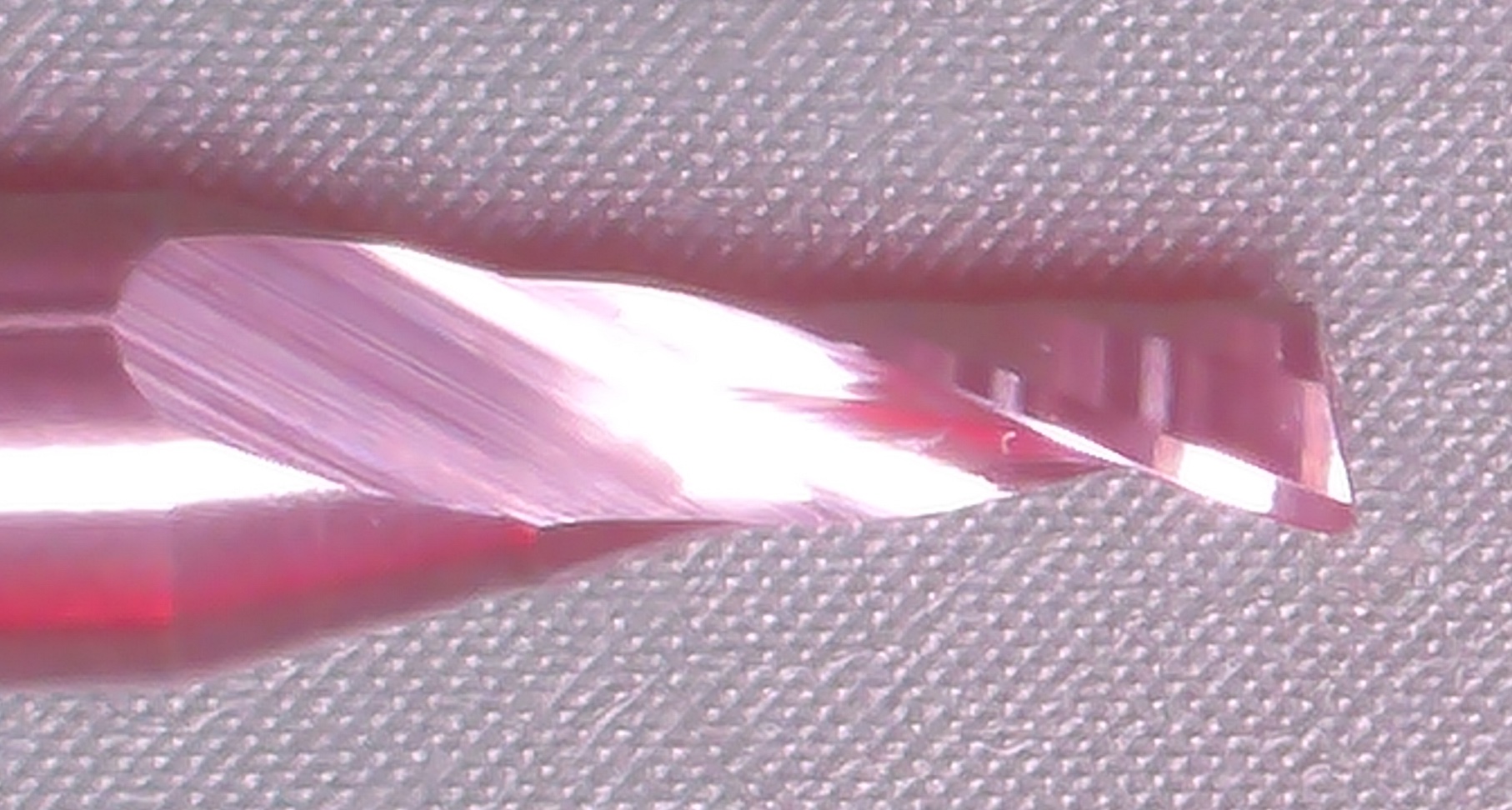
The endmill is a single-flute 2.0mm diameter 4mm length (SP1F-D2.0-L04, dreanique) at 24k RPM, feed 900mm/min, so fz=0.0375 mm. I am cutting in two passes, 1.5mm per pass, as the PMMA is 3mm thick.
I can’t really slow the feed down, because PMMA will melt. Lower limit for extruded PMMA at 24k RPM is around 800mm/min, cast PMMA can take 600mm/min.
The endmill hasn’t seen that much use (and only plastics), it looks good to me (e.g. not worn or chipped).
The question is: where do I go from here? Would you suspect machine rigidity? Endmill deflection?
I can’t afford +0.3mm on a 200mm piece. I would like to be below ±0.1mm, and ideally closer to something like +0.03-0.05mm.
Do I look for a different endmill? Do I stick to conventional milling and hope for the best? Do I slow everything down?


{kind=link}
{kind=link}
{kind=link}