Really curious how this worked out.
still setting up the project and waiting for the order to come through. I will keep everyone posted on how I handle it. Each setup will have 224 5/64" holes. Should be interesting.
Been a while and am wondering how this worked out. Now I have a few, maybe eight holes to drill like this. Were you able to come up with a working solution?
2,232 holes later the first batch went well! Almost ready to start on the next batch.
I ended up using a HARVEY TOOL 46505 5/64" X 90 DEG CARBIDE DRILL MILL
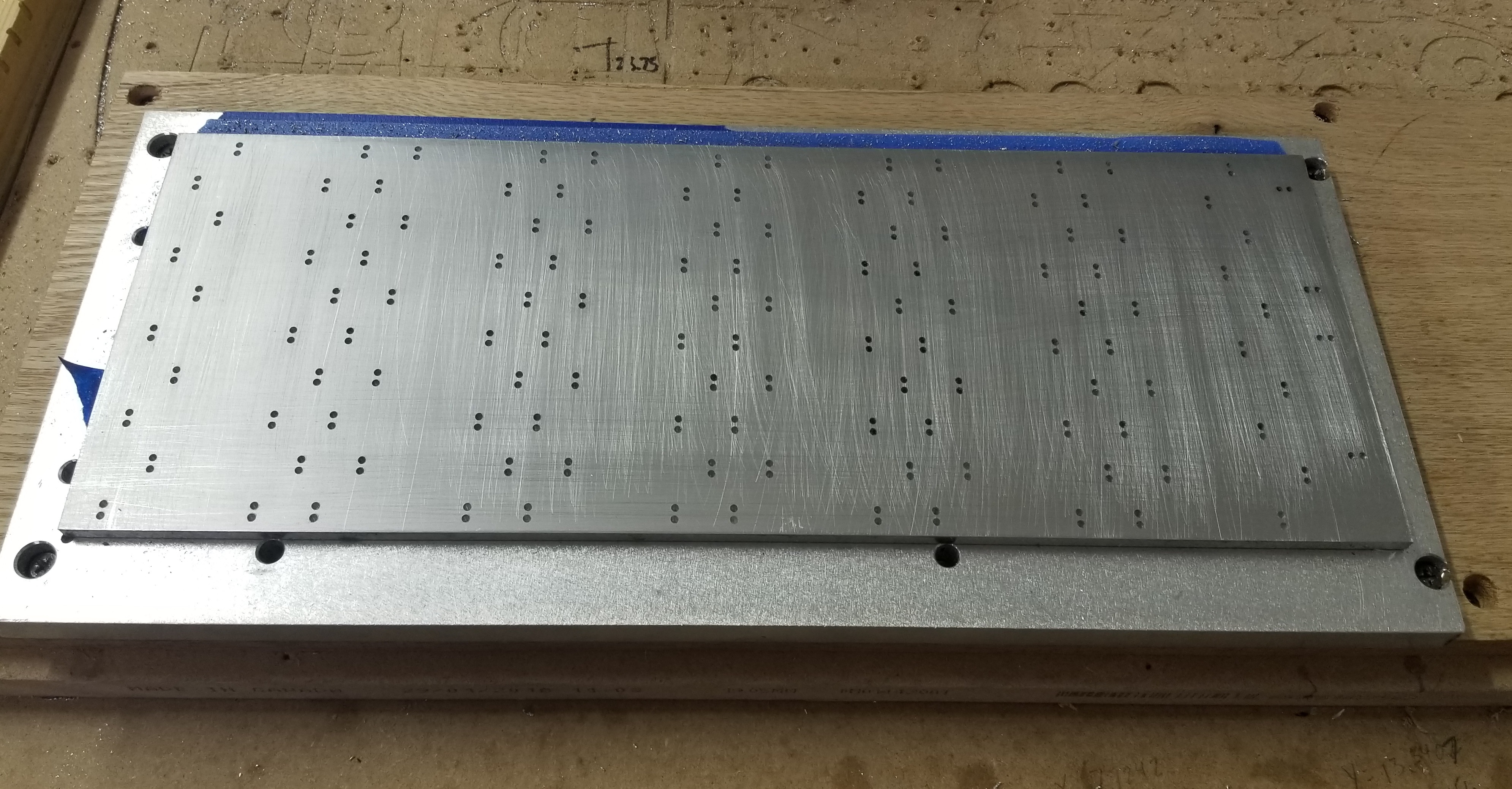
I peck drilled the holes at 18000 RPM, and a pecking depth of .030" with a plunge of 20ipm.
The biggest thing that i found that helped was to make sure there was plenty of lubricant on the cutter and the hole while drilling. The mister alone didnt seem to always work and things would get gummed up.
Picture to show results.
7 Likes
Wow, how many drills did you go through for that many holes?
still on my first one!
1 Like
thats awesome! great work. impressive you didn’t lose one.
i’d look into a loupe or microscope to check in on the quality of the tool.
ya visually it looks to be in decent shape still. Some aluminum build up, but nothing that cant be cleaned. To save some time i might only drill part way through on the next set and then finish drilling on a drill press, I havent decided yet.
1 Like
That’s crazy impressive!
Thanks for the update. It will help my next project.