I made this today, and must share with you all.
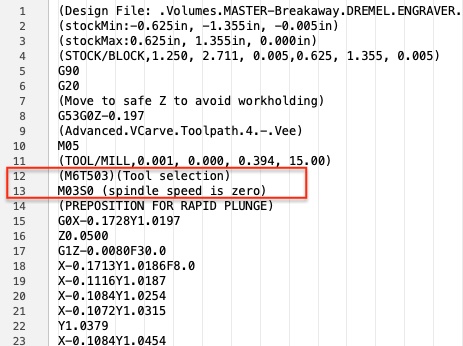
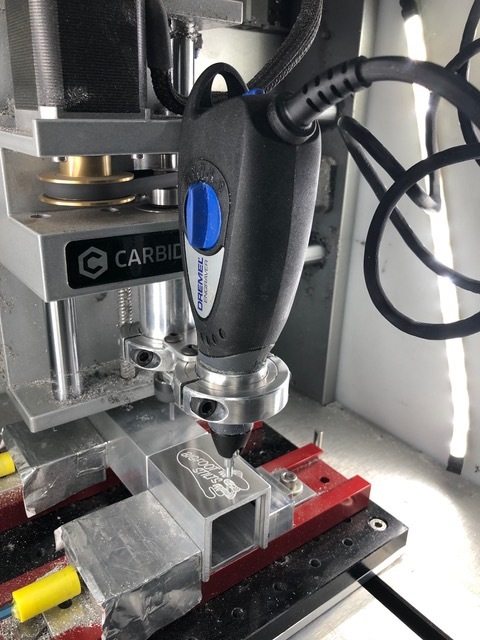
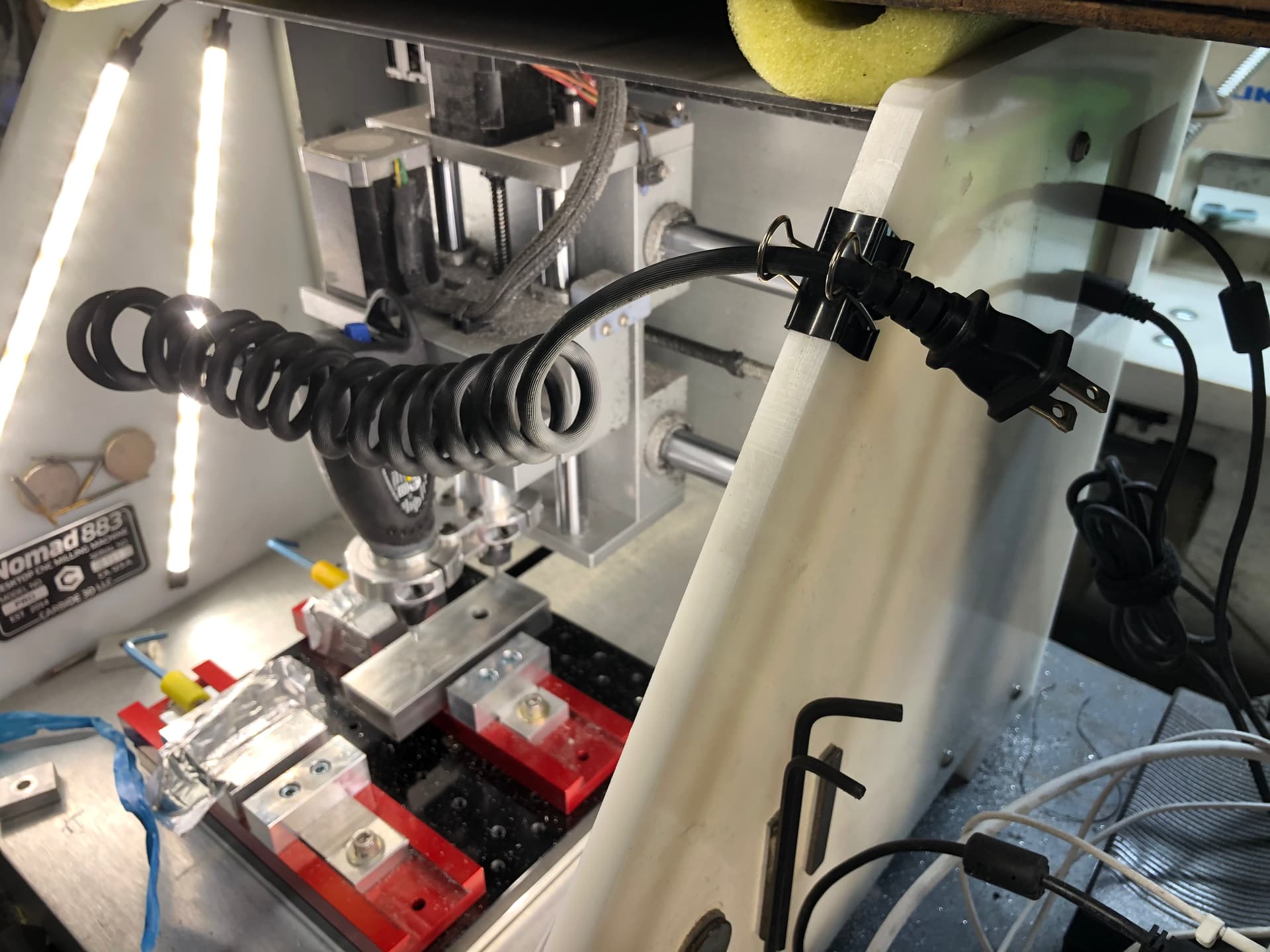
I mounted a Dremel 290-01 120-Volt Engraver to a Nomad 883. The results were amazing.
The spindle of the Nomad is 1.250” diameter. I can connect to it with 1.25” split shaft collar.
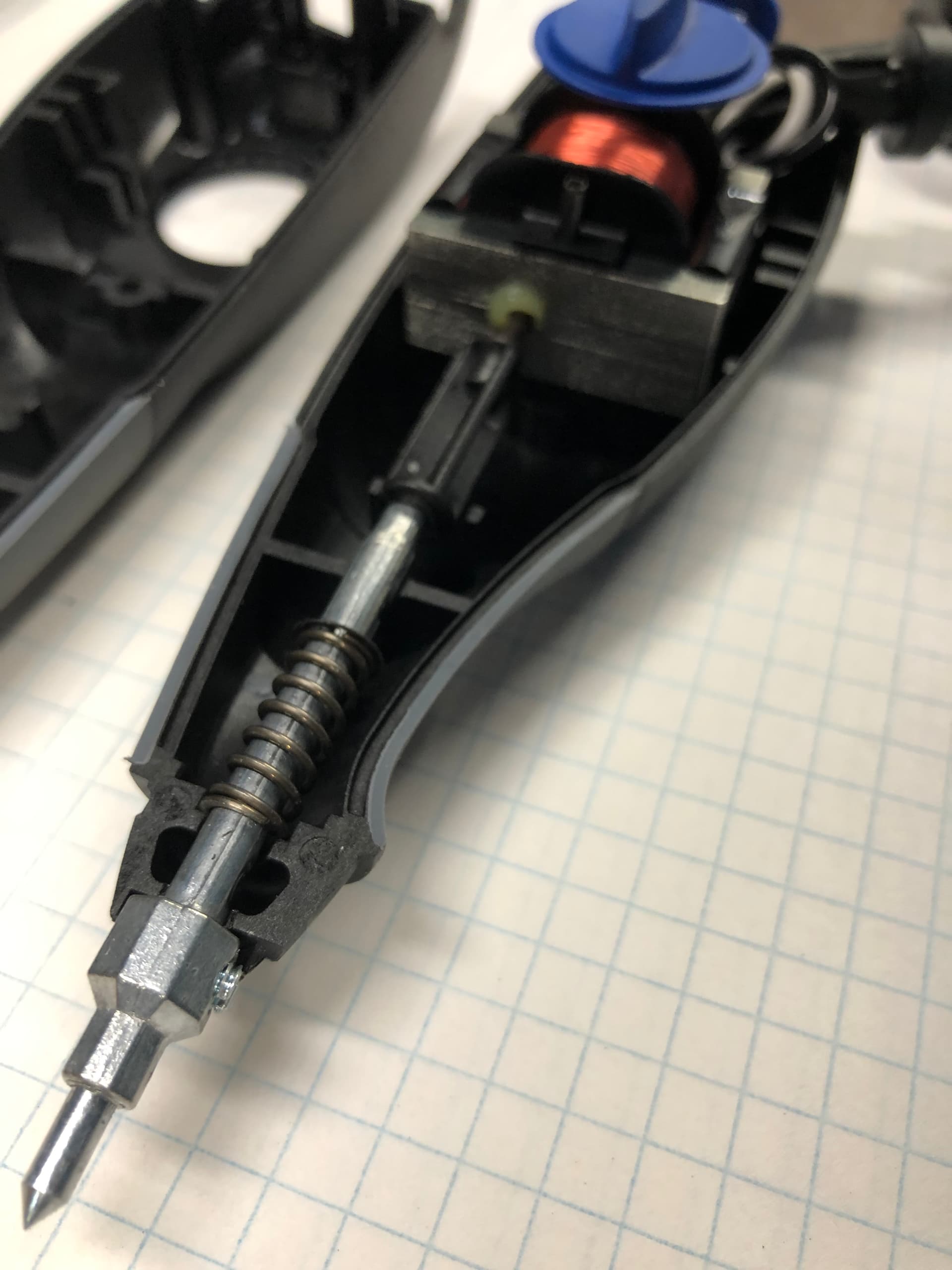
The Dremel has a convoluted ergonomic handle for the human hand. I was able to slide a 1” long piece of 1.25” thin wall aluminum tubing over the tip of the engraver and up till it stopped sliding. Covered that end with hot melt glue. Held it in a vise upright in a vise. Then poured & filled with 15 min Epoxy. Now I can connect to it with 1.25” split shaft collar.
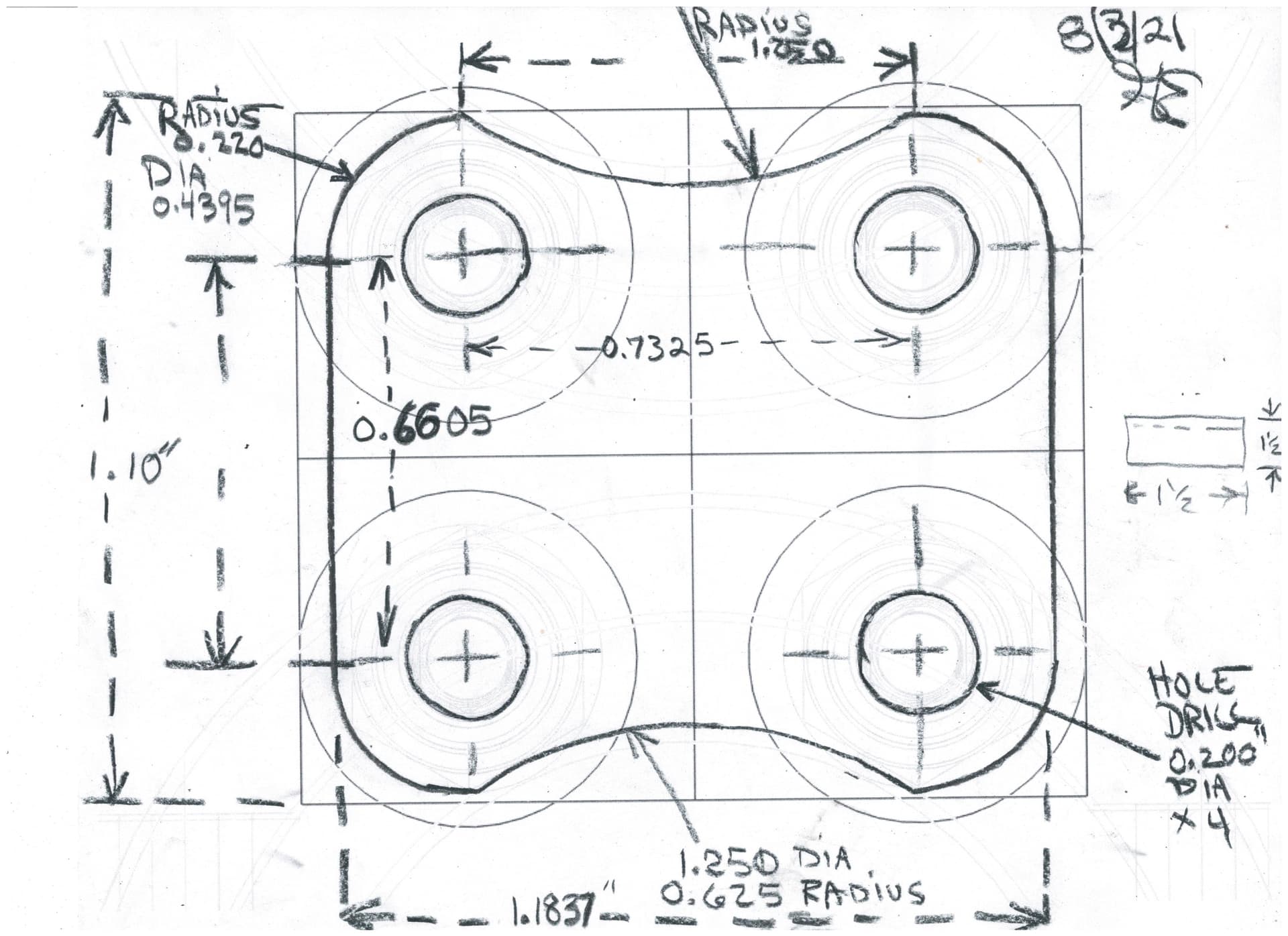
The 2 each 1.250” ID shaft collars need a separation of about 1/8”. I used SharkCAD Pro to help me with interference and positioning the 4 each #10 fastener holes pretty close to center of the wall of shaft collars as much as possible. Printed the outcome and then penciled in a profile that would fit and dimensions. Then used CAD to hide all non essential lines, export SVG.
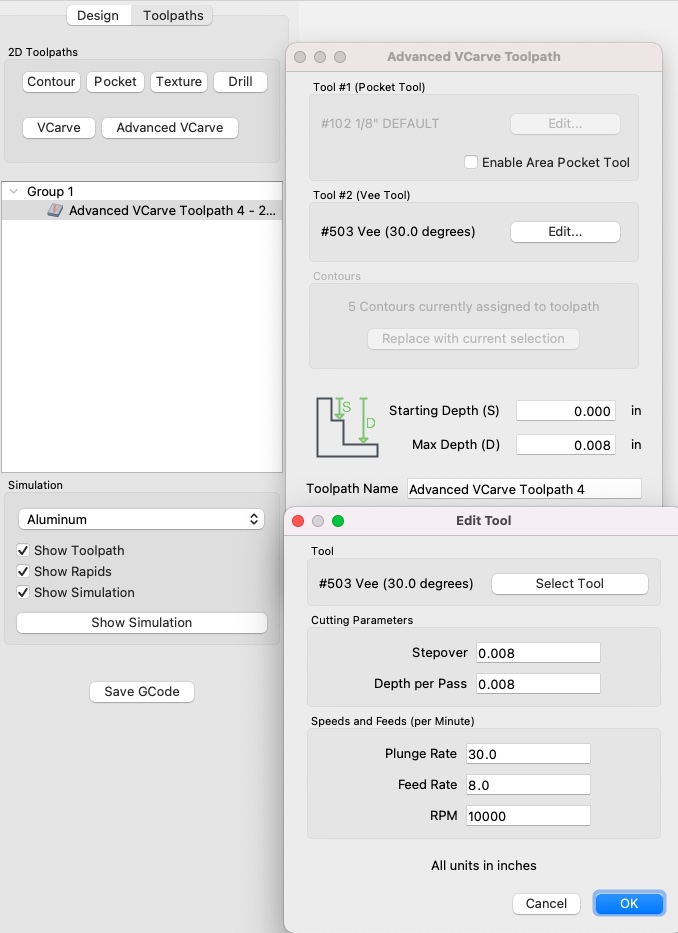
Carbide Create has such great drawing tools. The SVG was resized to scale and Create to make mounting plates for collars.
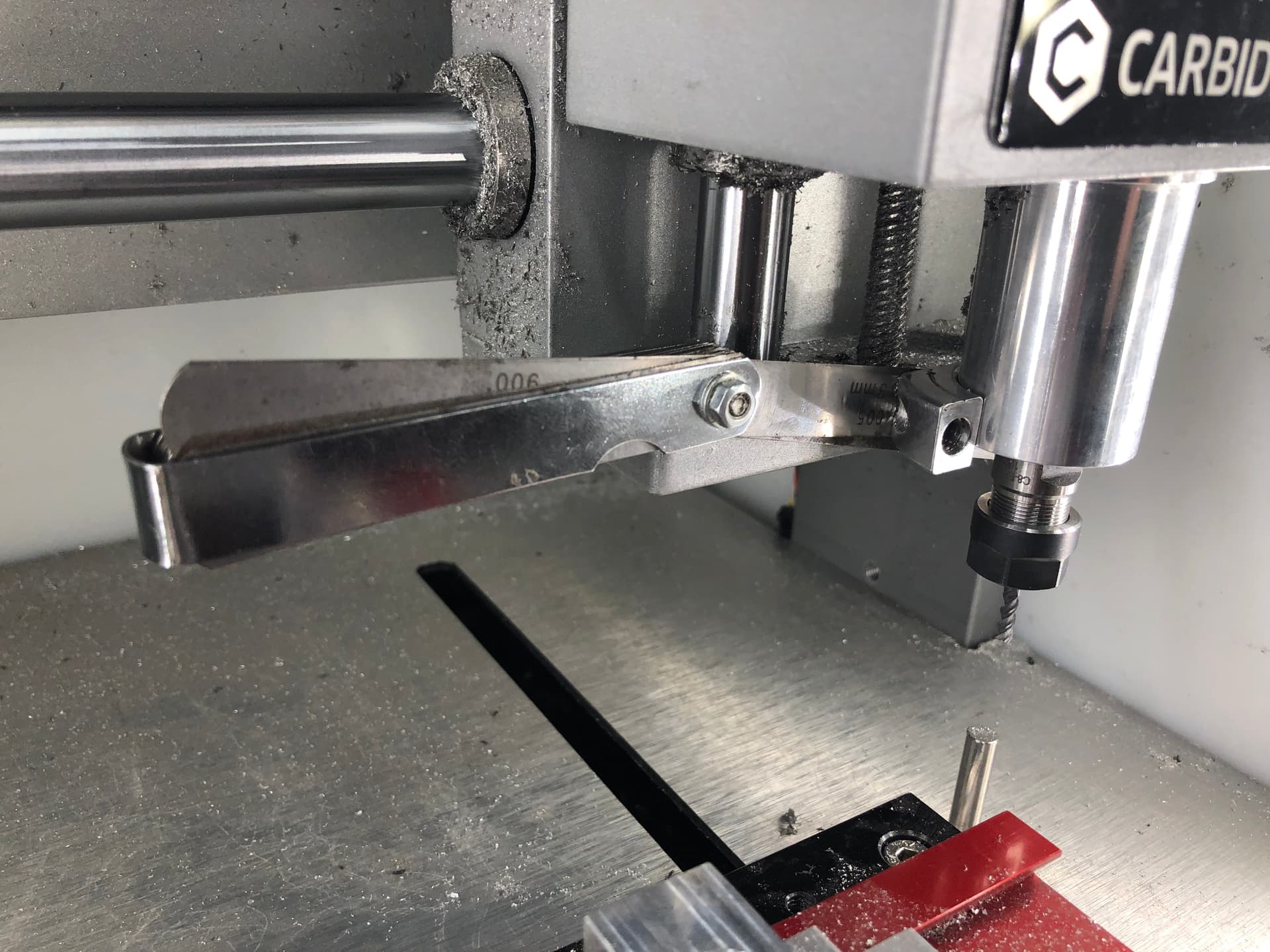
The Nomad 883 CNC to make 2 adapter plates to join 2 each 1-1/4” split shaft collars. Connected 2 plate to 1-1/4” shaft collars with #10 fasteners.
The back side of the shaft collar behind the spindle needs to be flattened. The wall thickness was 0.400”. I took it down to 0.075” using a Grizzly Milling Machine. The material removal didn’t hurt the shaft collar. This needs to be done to miss the headstock when the Nomad does a tool height calibration.
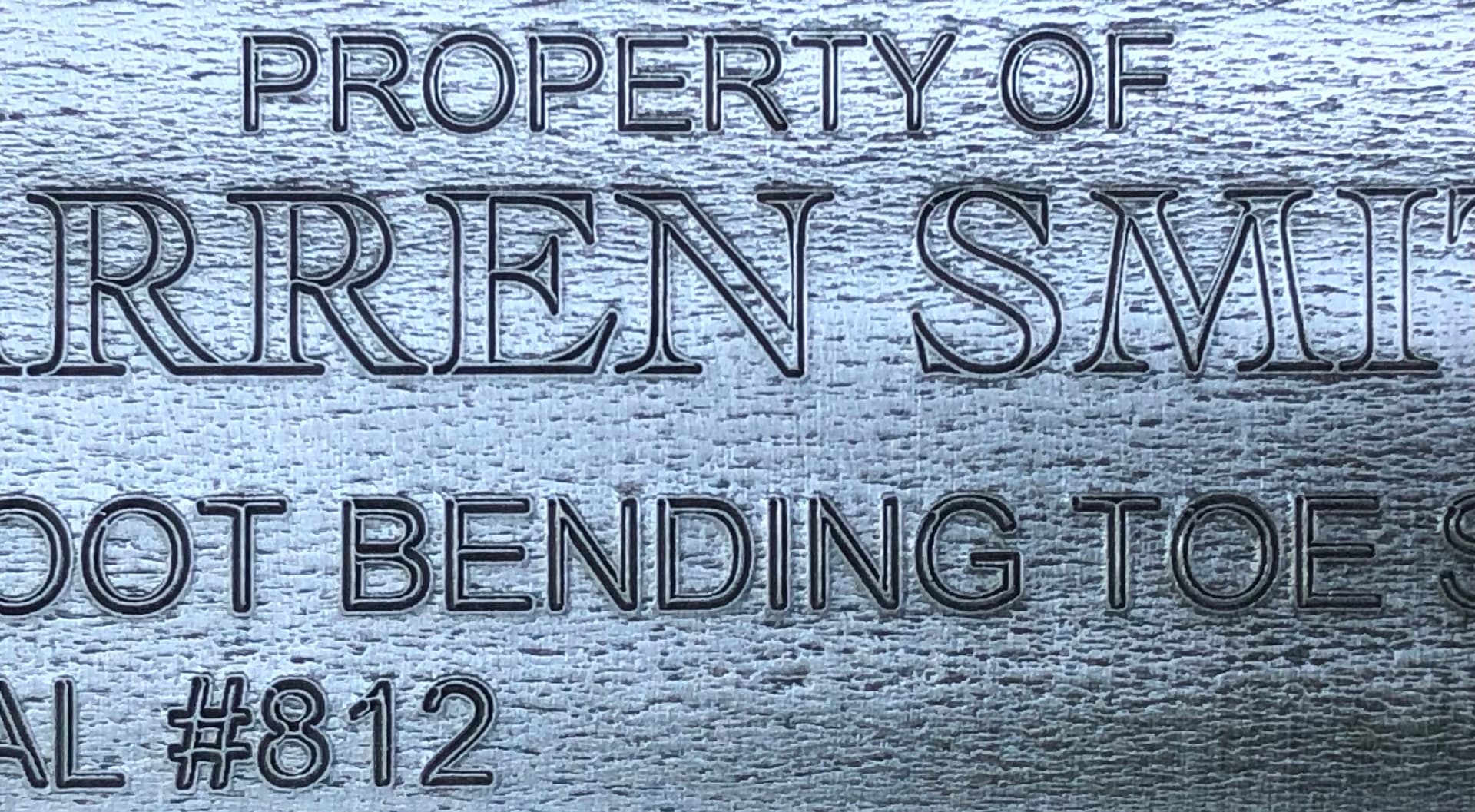
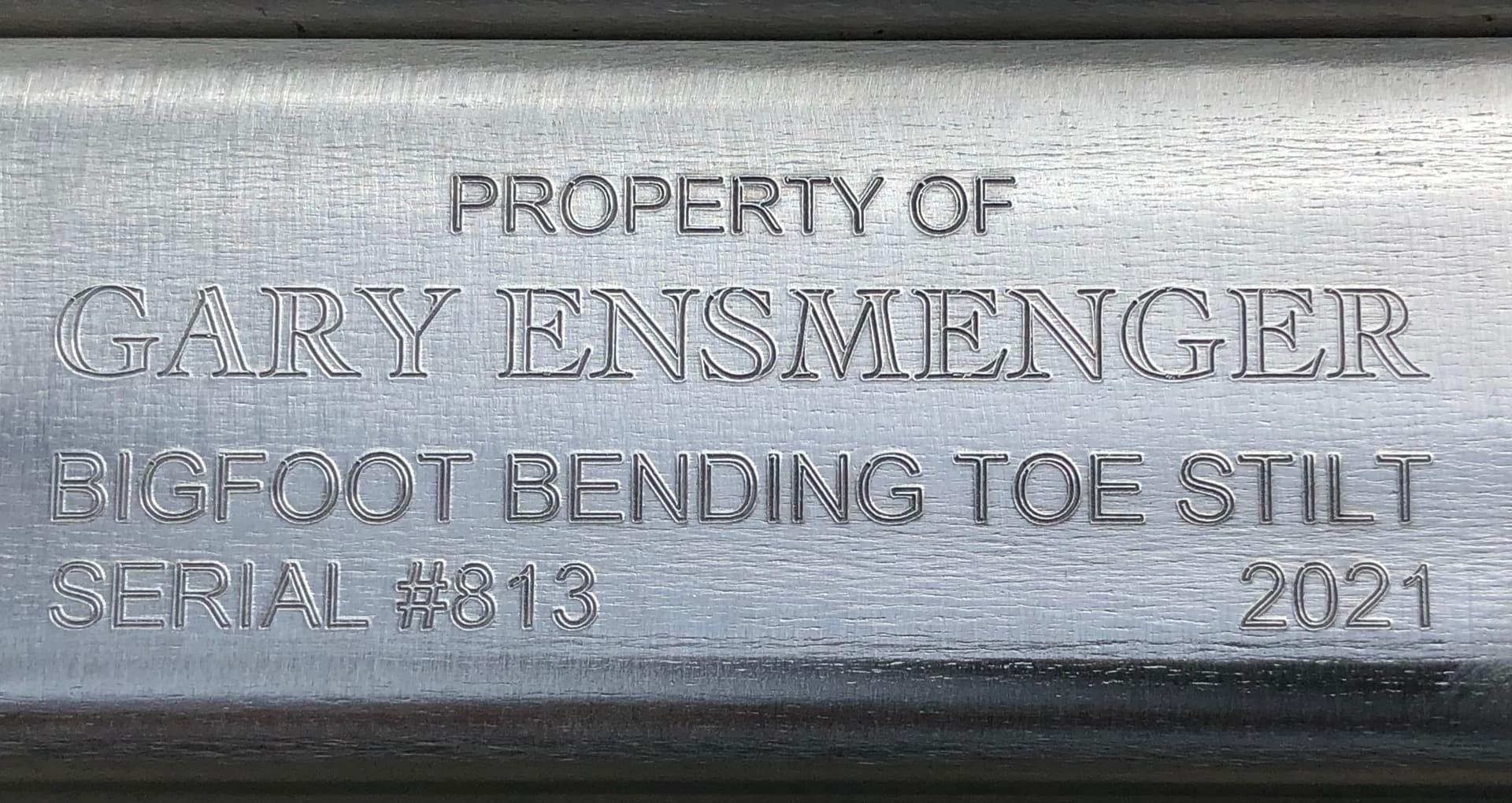
The results are hi-resolution engraving. Better than spinning VEE end mills. There is no debris. No chips. No buffing required. From now on, all engraving in this stilt shop will be done in this method. A breakthrough.
Climax Metal 2C-125-A Aluminum Two-Piece Clamping Collar, 1-1/4" Bore Size, 2-1/16" OD, With 1/4-28 x 3/4 Set Screw
[https://www.amazon.com/gp/product/B0026GSWZQ/ref=ppx_yo_dt_b_asin_title_o07_s00?ie=UTF8&psc=1](https://LINK TO 1.250" ID ALUM SPLIT COLLARS)
Dremel 290-01 120-Volt Engraver Rotary Tool with Stencils - Crafting Machine Perfect for DIY Personalizing and Engraving Leather, Metal, Glass, and Wood , Black
[Amazon.com: Dremel 290-01 120-Volt Engraver Rotary Tool with Stencils - Crafting Machine Perfect for DIY Personalizing and Engraving Leather, Metal, Glass, and Wood , Black: Home Improvement](https://LINK TO Dremel 290-01 120-Volt Engraver Rotary Tool)











 .
.